在线配酸技术在磷酸二铵生产中的应用
2016-08-23念吉红
念吉红
(云南云天化股份有限公司云峰分公司 云南宣威 655413)
在线配酸技术在磷酸二铵生产中的应用
念吉红
(云南云天化股份有限公司云峰分公司云南宣威655413)
磷酸二铵生产装置一直采用淤渣磷酸调整产品富余养分,但存在磷酸贮槽倒槽频繁、产品养分波动大等问题。采用在线配酸技术对磷酸二铵生产装置进行改造后,不仅产品养分调整快速、灵活,减少了不合格品的产生量,而且磷酸贮槽的运行周期延长,减少了清槽的频次。
磷酸二铵在线配酸技术改造
云南云天化股份有限公司云峰分公司(以下简称云峰分公司)300 kt/a磷铵二铵装置原设计为年产140 kt磷酸二铵(DAP)和100 kt NPK系列复合肥,设计采用管式反应器加转鼓氨化造粒流程生产NPK系列复合肥,预中和加转鼓氨化造粒流程生产DAP,可根据市场需要,切换生产DAP和NPK系列复合肥产品[1]。该装置配套建有2座平底磷酸贮槽(Ф13 500 mm×12 500 mm),设计采用喷射式泵搅拌,以防止磷石膏在底部沉积。
在DAP富余养分(指大于总养分以后多余的养分)控制过程中,可采用加入固体填料(氯化铵、尿素、磷石膏)、硫酸或淤渣磷酸(以下简称渣酸)中的一种或几种进行调整,大多采用加入硫酸进行调整。云峰分公司由于硫酸缺口较大,且采用硫酸调整富余养分生产成本相对较高,故一直采用渣酸调整产品富余养分。
1 技改前DAP生产中存在的问题
技改前,DAP装置使用的磷酸由澄清后的浓磷酸(含P2O5质量分数45%~46%,含固质量分数1.5%~2.0%)和渣酸(含P2O5质量分数28%~35%,含固质量分数30.0%~35.0%)按一定的比例配制而成,富余养分调整根据养分分析结果加入清酸或渣酸进行二次配酸。配酸步骤:尾洗岗位实测磷酸贮槽液位、磷酸比重→主控人员通知调度供送清酸→停送清酸→尾洗岗位实测磷酸贮槽液位、磷酸比重→主控人员通知调度供送渣酸→停送渣酸→尾洗岗位实测磷酸贮槽液位、磷酸比重(提前排酸10 min)→分析工取样分析(取样时间为完成配酸2 h以后)。当磷酸贮槽液位降至1.5 m时,必须倒用另一槽,然后联系调度送酸进行配酸。为确保磷酸混合均匀,磷酸贮槽液位应严格控制在6.0 m以下。
当产品养分出现不合格时,若磷酸贮槽液位为3.0 m(426 m3)、产品总养分63.5%、清酸生产的产品总养分为65.0%、清酸流量为50 m3/h,则理论计算需加入清酸3.0 h后产品总养分才能达到64.0%;生产负荷为40 t/h,返料比为4∶1,系统返料量、中和槽和液封槽实物量约95 t,要将系统产品总养分提高至64.0%,理论计算需要加入清酸1.2 h。即通过配酸调整产品养分时,至少需要经过5 h产品才能合格。
