手工喷涂过程中保险杠质量控制的研究
2016-08-15谭辉上汽通用五菱汽车股份有限公司广西柳州545007
谭辉(上汽通用五菱汽车股份有限公司,广西柳州,545007)
手工喷涂过程中保险杠质量控制的研究
谭辉
(上汽通用五菱汽车股份有限公司,广西柳州,545007)
文本针对保险杠在手工喷涂过程中所面临的质量问题,首先深入生产现场,调研了喷涂手工保险杠常用的工艺流程;接着针对某汽车厂保险杠的质量标准,依据多个厂家的生产过程,包括保险杠注塑、喷涂过程的控制方法;最后总结了经验与教训,提出了创新方法,为高质量、大批量生产创造了条件。
保险杠;手工喷涂;质量控制
引言
汽车保险杠除了具有保护作用外,装饰作用越来越大。为追求与车身外观的协调,对保险杠色彩、造型的要求越来越高。在实际生产中,由于厂家的制造设备不一样,控制方法也不一样,生产的质量也不一样。为实现保险杠生产质量高且稳定的目的,形成适合批量生产、且保质保量的控制方法尤为迫切[1]。本文通过对保险杠喷涂工艺的研究及总结,并将该方法指导生产,减少了过程浪费,降低成本,提高了质量,创造了经济效益。本文对现有产品控制及新产品开发具有指导意义。
1 保险杠喷涂过程主要工艺流程
保险杠喷涂以前一般采用“3喷2烘”的工艺[2]。随着油漆的改进,减少了底漆烘烤,现在普遍采用“3喷1烘”的方式,达到良好的外观效果的同时,也降低对设备的要求,减少能耗和运行、维护成本,常用的喷涂工艺见图1所示。

图1 保险杠常用的喷涂工艺
其中前处理是对保险杠表面进行清洁的过程,自动化的前处理包括预脱脂、脱脂、自来水喷淋、循环纯水喷淋、纯水喷淋、自动和人工吹水、烘烤等工序。前处理后的保险杠表面张力达到要求后,才能进入下一道工序[3]。某些保险杠生产厂家为降低成本,也使用手工擦拭的方式对进行清洁,人工擦拭时必须使用专门的无纺布和清洁剂。
2 手工喷涂过程保险杠质量控制要点
喷涂是一个复杂的过程,主要包括喷涂底漆、色漆、清漆及烘烤。喷涂保险杠这样的面积大且形状复杂零件,如果任何一个参数设置不合理,都可能导致批量的不合格零件出现。
在实际生产过程中,由于成本、管理技术的限制,很多厂家使用人工喷涂作业的方式。具有开发周期短,设备投入少、运行费用低等优点,但是由于人员操作稳定性差,对喷涂过程管理的要求也更高。各个生产厂家的控制水平差异较大,为更好的保障生产质量稳定性,总结形成一个适合批量生产且能保证质量的喷涂过程控制方法尤为迫切。
2.1油漆及存储
目前保险杠使用油漆主要是合成树脂,作为生产厂家需要对油漆进行进货检验及保持检验的记录。油漆的主要性能指标有附着力、颜色、硬度、耐磨性、流平性、光泽度、耐化学品能力、耐湿、耐温、耐候性等,作为喷涂的三大重点控制点,油漆的进货检验就非常重要。见表1列举了油漆最低的检验项目。

表2 油漆最低的检验项目
如遇到返工的产品,还需要喷涂到返工件上进行检测,见表1中序号5-7项目。同时,还需要对油漆每年送到第三方的实验机构进行检测,以保证质量的稳定。油漆是易燃易爆物品,在存储过程中,安全是首要考虑因素,存储环境也有特殊要求,如通风等。同时要满足温湿度的要求,以保证其质量,表2列举了油漆存储时主要的环境要求。

表2 油漆存储的主要环境要求
2.2前处理
保险杠成型后,由于脱模剂的使用、转运过程中表面受到污染等原因,就需要对其进行前处理工序,就是对零件表面进行清洁处理,使其表面张力达到要求,也可以使保险杠的表面进行活化,同时通过前处理对零件表面进行除尘等,降低在喷涂过程中的颗粒等问题产生。
典型的前后保喷装前处理工艺如图2所示。

