M5-29-11NO23.5D排粉机轴承故障分析
2016-08-18程金亮王晓娟京能集团山西漳山发电有限责任公司山西长治0460中国能源建设集团山西电力建设有限公司山西太原0300
程金亮 王晓娟(.京能集团山西漳山发电有限责任公司,山西 长治 0460;.中国能源建设集团山西电力建设有限公司,山西 太原 0300)
M5-29-11NO23.5D排粉机轴承故障分析
程金亮1王晓娟2
(1.京能集团山西漳山发电有限责任公司,山西长治046021;2.中国能源建设集团山西电力建设有限公司,山西太原030012)
通过阐述M5-29-11NO23.5D排粉机运行过程中,因轴承磨损引起排粉机振动瞬间增大而紧急停车,分析了轴承磨损的原因,提出轴承的日常保养和预防措施。
排粉机;轴承磨损;停车;预防措施
1 设备简介
漳山发电公司一期2×300MW机组#22排粉机由成都电力机械厂生产,型号为M5-29-11NO23.5D。内置2盘轴承,其中驱动端2盘(型号7330BCBM),非驱端1盘(NU 238),2004年投产后运行至今,期限超过10a。其中,7330轴承为单列斜角滚珠轴承,夹角40º,铜保持架,成对使用,可提供轴向力及径向力(见图1)。
2 过程简介
2015年04月21日08:45,漳山发电公司#22排粉机振动测点显示数值10mm/s,大幅超限,运行人员紧急停运
锅炉室立即办票并开始抢修,轴承箱解体后发现驱动端2
盘7330轴承共计9颗滚珠表皮剥落严重,内圈滚道共10处碾压脱落。立即开始更换,次日07:00更换完毕,10:30启动风机,各指标达优良,振动降至0.4mm/s,遂投入正常运行。。
3 破损轴承的特点
轴承内圈碾压剥落的10处位置,均处于内圈滚珠受力线上,呈现出被受力线平分、沿受力线方向排列、沿受力线垂线方向以及向两侧延伸的特点。在与内圈受力线所对应的轴承外圈受力线上密布麻点碎坑。两盘轴承共有9颗滚珠损伤。
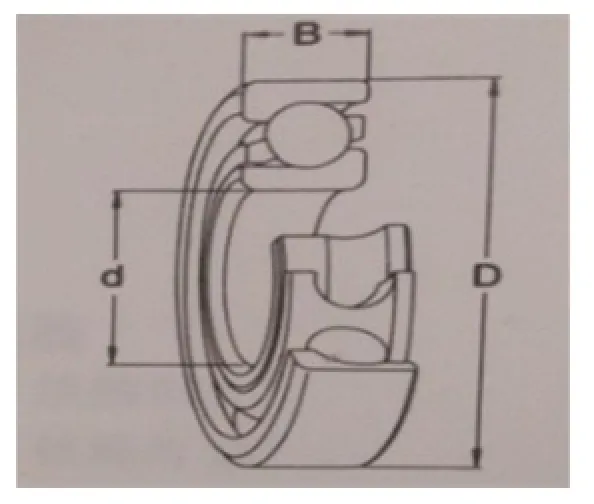
图1 7330轴承结构
4 故障特点分析
4.1轴承受力基本正常
从轴承内圈剥落处的位置可以得到验证。现场所有剥落点均处在内圈滚道受力中心线上(见图2)。其中,4处微小的初期剥落点全部位于受力中心线,6处较大的剥落点被受力中心线贯穿,呈轴对称状态。可以看出,轴承内圈剥落是滚珠对其产生的压力造成的。

图2 垂直白线为剥落点向两侧发展
4.2游隙增大,轴承由线受力逐渐变为点受力
该轴承由12颗滚珠组成,在理想状态下,每颗滚珠的外表面与内圈、外圈各有一道弧线接触,这对弧线对其产生了大小相等、方向相反的对称作用力,在内圈、外圈之间传递受力。现场观察发现,内圈滚道的受力面上密布椭圆状麻点,这些麻点说明了因轴承游隙随磨损变大后,轴承内外圈在径向、轴向位置均发生了偏离(从振动逐渐增大可以看出),破坏了滚珠受力弧线,使其变成了受力点,以致对内圈滚道压强大大增加,形成麻点,同时因轴承转动,具有圆周线速度,沿内圈圆周切线方向也有作用力。最终,在垂直压力、切线推力的综合作用下,呈现了椭圆形麻点。
4.3麻点与剥落点本质上是统一的
麻点与剥落点都位于滚道受力面,麻点是剥落点的初期表现,剥落点是麻点发展的结果。在麻点形成后,滚珠经过麻点时,滚珠落入麻点坑中,在惯性的作用下,沿运动方向对麻点产生冲击力。因麻点中心位置较低,滚珠对该位置压力会转嫁至麻壳周边的较高位置处,逐渐发展后呈现出向滚道两侧发展的态势。当其向两侧发展到一定程度后,麻点已经形成沟痕,滚珠经过时在圆周方向产生的冲击力大大增强,对断面产生挤压,在断面后形成突起,突起高出滚道,滚珠经过时会将其击碎、掉落,进而形成下一道沟痕,经受新一轮冲击,在此作用下产生了沿运动方向发展的并列沟痕。所以,轴承损坏是由麻点逐渐发展而成的,不是突然剥落造成的。在清理轴承箱时,未发现任何大颗粒杂质,均为极细的金属粉末,也从另一角度给予了佐证。