设计上磷酸贮槽采用喷射式泵搅拌,要求含固质量分数<1.5%。但在实际生产中[2],因含固量高、搅拌不均匀,磷酸在槽内出现分层,固含量先高后低。为保证搅拌效果,磷酸贮槽液位控制得较低,生产中倒槽频繁,产品养分波动大,不利于富余养分的控制。因喷射泵喷头容易堵塞,需3个月清理1次磷酸贮槽,但清理难度大,且易损坏衬胶,清理费用高。特别是生产16-44-0的DAP时,上述问题表现得尤为突出,不利于产品富余养分的控制。此外,由于产品养分调整周期长,出现不合格品时,产品连续不合格的概率较大。由于产品采用在线包装,出现不合格品的处置难度很大,返回重新加工增加的成本约89.9元/t。
2 在线配酸技术的应用
在线配酸技术[3]是将渣酸与清酸分开贮存,实行在线配酸,根据产品养分情况调节渣酸与清酸的比例。在线配酸技术的应用,可减少磷酸贮槽倒槽频次,延长磷酸贮槽的运行周期。
(1)工艺技改方案
渣酸来自于磷酸澄清槽底部排出的淤渣,密度在1 700~1 800 kg/m3,含P2O5质量分数28%~35%,含固质量分数在30%~38%。渣酸可在洗涤液循环槽或预中和槽加入,实际生产表明,由于预中和槽负荷低且采用气流搅拌,料浆的流动性和均匀性变差,渣酸加入预中和槽的效果不理想,故加入点确定在干燥文丘里洗涤循环泵进口,渣酸在泵输送过程中与洗涤液充分混合。
(2)新增设备
根据生产配酸情况,生产16-44-0的DAP需加入渣酸量5~6 m3/h,生产18-46-0的DAP需加入渣酸量2~3 m3/h。为实现在线配酸、稳定渣酸的质量和供给,新增Φ5 000 mm×4 500 mm渣酸槽,考虑渣酸对衬胶的磨蚀,材质采用316L。为防止渣酸中的淤渣在槽内沉积,需新增搅拌机。新增1台YYD-FOXG-S-50AHP6J1ZdB电磁流量计,用于工艺控制和渣酸计量。新增耐腐蚀耐磨蚀化工泵1台,流量0~10 m3/h。
3 在线配酸系统运行情况
2014年7月1日23:40,在线配酸系统投入运行,一次性生产出合格产品。在线配酸系统投入运行后,清酸与渣酸分开贮存,当产品养分含量偏低时,直接停用渣酸,产品养分调整时间可缩短4~5 h,减少不合格品量160~200 t;当产品养分含量偏高时,则通过调节渣酸与清酸的使用比例予以调整。
2014年10月4日至6日,对采用在线配酸技术后的300 kt/a磷酸二铵装置进行了综合性能考核,考核期间维持37.5 t/h负荷连续运行72 h,考核结果见表1。
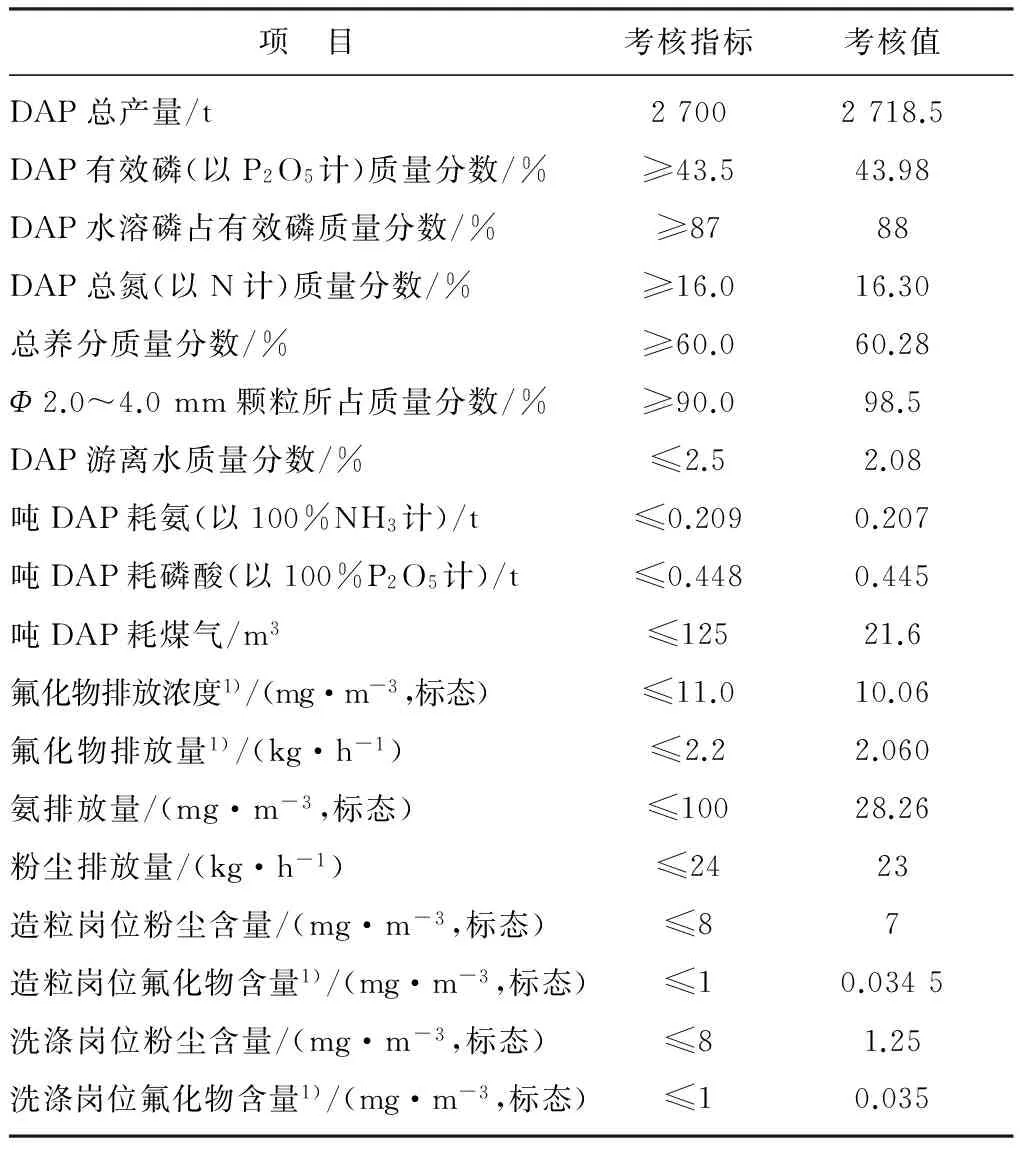
表1 300 kt/a磷酸二铵装置综合性能考核结果
注:1)以F计。
4 结语
