磁场对电解加工过程影响的实验研究
2016-08-05朱育权杜令奇马保吉
朱育权,杜令奇,马保吉,李 龙
(西安工业大学机电工程学院,陕西西安710021)
磁场对电解加工过程影响的实验研究
朱育权,杜令奇,马保吉,李龙
(西安工业大学机电工程学院,陕西西安710021)
为了揭示磁场对电解加工的影响,在流速为0.3~1.5 m/s范围内通过添加不同方式、不同强度的磁场进行实验。结果表明:当磁场方向和流场垂直时,在流速较低的情况下阻碍了加工,当流速达到1.54 m/s时增加了去除量;当磁场方向和流场平行时,在流速和磁场都较低时阻碍了电解加工速率,当磁场强度增大到4400 mT后开始促进加工速度。
电解加工;磁场;复合电解加工
电解加工的优点在于可加工难加工的材料、没有阴极损耗、加工效率高和加工表面无残余应力等。由于电解加工的加工过程是腐蚀材料离子,因此具有精密加工的能力。但由于影响因素很多,涉及到电化学反应、流场和电场等多个因素的共同作用,很难有效控制,加工精度不易控制。因此,越来越多的实验研究倾向于复合场辅助电解加工技术。文献[1]应用旋转磁辅助超声波电化学光整加工技术,得到该技术有助于减少处理时间,并能使工件表面光滑和光亮。范植坚等[2]利用嵌入磁路的电解加工技术,提高了集中蚀除的能力,可有效减轻杂散腐蚀。本实验是在仿真基础上的验证实验,主要内容是在电解加工中添加3种不同方式的磁场,分析添加不同强度磁场后对电解加工材料去除量影响的规律。
1 实验方案
1.1电解加工实验设备
电解液为质量分数16%的NaCl溶液,阳极材料为Ly12铝合金,阴极材料为黄铜,两极施加直流电源24 V,加工间隙为0.2 mm。磁铁选择具有较高矫顽力、磁能积高的钕铁硼,性价比较高,磁性优于大部分其他磁铁,其退磁曲线为线性,可灵活选择磁铁放置位置。电解加工装置见图1,磁铁方式共3种:方式一为磁场、电场和流场互相垂直;方式二为磁场和流场垂直和电场平行;方式三为磁场和电场垂直和流场平行。图2~图4为磁场方式示意图。
为了使夹具没有导磁性,不影响磁场的方向,电解加工的装置是通过3D打印机用光敏树脂材料打印制成。液体流道的截面尺寸为18 mm×1 mm。阳极材料加工之前放在乙醇溶液中通过超声波清洗机清洗表面,烘干之后放入带编号的实验袋。
1.2实验安排
首先进行预实验,在静夜环境下,添加水平磁场后可观测到电磁力对电解液产生驱动效果,带走加工间隙中的产物,降低加工温度,促进了电化学腐蚀速度。对换磁铁N、S极后,液体流动方向相反。添加竖直磁场后,可观测到加工周围的液体围绕着阴极旋转。对换磁铁N、S极后,液体旋转方向逆向。
根据现有的磁铁表面高斯范围分别为2110、 2790、3110、3300、4100、4400 mT。在仿真实验的基础上,磁铁对电解加工过程的影响有一定的速度范围,因此选择流量范围为10~100 L/h,加工时间为100 s,改变磁场的大小、放置方式和电解液流速,其余条件不变,进行全因素实验,并测量加工工件的去除量。
