随形水路在《UG模具设计》课程教学中的设计与3D打印研究
2016-09-03汤小东
汤小东
摘要:随形冷却技术已经成为了注塑模具冷却系统研究的热点,在《UG模具设计》课程教学中,以储物盒型芯为研究对象,探讨了在NX8.5中储物盒型芯随形水路的设计要点,同时介绍了储物盒型芯的3D打印技术,为高职院校模具专业教学提供参考。
关键词:随形冷却;随形水路;储物盒型芯;3D打印
0引言
3D打印技术是一种新型的快速成型技术,被誉为“第三次工业革命标志性的生产工具”,并称之为“未来制造业发展的必然趋势”。随着3D打印技术的发展,随形冷却技术研究已经成为塑料模具冷却系统开发的热点,本文主要探讨了储物盒型芯的随形冷却水路在《UG模具设计》中的设计要点,同时介绍了相关的3D打印技术概念;
3D打印技术又称为“增材制造”(Additive Manufacturing)技术;它是一种基于计算机辅助设计的、主要采用逐层叠加制造方式将材料紧密结合在一起的工艺方法。
在塑料模具设计中,传统冷却水路(Traditional Cooling Channel)管道的形状呈现直线状态,当塑件上有不规则的曲面时候TCC冷却效果就显得一般;注塑模具的随形冷却水路(Conformal Cooling Channel)不在呈现直线状,它的水道的形状随着制品的外形而发生变化,因此,它能够较好低解决冷却水道与注塑模具型腔表面距离一致的问题,从而使得住塑料制品得到很好冷却,缩短生产周期,提高生产效率,同时减少塑件的翘曲变形,稳定塑件尺寸,提高塑件质量。
1储物盒型芯随形水路设计
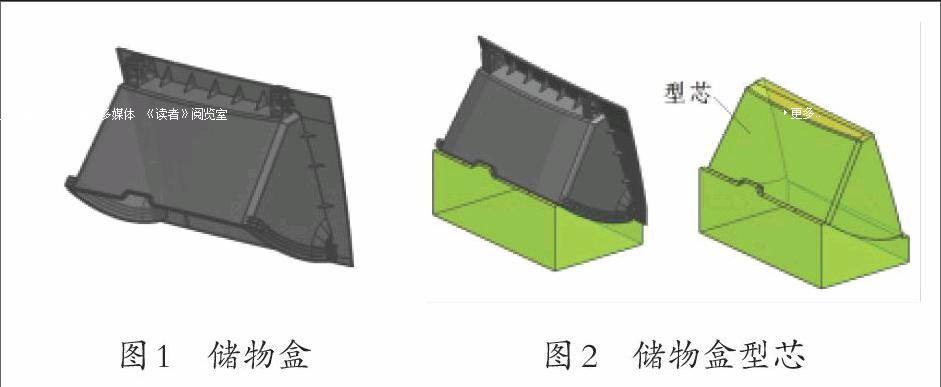
《UG模具设计》课程中使用NX8.5作为设计软件,储物盒如图1所示,本文中主要介绍储物盒型芯的随形水路设计要点,图2所示为储物盒型芯;
储物盒型芯冷却主要是前后两个大面,设计两个随形冷却水路,水路的管道直接大约3-5mm,管道中心到型芯表面的距离约为管道直径的3-4倍,具体的设计步骤如下:
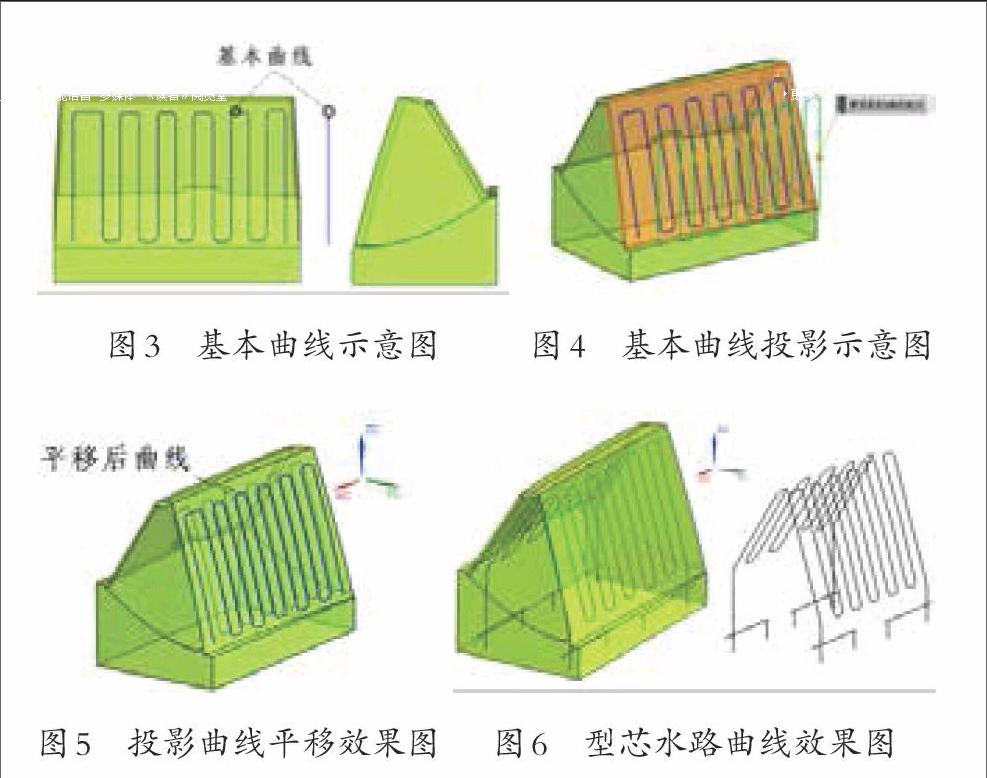