减少不合格品的产生量,不仅可降低生产成本,而且有助于提高企业的市场竞争能力。采用在线配酸技术后,简化了生产流程,进一步优化了工艺,降低了操作人员的劳动强度;产品养分调整快速灵活,有利于产品养分的精准控制;磷酸贮槽的运行周期延长,清槽频次下降。
[1]徐春.净化湿法磷酸的萃余酸用于DAP生产[J].磷肥与复肥,2010(3):37-39.
[2]梁伟山.提高磷酸二铵产品质量方法浅析[J].化肥工业,2006(3):44-47.
[3]俞政一.磷酸萃取过程模拟模型的开发及应用[J].硫磷设计与粉体工程,2010(2):1-9.
Use of On-Line Acid Blending Technique in Production of Diammonium Phosphate
NIAN Jihong
(Yunfeng Branch of Yunnan Yuntianhua Co., Ltd.Yunnan Xuanwei655413)
The diammonium phosphate production plant is used to use sludge phosphoric acid to adjust product excess nutrient, but there exist problems of frequent equipment cleaning of phosphoric acid storage tank, and large fluctuation of product nutrient content. After the revamp of the diammonium phosphate production plant with on-line acid blending, not only the adjusting product nutrient is fast and flexible, reducing output of non-conforming product, but also the operation period of phosphoric acid storage tank is prolonged, decreasing frequency of storage tank cleaning.
diammonium phosphateonline acid blendingtechnical transformation
念吉红,男,从事生产现场管理工作;1197047969@qq.com。
TQ442.14
B
1006-7779(2016)03-0021-02
2016-02-06)