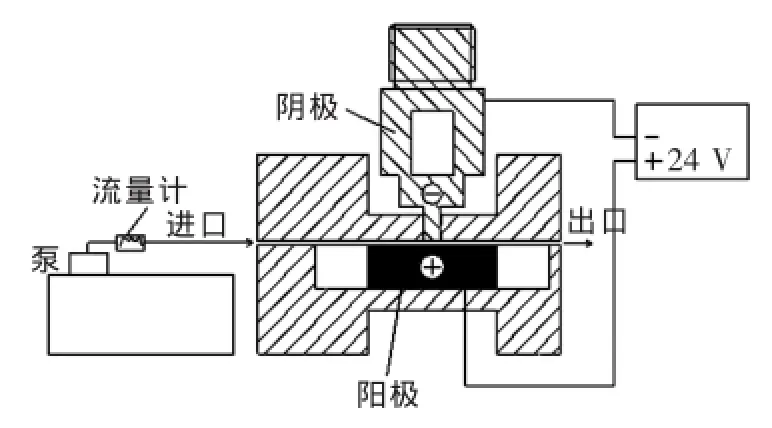
图1 电解加工装置

图2 磁场方式一
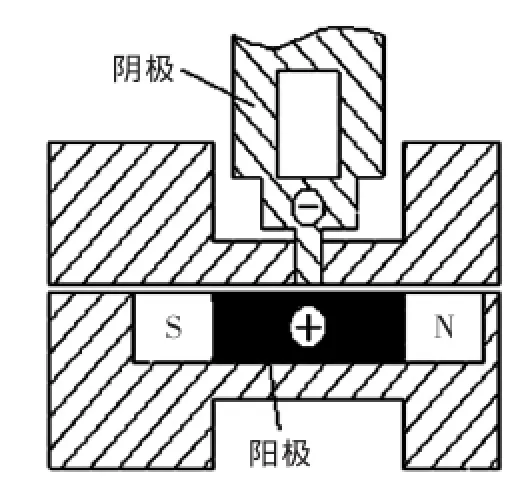
图3 磁场方式二
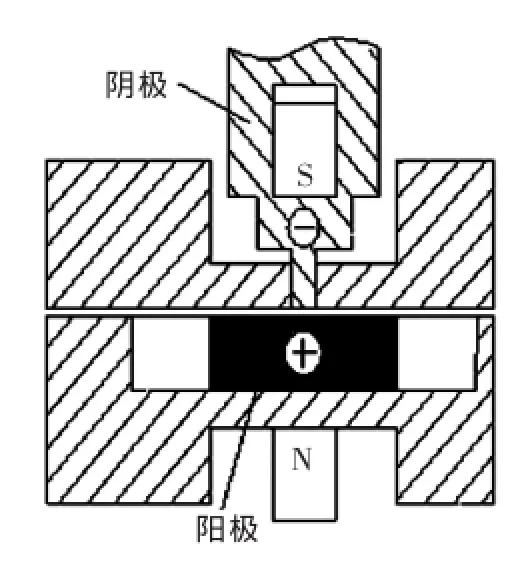
图4 磁场方式三
2 实验结果及分析
2.1实验结果(表1~表3)
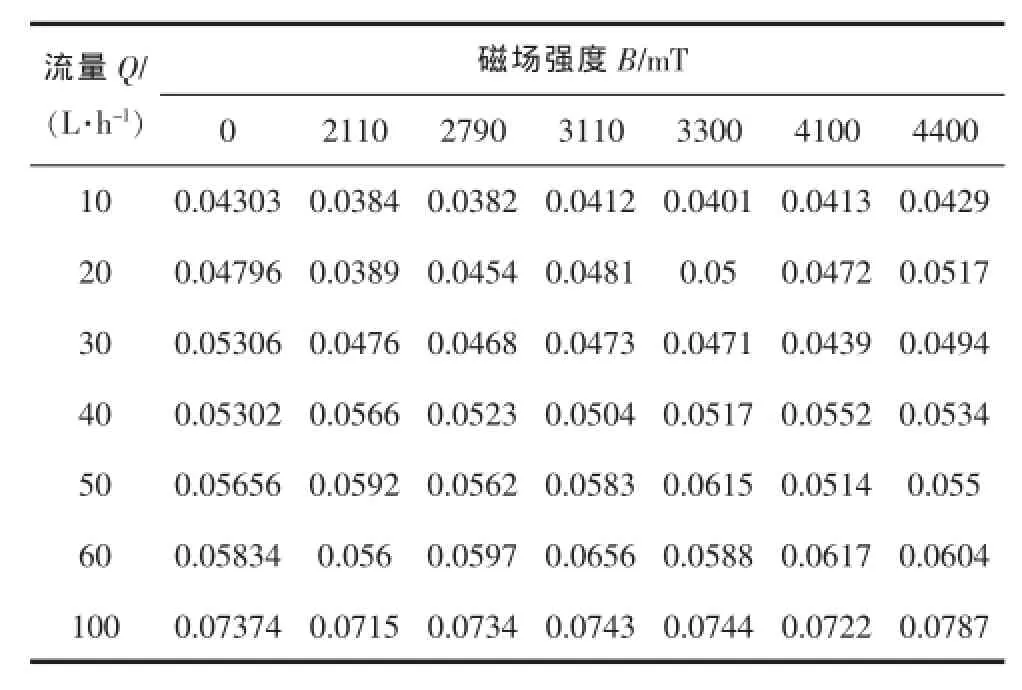
表1 方式一实验结果

表2 方式二实验结果

表3 方式三实验结果
2.2实验结果分析
用数据处理软件SPSS进行曲线拟合,根据实验所得数据绘制曲线图,并求出相应的斜率(表4)。
本次实验只针对流速为0.3~1.54 m/s范围内。通过分析数据可看出,加工去除量无论是无磁场环境还是磁场辅助加工环境都与流量成线性关系,方式一和方式二的曲线斜率均大于无磁环境。方式一和方式二添加磁场都在流量小的时候减少了加工量,在0.3~1.54 m/s范围内均出现了交点,也就是说当磁场和流场垂直时,在流速很低的时候,无论磁场大小都减小了加工速率;逐渐增加流速,磁场又开始促进加工速率。根据斜率k值可看出,方式一的增加量大于方式二;而方式三当磁场和流场平行时,加工速率随着磁场强度增强而逐渐增大,当磁场强度达到4400 mT时,斜率超过无磁环境。

表4 斜率k值
3 结论
在电解加工添加磁场后,由电磁感应原理受洛伦兹力影响,对电解液有搅拌作用,减轻浓度极化,影响了加工间隙的流场,改变了电解加工速度。方式一和方式二当磁场方向和流场垂直时候,在流速比较低的情况下均阻碍了加工,减少了加工去除量,当流速到达1.54 m/s时均超过了无磁环境下加工去除量,加快了加工速率。方式三当磁场方向和流场方向平行时,产生了和流场方向垂直的力,在流速和磁场都较低时,改变了流场运动方向,减小了加工去除量,减慢了电解加工速率,但当磁场强度增大到4400 mT后开始促进加工速度。
[1] PA P S.Super finishing with ultrasonic and magnetic assistance in electrochemical micro-machining[J]Electrochimica Acta,2009,54(25):6022-6027.
[2] 范植坚,王天诚,李福援,等.永磁场提高电解加工尺寸精度的试验研究[J].兵工学报,2001,22(4):563-565.
[3] 范植坚,王岗罡,贾建利.电解加工测试方法的研究进展[J].电加工与模具,2005(5):1-4.