图2 典型的前后保喷涂前处理工艺(其中,方框标识的是必需的工序)
2.2.1打磨
注塑后,保险杠表面如出现不平整、划伤等问题,就需要对其进行打磨处理。需要打磨到位,否则容易在被打磨的保险杠表面出现打磨印,喷涂后更加明显。使用砂纸打磨时,应该注意两点,避免影响喷涂合格率:(1)使用砂纸的顺序,要先粗的砂纸再逐级降低砂纸的细度,否则保险杠表面就会有砂纸印痕,喷涂后就可以发现条状的不平整印记;(2)打磨的手法,圆周轨迹的打磨能够有效的降低砂纸印的产生,直线的打磨就容易出现打磨印。
2.2.2预脱脂、脱脂及水洗
脱模剂或油污等污染物影响油漆的附着,就必须使用脱脂工艺,将其表面的赃物去除,以达到理想的表面张力。在脱脂之后,由于保险杠表面还有脱脂液的残留,影响后续的喷涂油漆附着和性能保证,所以还需要进行纯水的清洗,以保证表面的清洁。目前常用自动喷淋方式进行脱脂,质量稳定,节拍快,适合大批量生产,但其对水、能耗需求大,运行成本较高,对药剂的要求也较高,在某整车厂的保险杠生产厂家中使用较少。在保险杠水洗后还需要进行烘干处理。烘干的温度过高,就会导致保险杠受热变形。但是温度也不能过低,保险杠表面残留水渍,影响喷涂的附着力等。
2.2.3人工清洁(擦洗)
由于设备的投入和成本的限制,某整车厂的保险杠生产厂家使用人工清洁(擦洗)的方式进行脱脂。人工清洁要求注塑时毛胚禁止使用脱模剂等。使用专用的无纺布和清洁剂,将无纺布浸泡到清洁剂中,再按顺序擦拭保险杠表面。无纺布及清洁剂需要定期更换。清洁剂易挥发和有腐蚀性,对人体有害,需要操作时戴防毒面具,使用专用手套。同时应保证足够的光线和通风。对于人工清洁,其控制项目及内容、要求见表3。
2.3油漆调整
油漆调整是将油漆中添加稀释剂等,使之达到喷涂施工要求的粘度过程。手工喷涂由于运行成本等原因,无法实现对喷房恒温、恒湿的控制,就要求油漆依据温湿度的变化而进行调整,这也是手工喷涂的难点之一。一般将喷房温度范围划分为几个段,分段调整油漆的粘度。本文通过总结经验,对调漆的过程控制要求进行整理,见表4。