4.4轴承内圈表面硬度较低的地方首先发展为剥落点
因剥落面沟痕较深,滚珠对横断面造成的冲击更大,剥落加速,并最终形成大面积褶皱。因表面凹凸不平,极大地破坏了12粒滚珠的受力平衡,致使滚珠在不同位置受力变化较大,混合高强度的冲击,滚珠随后发生了剥落损坏。
此外,受力基本相同的外圈滚道无任何损坏,充分说明了内圈外圈金属性能的差异。
5 结论与预防措施
5.1结论
轴承使用时间较长,已使用10a,游隙变大是轴承损坏的根本原因,轴承内圈表面硬度不均是出现剥落的重要因素。
5.2预防措施
为使轴承充分发挥并长期保持其应有的性能,必须切实做好定期维护保养(定期检查)。通过日常点检和定期检查,做到早期发现故障,防止事故于未然,对提高生产率和经济性十分重要。
5.2.1日常巡检。排粉机轴承箱内润滑油为Tellus 46润滑油,每天通过油视窗检查润滑油的外观和颜色,测量轴承箱温度,轴承温升不得高于环境温度40℃,其绝对温度不得高于80℃;轴承冷却水温<20℃时为1.0~1.5t/h。
5.2.2定期检查润滑油。定期对润滑油取样化验,检查水分、机械杂质、密度等指标,如有超标,立即对润滑油进行更换。
5.2.3定期检查轴承。每年对轴承进行一次定期检查,发现麻点及其他损坏时及时更换。将轴承拆下检查时,先用摄影的方法做好外观记录。粗洗时,在油中用刷子等清除润滑脂或粘着物。此时若在油中转动轴承,注意会因异物等损伤滚动面。精洗时,在油中慢慢转动轴承,须仔细地进行。 通常使用的清洗剂为中性不含水柴油或煤油,根据需要有时也使用温性碱液等[1]。
此外,为了判断拆下的轴承能否重新使用,要着重检查其尺寸精度、旋转精度、内部游隙以及配合面、滚道面、保持架和密封圈等。
5.2.4新轴承的保管。轴承在出厂时均涂有适量的防锈油并用防锈纸包装,只要该包装不被破坏,轴承的质量将得到保证。但长期存放时,拟在湿度低于65%、温度为20℃左右的条件下,存放在高于地面30cm的架子上为宜。另外,保管场所应避开直射阳光或与寒冷的墙壁触。
[1]乔林,徐应根,陈海蛟.排粉风机轴承故障频发的原因分析及对策[J].电力安全技术,2012(8):54-55.
M5-29-11NO23.5D of Mill Bearing Failure Analysis
Cheng Jinliang1Wang Xiaojuan2
(1.Beijing Can Group Shanxi Zhangshan Electric Power Co.Ltd.,Changzhi Shanxi 046021;
2.China Energy Construction Group Shanxi Electric Power Construction Co.Ltd.,Taiyuan Shanxi 030012)
This paper described M5-29-11NO23.5D of mill running,since the bearing wear caused by vibration of mill increases instant emergency stop,analyzed the reasons for bearing wear,put forward the daily maintenance of bearing and preventive measures.
row of powder machine;bearing wear;parking;preventive measures
TM31/38
A
1003-5168(2016)04-0071-02
2016-03-25
程金亮(1972-),男,本科,高级技师,研究方向:电力锅炉及环保工程的安装、调试及检修等施工技术管理。