[4] 宁生科,王瑞锋,马保吉.磁场对电解加工间隙流场影响的仿真分析[J].机械设计与制造,2015(8):89-93.
[5] 赵珊珊,马保吉.磁场复合电解加工间隙磁场的有限元分析[J].电加工与模具,2004(1):24-27.
Experiment Study on the Influence of Magnetic Field on Electrochemical Machining Process
Zhu Yuquan,Du Lingqi,Ma Baoji,Li Long
(School of Mechatronic Engineering,Xi′an Technological University,Xi′an 710021,China)
In order to reveal the influence of magnetic field on electrochemical machining,by adding different intensity of the magnetic field under different ways to carry out a experiment in the range of flow velocity 0.3~1.5 m/s.Experimental results show that,the processing is hindered when the flow rate is relatively low under the direction of the magnetic field and the flow field are perpendicular,the removal rate increases when the flow rate reaches 1.54 m/s.When the direction of the magnetic field is parallel to the flow field the rate of electrochemical machining is hindered when the flow rate and the magnetic field are relatively low,but when the magnetic field intensity increases to 4400 mT,it begins to accelerate the processing speed.
electrochemical machining;magnetic field;composite electrochemical machining
TG662
A
1009-279X(2016)03-0024-03
2016-01-15
装备预先研究项目(51318100500)
朱育权,男,1962年生,教授。