表2 人工清洁控制项目及要求

表2 调漆的过程控制要求
2.4手工喷涂
由于设备成本考虑,手工喷涂是目前某整车厂保险杠供应商的主要生产方式,其设备运行、维护费用低,是实现“低成本”的主要保证。但是人工操作不稳定,过程控制难度大,如何实现“高质量”是摆在喷涂管理者面前的难题。本文主要针对手工喷涂过程的难点进行汇总整理,总结控制方法及要求。
2.4.1喷枪使用及维护
喷枪是油漆雾化的工具,如果出漆口出现堵塞,就会出现出漆量不足、导致桔皮等问题,影响漆膜外观、性能,所以喷枪保养和维护及其重要[4]。在生产过程中的控制要点是:使用前点检,定期保养,见表5。
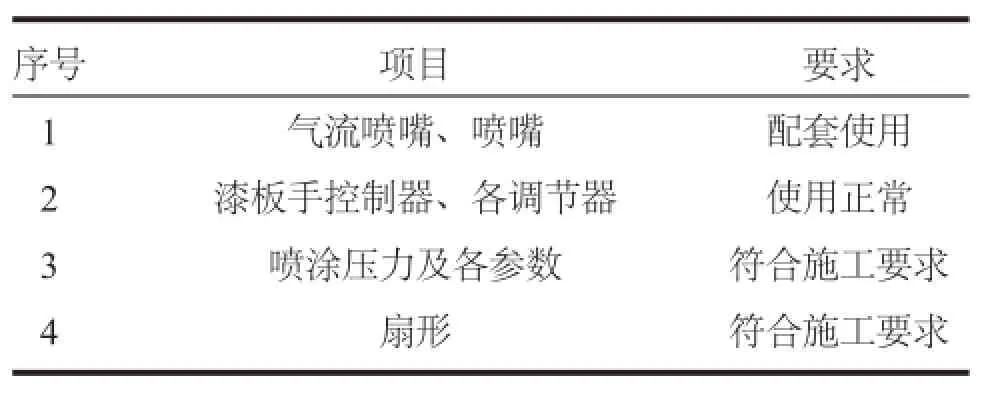
表2 油漆喷枪使用前点检要求
喷枪在使用后要及时进行维护,定期保养,避免结漆,主要的是清理及润滑工作。
2.4.2喷涂过程
在手工喷涂过程中,需要控制的参数比较多,而且只要有一个参数未控制好,喷涂的零件就会出现质量问题。
表6内容依据控制的经验及优化后,汇总了喷涂过程中需要主要控制点。
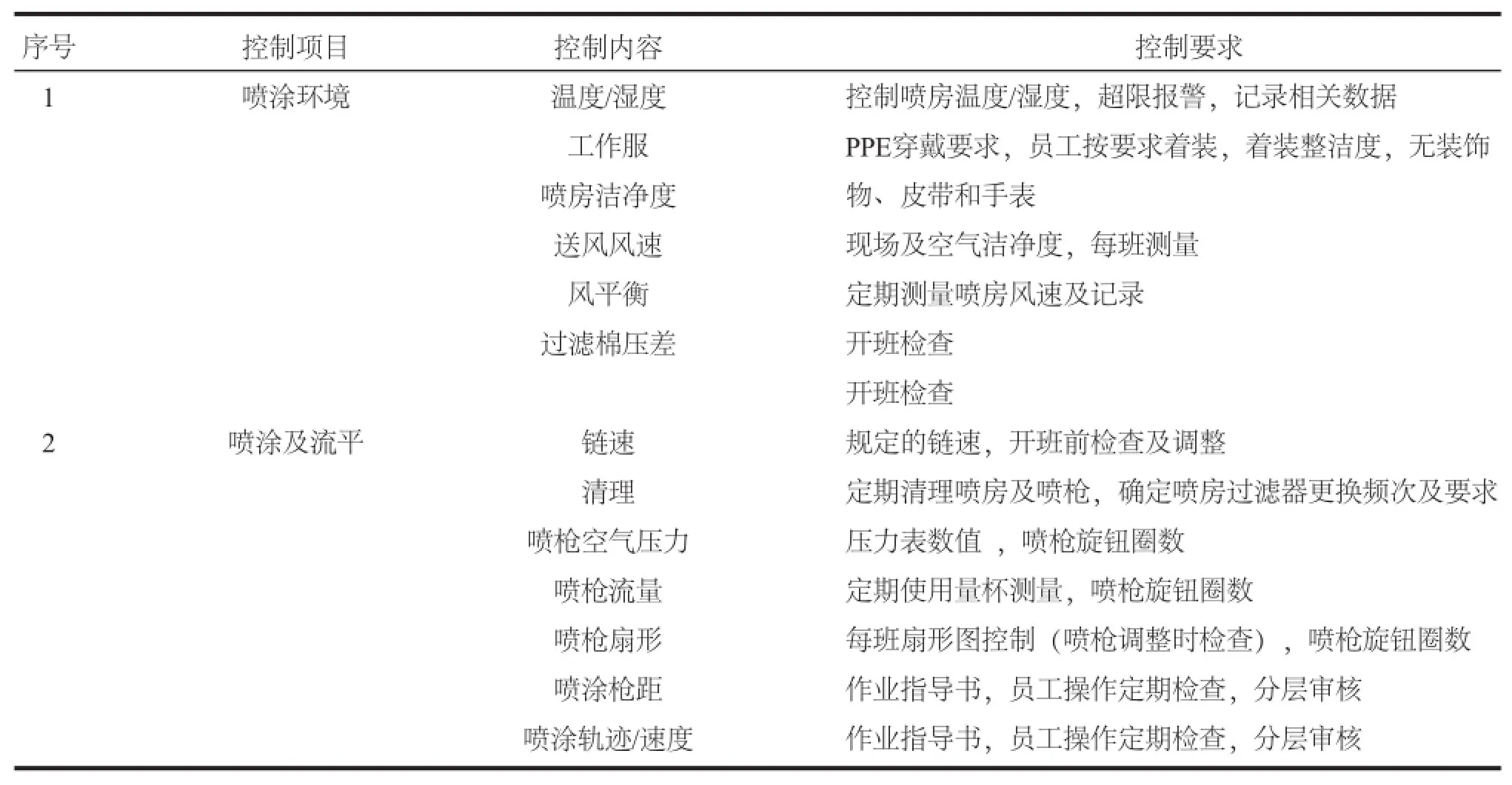
表2 手工喷涂过程质量控制要求
其中喷涂枪距和走枪轨迹、走枪速度受喷涂员工的操作影响大,存在不确定性。喷涂时,需要定期进行检查纠正,要求(1)喷枪应该与被喷涂面保持垂直,到被喷涂面距离应该一致;(2)喷涂时要求平行于喷涂面移动,喷涂过程中喷枪移动不应成弧形,以免每次喷涂痕迹重叠不均匀;(3)按规定喷涂速度走枪,太快的走枪速度会令油漆太干表面粗糙,容易产生桔皮,走枪太慢则较容易产生流挂等质量问题,如施喷银粉金属漆时则更容易产生发花等不良效果。