(一)在绝对坐标系垂直面中构建水路基本曲线,如图3所示;
(三)把投影曲线链沿着-Y方向平移18mm,构建效果图5所示;
(四)另外一边斜面也用同样方法构建随形水路基本曲线,并构建进出水口水路曲线,效果如图6所示;
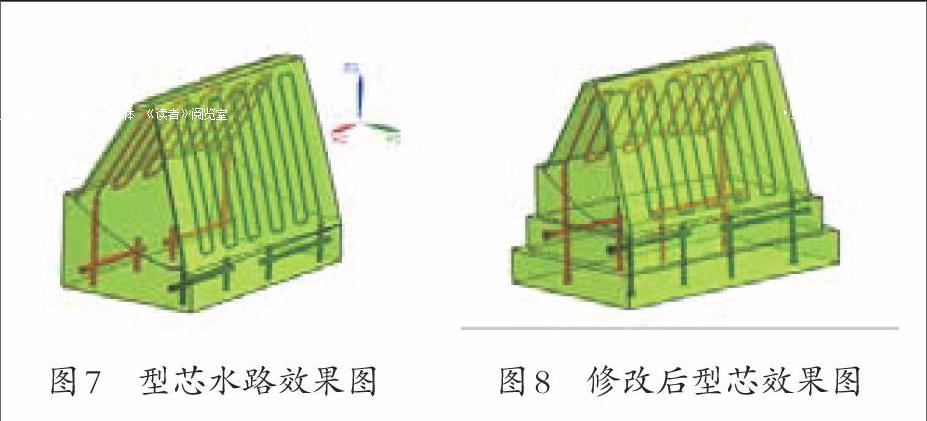
(五)构建水路曲线管道,底部曲线管道直径为8mm,上部随形水路管道直径为5mm,效果如图7所示;
(六)为3D打印修改型芯底座,效果如图8所示;
2储物盒型芯3D打印
2.1 3D打印工作原理
金属3D打印常采用选择性激光熔化(Selective Laser Melting,SLM)方法,其原理如图9所示,加工采用分层制造技术即逐层熔化堆积的方法,逐步堆积成一个冶金结合、组织致密的金属实体,在每一层中,系统在切面和零件实体相交的轮廓内生成激光熔化路径以对金属粉末进行熔化成型,激光不熔化粉床区域外的金属粉末,当一个层面熔化成型后,工作台下降粉末一个截层的高度,大约在0.1毫米内,此时敷料辊又在成形的上表面铺上一层均匀密实的粉末,重复进行扫描熔化成型、直到完成整个零件的造型。
2.2储物盒型芯3D打印说明
储物盒型芯型芯主要有两个部分组成,分别为型芯3D打印部分和型芯底座部分,如图10所示,型芯3D打印部分通过SLM方法在型芯底座上进行3D打印,用SLM工艺制造注塑模具零件不受模具冷却水路复杂程度的限制,这样设计者就可以根据制品的具体几何形状设计冷却效果合理的随形冷却水路,本质上SLM工艺加工模具的随形水路就是加工复杂的零件内型内腔。
3结语
注塑模具冷却水路的随形冷却技术研究已经成为塑料模具冷却系统开发的热点,文中以储物盒为研究对象详细描述了在NX8.5中储物盒型芯随形水路的设计步骤和要点,并简单介绍了3D打印技术中的选择性激光熔化(SelectiveLaser Melting,SLM)基本原理和储物盒型芯3D打印零件部分构成。随着3D打印技术的日益成熟和其成本不断减低,3D打印技术将在注塑模具冷却系统的随形水路制造领域得到更加广泛的应用和推广。
