重质裂解原料的现状分析和解决措施
2016-09-03王立文大庆石化公司化工一厂黑龙江大庆163714
王立文(大庆石化公司化工一厂,黑龙江大庆 163714)
重质裂解原料的现状分析和解决措施
王立文
(大庆石化公司化工一厂,黑龙江大庆 163714)
对大庆石化裂解装置重质原料输送系统的现状进行了分析,通过对原料输送系统的改造,提高了重质裂解原料的输送能力和系统运行的抗风险能力。
裂解装置;重质原料;供应;输送
大庆石化共有三套裂解装置,分别为裂解一套装置(E1装置)、裂解二套装置(E2装置)和裂解三套装置(E3装置)。E1装置生产能力300kt/a,于1986年6月建成投产,以油田轻烃、石脑油和尾油作为裂解原料,2004年根据扩能改造的需要,将EF-111H(USC-16W型裂解炉)改造成GK-VI型炉(投料量9.68万t/a),并于当年投入使用。E2装置原生产能力为180kt/a,2004年扩建至270kt/a,并于当年7月投产,设计以石脑油和加氢尾油为裂解原料。E3装置生产能力为600kt/a,于2012年10月投产,设计以油田轻烃、石脑油、碳四、尾油、重柴作为裂解原料。
随着乙烯装置产能的提高,原料需求量随之增加。通过优化重质裂解原料接收和输送方案,增加重质乙烯原料的供应,提高原料平衡的操作弹性,从而保证裂解炉原料平稳供应,提高装置长周期、高负荷安全平稳运行,对于企业效益最大化的实现有着非常重要的意义[1-2]。
1 重质裂解原料的现状分析
1.1重质裂解原料输送流程
重质裂解原料(加氢尾油、重质柴油)分别来自大庆石化炼油厂二加氢装置和87单元,经卧龙管带、油品计量表FIQ-108计量后送至化工一厂原料一车间24#、26#储罐,然后通过尾油泵Y-P-101A/B/C加压送至四个去处,分别为动力车间、E1装置、E2装置和E3装置,具体流程详见图1:
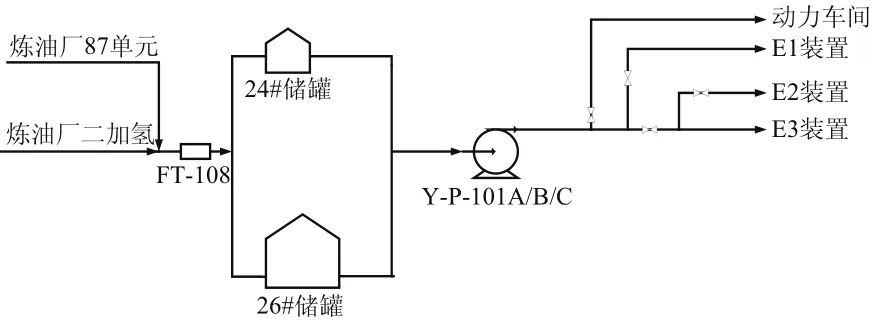
图1 尾油流程简图
1.2现状分析
乙烯装置的生产能力不断扩大,但重质原料的接收和输送能力并未进行扩能改造,卧龙管带尾油管线的管径为DN250,原料一车间界内管线的管径为DN150,计量表前后部分管线的管径仅为DN100。E1装置重质原料负荷为16t/h、E2装置重质原料负荷为20t/h、E3装置重质原料负荷为150t/h,重质原料负荷合计为186t/h,但据2013年对重质裂解原料输送能力进行标定,最大标定能力仅为150t/h,重质裂解原料的收料能力已经制约了装置的生产负荷。
物料在容积大的储罐内停留时间长,操作弹性大,同时事故状态下缓冲时间长,安全系数高;反之,物料在容积小的储罐内停留时间短,操作弹性较小,事故状态下的缓冲时间短,安全系数低。原料一车间26#储罐容积为5 000m3,24#储罐容积为1 000m3,两台储罐同时运行虽然可以提高物料在储罐内的停留时间和操作弹性,但实际操作中要参照较小储罐的存储能力,总的运行能力和灵活性得到了限制。重质裂解原料输送泵Y-P-101A/B/C共计3台,每台输送量为65t/h,正常情况下输送能力为130t/h(两开一备),如继续增加外送负荷,则需要开3台泵,导致系统无备用泵,增加了重质原料输送系统的运行风险。
2 解决措施
对原料一车间界内管线进行扩容,将原来的DN100、DN150管线扩容至DN250,提高重质裂解原料的接收能力。将原有管径为DN150的渣油管线改为接收重质原料,实现两条管径为DN150的管线接收重质原料,达到提高装置接收重质裂解原料能力的目的。新建与26#罐同规模、存储能力为5 000m3的储罐,实现两罐一投一备的运行模式,提高系统的操作弹性和抗风险能力。增加同等输送能力的重质原料泵,具备实现三开一备、两开两备、一开三备三种运行模式的能力,提高重质原料稳定输送能力,保障系统运行安全。将符合规范要求的现有闲置储罐改造成储存重质裂解原料的储罐,同时增加2台尾油泵,单独供给E1、E2装置供料,实现新老装置单独供应。避免因E1、E2装置重质原料压力波动影响E3装置供料,从而造成其运行波动。对泵回流管线进行核算、改造,满足最小流量要求,同时实现远程控制泵的启停要求,降低事故发生概率。
3 结束语
通过上述措施的实施和应用,大大增加了裂解装置重质原料的稳定供应,提高了系统的操作弹性和安全系数,保证了装置长周期、高负荷安全平稳运行和抗风险能力。
[1] 陈滨.乙烯工学[M].北京:化学工业出版社,1997.
[2] 王松汉.乙烯装置技术与运行[M].北京:中国石化出版社,2009.
Present Situation Analysis and Solution of Heavy Cracking Raw Materials
Wang Li-wen
Of cracking unit of Daqing Petrochemical heavy raw material conveying system present situation analysis,through the transformation of raw material conveying system,improve the anti risk ability of heavy cracking material conveying capacity and system operational.
cracking unit;heavy raw materials;supply;transportation
TQ221.211
A
1003-6490(2016)05-0114-01
2016-05-17
王立文(1980—),男,黑龙江双鸭山人,工程师,主要从事于石油化工生产管理。