在喷涂前,应该对喷枪进行检查,特别是对扇形的检查,使用方法是:在平面放置一张白纸,在规定距离下,对白纸抠动喷枪的扳机 1 至2秒,使白纸表面形成一个椭圆形的油漆形状。观察椭圆形扇形的形状,测量该椭圆的长、宽数值,与标准要求对比确认喷枪扇形是否符合要求。关于手工喷涂的操作,还有一些技巧及方法。(1)喷涂时,人员应站在工件一侧,随工件的移动和喷涂部位的不同而改变位置,头部、眼睛与喷涂面成一定度角,并随喷涂平行移动。(2)对于轨道式喷涂,所有喷涂路线应平行路线局部,喷涂时用手臂带动喷枪,手腕要有弹性,不能过于僵硬;对于机械式喷涂:整体喷涂时应以身体带动握枪臂膀,模仿机械手喷涂方式,并注意整体喷涂的姿势及脚步的移动。(3)不可由手腕或手肘作弧形的摆动。
2.5油漆固化
保险杠油漆的固化主要方法是通过加热方式是清漆中的树脂和固化剂进行交联反应,形成漆膜的过程。在实际生产过程中有电热辐射加热,蒸汽间接加热、燃烧对流加热。其中蒸汽间接加热是比较好的方式,通过间接加热,减少空气流动,从而降低颗粒问题,使用蒸汽作为热源,也较为环保,同时节省能源,安全性也能提高。固化过程主要的参数是烘烤时间及温度。按某油漆厂家给出的施工要求:在升温阶段,应有8至10分钟,以便让清漆足够的流平,减少桔皮等问题;在固化阶段,温度需要到80°C,时间需要≥30分钟,这就炉温曲线要求,见图3,在生产过程中,需要开班检查炉温,生产过程中定期巡查,每周测量炉温曲线和要求比较。如未达到要求,需要立即停线进行整改。
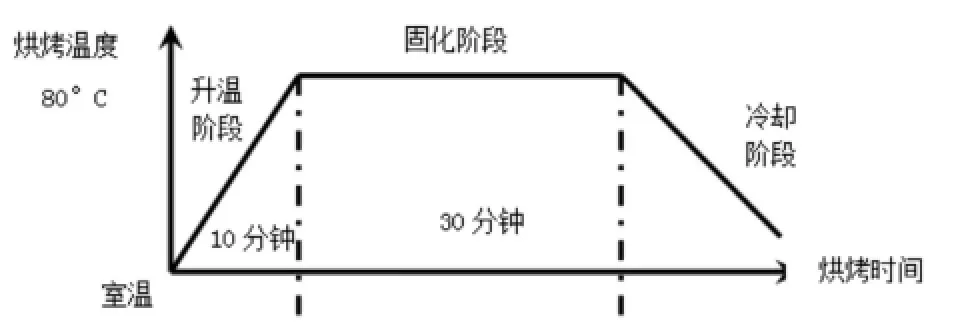
图3 烘烤炉温曲线表
3 检验
检验是对喷涂后保险杠的质量进行确认的过程[5],对环境、人员能力要求较高。依据企业相关标准、规范和生产过程,总结的检验控制环节见表7。

