一种基于PVC配方机、混合机、送料系统的监控系统
2016-09-03冼伟发
冼伟发


摘要:论述了一种基于PVC混合机、配方机、送料系统的监控系统。该系统充分考虑现场设备的实际情况,分析了该系统的架构选择,从控制及监控所需的通讯数据量,核心控制器功能等介绍了该系统的设计过程。
关键词:架构;监控系统;通讯
0引言
在PVC管道生产活动中,从原料到产品间包括配方、混合、送料、挤出等阶段,现有的配方机与混合机间、混合机与送料系统间单单靠2点继电信号连接。生产有很大的随机性,有时正常情况下后端的挤出设备的缺料,有时又会在送料环节留积大量粉料,粉料经过混合干燥,若外放的时间长受潮后会造成管道气泡等严重影响产品品质的问题。这就要求严格控制在同一个流水线上的配方、混合、送料环节中留积的粉料。公司要求建立一套从配方到挤出设备运转的监控系统,同时建立一套调配各个环节设备运转的机制,实现设备智能停开机。
1系统设计
1.1现有设备通讯条件
系统组成:配方机5台,控制器为FATEK型号为FBS-60MS;称重送料系统1套,控制器为西门子的S7-CPU224;混合机45台,控制器为汇川HOU-1616MR-XP;送料系统1套,控制器为西门子的S7-CPU226,以上各控制器均支持MODBUS主、从站。
1.2监控通讯量计算
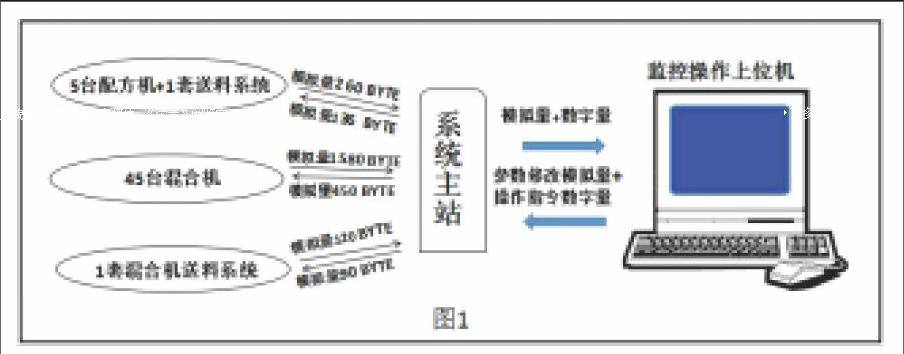
以MODBUS(485硬件)网络来算:如图1,主站通讯总量,I点:260+1580+120=1960BYTE,0点:136+450+90=676BYTE。手册查得,以上各个控制器都无法做通讯主站,而采用工业计算机及对应的接口模块与现场控制器构建MODBUS网络的办法可以完成监控任务,但却无法完成复杂的各设备的生产调配工作。
通过选型讨论,最终采用组态软件WinCC V6.2为操作监控界面,西门子CPU-315PN/2DP为系统核心,通过现场总线PROFIBUS-DP与混合机、配方机、送料系统组成通讯网络。
1.3系统核心控制器及通讯网络PROFIBUS—DP选用理由
PROFIBUS是一种用于工厂自动化车间级监控和现场设备层数据通信与控制的现场总线技术。在OSI模型中PROFIBUS-DP只使用了第1、2层和用户接口层,这种精简的结构确保数据高速即时刷新。另外PROFIBUS为多主站的主从结构,可带超过127个从站(增加中继器),可方便地构成集中式、集散式、分布式控制系统。在带从站能力方面,这极大的满足系统的余量问题,为后期跟其他系统的衔接带来很大的方便。在网络通用性方面,西门子S7-300系列以上的中型CPU大多都集成PROFIBUS通讯口,自带现场总线诊断功能给程序编制带来极大的便利。另外,其他常用的例如欧姆龙、AB、三菱等品牌的中型以上的CPU都会有PROFBUS通讯模块。
1.4系统组成分析
该系统采用分布式架构,如图2。它由两台监控计算机、核心控制器、5台配方机及送料称重系统、45台混合机、1套混合机送料系统以及网络转换设备组成。系统的核心CPU315-2PN/DP通过PROFIBUS现场总线,PROFIBUS转MODBUS网关或者EM277模块与现场各设备控制器进行通讯。读取现场控制器上的运行参数显示在监控界面上,同时可修改工艺参数、送料参数、配方参数等,根据设定条件对现场各设备运行状况进行调配。
2系统配置
2.1上位机配置
考虑到界面的友好性,功能性及稳定性,上位机采用西门子WINCC 6.2,通过工业以太网跟CPU315-2PN/DP进行通讯,可实现远程变量报警、工艺参数修改记录,现场重要参数的在线趋势图,生成数据报表,重要参数归档处理,远程手动操作等。
2.2下位机配置
下位机的选用考虑的主要以下2点:1、满足通讯量需要,对核心PLC来说,通讯I/O量分别为1960BYTE,676BYTE;2、通讯口兼容情况,CPU模块集成PROFIBUS现场总线,以太网模块。综合以上,选择自带1路PROFIBUS-DP通讯口及2路以太网通讯口的西门子CPU315-2PN/DP。
2.3程序设计
(一)通讯故障“心跳”侦测程序
如图3,从站2S周期的频率信号通过通讯送到S7-300(例程图中的Ⅰ1.0),S7-300通过功能块侦测信号,一旦心跳停止,即可判断通讯中断,在监控界面输出报警。同样,S7-300也会向从站发出2S频率的心跳信号,通过对应信号(如图的M131)侦测与主站的通讯情况,依此来判断主站发送的控制及修改参数信号的有效性。弥补PROFIBUS-DP总线诊断(FB125)只能诊断PROFIBUS-DP段的故障,而不能发现网关后MODBUS网段的故障的不足。
(二)核心控制器对混合机运行情况调配
混合机单位时间的产量=混合机每一个料的重量(120KG)/该料的混合时间;挤出设备单位时间产量=挤出米重*挤出速度(通过混合机送料系统获取)。45台混合机的单位时间产出料重量总和与挤出设备单位时间产量比较得到混合机增加/减少开机信号。同样,根据混合机的开机情况调整配方机的开机数量。这样,在保证合理料仓高位的情况下达到整条流水的动态平衡。既不会因为料产出过多积压影响产品品质,也不会因为开机过少造成挤出设备缺料。
(三)系统监控画面
如图4为混合机运行参数监控界面,通过监控画面现场情况一目了然(点击相应按钮),可方便查看混合机、配方机、送料系统运行参数,参数归档,报警等,同时也可以通过登录账号远程修改各机参数,实现设备远程手动操作,远程故障排除。
3结语
系统已稳定运行半年多。系统的使用使得生产活动的有序化、透明化,为产品质量稳定提供保障。最后,借此系统的开发经验,推广到其他生产系统上,使得成果最大化。
