立卧三面攻丝机的研制
2016-08-10钟红丽
钟红丽
(洛阳隆华传热节能股份有限公司471100)
立卧三面攻丝机的研制
钟红丽
(洛阳隆华传热节能股份有限公司471100)
1 机床研发背景
目前发动机机体上的螺纹孔通常使用的有以下几种方式:
(1)采用摇臂钻针对各个面单孔加工。
(2)采用立加或者卧加针对各个面单孔加工。
(3)采用专用攻丝机床多孔同时加工。
以上三种方式中,第一种方式,操作人员劳动强度大,加工节拍长,且加工质量不容易保证;第二种方式,自动化程度高,但是加工节拍长,且机床运行成本较高;第三种方式,结合前两种方式的优点,多轴同时加工,加工节拍短,且投资成本较小,后期运行费用较低,操作人员的劳动强度较低,非常适合大批量零件的加工。
我们研发此机床就是针对柴油机机体生产线的两侧面和底面螺孔加工,采用三个面同时多轴加工,这样达到效率最大化,加工节拍要求约为3.5分,同时加工59个螺纹孔,此台机床可以按照节拍要求,质量稳定的完成加工工作。
2 机床概述
机床采用立卧三面单工位布置形式,机床中间布置一个中间底座,中间底座上面放置夹具,夹具顶盖上支撑立式靠模箱,立式靠模箱上安装立式主轴箱,中间底座左、右侧面各连接一个标准侧底座,每个侧底座上各放置一个液压滑台,滑台台面上放置动力箱,动力箱前部安装主轴箱,主轴箱前部连接一个靠模箱。三个靠模箱前端连接攻丝用刀辅具,右侧底座上安装一个按钮台,用于人工控制及调整机床动作。夹具上自带一段手动滚道,人工推拉工件上下料,液压夹紧,并采用自动润滑系统进行导轨润滑。如图所示,图1为机床总图主视图。
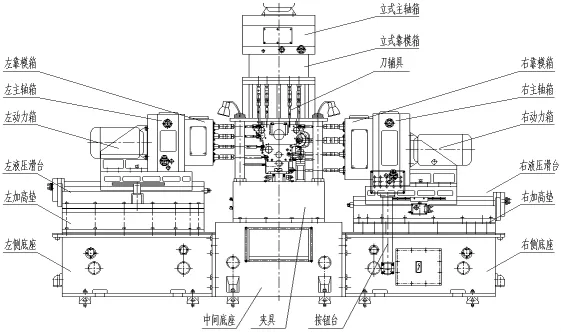
图1
3 机床主要部件介绍
3.1 机床夹具
机床夹具,如图2,包含夹具底座,上下料辊道,导向板,立柱,顶盖,楔铁夹紧机构,挡料机构等部件。人工将工件沿上下料辊道推入夹具后,挡料机构阻挡工件,按按钮,楔铁夹紧机构抬起工件插销到位,开始加工循环。
3.2 机床刀辅具
机床加工用刀辅具为攻丝靠模,将其安装在靠模箱上,攻丝靠模内部有浮动结构,保证攻丝时候,如果有别劲时能产生微量的浮动,主轴旋转时,攻丝靠模的靠模螺母结构保证前端辅具一边旋转一边直线进给,攻丝靠模前端安装有攻丝夹头和攻丝心杆,攻丝夹头可以进行轴向调整,确保各轴攻丝深度。攻丝心杆前端莫氏锥孔内安装弹簧涨套,机用丝锥安装在弹簧涨套的内孔里,通过弹簧涨套的变形量夹紧丝锥,丝锥后部有方扁,通过弹簧涨套和方扁的配合带动丝锥旋转。
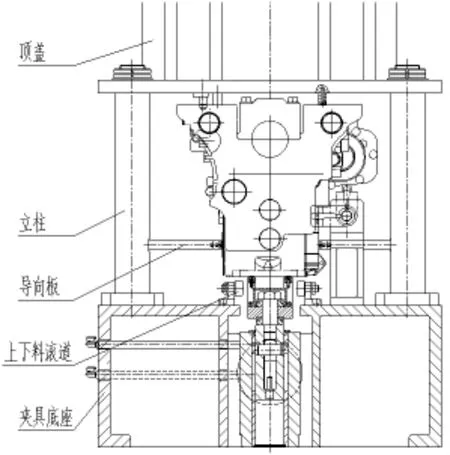
图2
4 机床动作循环
工件沿机床外滚道人工推上机床内上下料辊道上,挡料机构挡住工件,楔铁向上液压夹紧、插销。左右液压滑台快进、缓冲,靠模进给完成攻丝,靠模工退,滑台快退,同时立式靠模箱靠模进给完成攻丝,靠模工退,加工完成后楔铁夹紧松开,手动拉出工件,进入下一循环。
5 本机床的主要技术性能参数
机床的技术参数见表1。
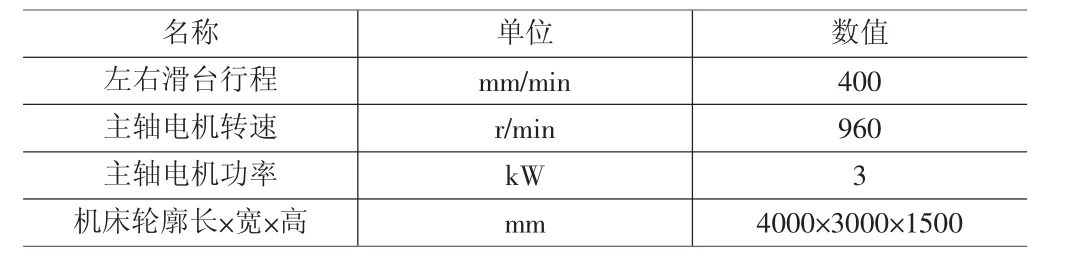
表1
6 结论
本机床在结构上做了大量的改进和创新,技术水平和实际精度指标显著提升,已经通过用户验收,机床各加工精度均满足用户要求,得到用户的好评。此类机床可以大量应用于柴油机生产线上,尤其适用于大批量生产的情况,应用推广前景十分广阔。
TD45
A
1004-7344(2016)30-0236-01
2016-10-9
钟红丽(1988-),汉族,河南洛阳人,学士,研究方向为传统组合机床设计及其机器人方向。