表7 检验控制环节

表7 检验控制环节
在检查过程中,对检验人员的要求是:1)应站在工件一侧进行检验。对于大件或不易搬动的零件,站位应该检验部分不同而变化;2)眼睛视线应于零件表面成一定的夹角,利用反射光线的凹凸变化发现零件表面的质量缺陷问题;3)在检验过程中,要按一定的顺序进行检验,避免出现漏检;4)检验后的零件应该进行相应的标识,以便区分零件是否合格或需要返工。
3.1返工及返修
返工返修作为手工保险杠喷涂线的正常工序,各个整车厂家的要求也不一样,某整车厂质量控制要求见表8。

表8 返工返修控制点
3.2 手工喷涂常见问题
在实际生产过程中,很多厂家发生了比较多的质量问题,造成了顾客的损失,降低了顾客的满意度。颗粒、脱漆、桔皮和流挂问题,是喷涂过程中的主要外观缺陷,占总缺陷数的80%以上。本文依据实际工作经验和总结,将常见的喷涂缺陷及预防对策汇总。
3.2.1颗粒问题
颗粒永远是所有喷涂线最大的敌人,无论设备先进或落后,管理好或差,喷涂线都会遇到一个问题就是颗粒。颗粒产生的原因很多,主要来自于(1)人员、物料、送风系统和工装等产生;(2)设备运行过程中产生;(3)油漆产生;(4)喷涂过程中产生。
对颗粒问题,最好提前预防,主要措施有:(1)检查空气过滤系统,更换过滤棉;(2)保证油漆搅拌和过滤;(3)做好保险杠的前处理、除静电,确保表面无杂质;(4)建立清洁管理制度,保证涂装工装、工作服清洁;(5)按要求控制喷涂工艺参数;(6)提高喷涂人员的熟练度,保证按要求操作。
3.2.2脱漆问题
脱漆有几种形式,整个漆层与保险杠基材之间脱落或漆层与漆层之间脱落。常见主要原因有:(1)保险杠表面上被其他油脂等物质污染;(2)使用了未经验证的底漆;(3)返工的保险杠打磨不充分;(4)底漆或面漆喷涂干喷,油漆膜厚太薄;(5)油漆或基材的问题。
脱漆的预防主要措施有:(1)保险杠进行前处理或人工擦拭,彻底清洁干净;(2)使用规定的底漆按要求调漆;(3)按油漆供应商提供的油漆粘度和施工要求喷涂,满足喷涂的厚度要求;(4)避免喷涂时干喷;(5)两道油漆喷涂之间有充分的流平和挥发时间。
3.2.2桔皮和流挂问题
桔皮是漆膜流平时间不足和环境差导致,表面呈不均匀,类似柑桔皮一样,目视有凹凸不平。流挂则是由于流平时间过长,油漆沿喷漆表面垂直流下导致,外观上呈现小连珠、小液珠、甚至是小球滴等。这两个是相互排斥的缺陷。桔皮和流挂常见的原因有:(1)喷涂距离或喷涂速度不当造;(2)漆膜太薄或者太厚;(3)喷涂压力不适当;(4)不正确的油漆粘度导致;(5)使用了与喷涂温度不配套的快干剂或慢干剂。
桔皮和流挂预防的主要措施有:(1)按照油漆的施工要求进行喷涂;(2)应根据温度的变化调配油漆的粘度;(3)使用与温度配套的固化剂或稀释剂。
4 结语
本文从保险杠喷涂过程工艺出发,依据实践经验,分析了问题,介绍了保险杠加工的质量控制点,形成了有效控制项目及控制要求,汇总了一套切实可行且经济成本低的手工保险杠喷涂控制手段,为建立某整车厂的喷涂线审核要求提出了规范建议。
[1]童忠良.涂料生产工艺实例[M].北京:化学工业出版社,2010.
[2]曾敏生.影响涂料利用率及改进措施[J].涂料工业,2005(5):57-59.
[3]张明 乘用车塑料涂装保险杠的涂装成本研究[D].上海交通大学,2010.
[4]张湘衡.喷枪的雾化技术及其发展趋势[J].汽车维修与保养2008(6):69-70.
[5]齐祥安,刘晓佳等,涂装系统分析与质量控制[M].北京:化学工业出版社,2012.
Research on Quality control of Bumper in Process of Manual Coating
Hui Tan
(Saic GM Wuling Co.,Ltd., Liuzhou, Guangxi, 545007, China)
Text for the bumper in the manual spraying quality problems faced in the process, first go to the production site, the investigation of the spraying manual bumper common technological process;then according to the quality standard of an automobile bumper, according to the production process of a number of manufacturers, including bumper injection molding, spraying process control method, summed up the experience and lessons. Finally, the paper puts forward the method innovation, create the conditions for the production of high quality and large quantity.
Bumper; ManualCoating; Quality Control
E-mail: hui.tan@sgmw.com.cn
U463.6
A
2095-8412 (2016) 03-415-07
谭辉(1981- ),男,广西北海,硕士,中级工程师。研究方向:供应商质量管理。
