2195铝锂合金摩擦搅拌焊接头组织
2016-08-05陈永来李劲风张绪虎朱瑞华
陈永来,李劲风,张绪虎,朱瑞华,杨 珂
2195铝锂合金摩擦搅拌焊接头组织
陈永来1,李劲风2,张绪虎1,朱瑞华1,杨 珂2
(1. 航天材料及工艺研究所,北京 100076;
2. 中南大学 材料科学与工程学院,长沙 410083)
采用圆柱形搅拌头和带螺纹搅拌头,制备2195-T8铝锂合金摩擦搅拌焊接头,研究搅拌头前进速度与旋转速度对接头孔洞缺陷的影响,分析接头的显微组织特征。结果表明:当圆柱形搅拌头旋转速度与前进速度比值不当时,在接头前进侧下部容易产生贯穿整个接头的隧道型缺陷(连续孔洞);采用带螺纹搅拌头可以消除接头的这种缺陷,有效提高接头抗拉强度。2195-T8铝锂合金基材中强化相包括T1相(Al2CuLi)和θ′相(Al2Cu);热机影响区所有θ′相及大部分T1相溶解;而焊核区T1相和θ′相均完全溶解,并在焊核区产生较多位错。热影响区和基材为沿轧制方向的板条状晶粒;热机影响区晶粒发生偏转和变形;焊核区晶粒均发生再结晶,但焊核区边缘近热机影响区再结晶晶粒尺寸较小,而中心焊核区再结晶晶粒长大。
2195铝锂合金;摩擦搅拌焊;孔洞缺陷;接头组织
铝锂合金的研究和开发至今已有80多年历史,迄今为止已开发了三代铝锂合金。第三代铝锂合金具有良好的综合性能,已在航空及航天工业上已经获得广泛应用。其中,2195铝锂合金已应用于美国航天飞机第三代外挂燃料外贮箱(超轻贮箱)制造,直至航天飞机退役[1-2]。
随着铝锂合金的推广应用,其焊接性日益受到重视。但铝锂合金采用普通熔化焊时存在诸多问题,包括焊接气孔和焊接热裂纹,导致焊接接头强度远低于母材金属。1991年英国焊接研究所发明了一项新的固态连接技术-摩擦搅拌焊技术(Friction stir welding,FSW)[3-4]。与传统熔化焊方法(如氩弧焊)相比,摩擦搅拌焊无飞溅、烟尘,不需要焊丝和保护性的气体,接头没有气孔和凝固裂纹缺陷[5]。同时,铝锂合金采用摩擦搅拌焊时,由于材料没有熔化,避免了合金中Li元素的挥发损失,焊后接头不易形成脆性相以及气孔和裂纹,强度系数高,解决了铝锂合金在焊接方面面临的难题,可以获得性能优异的接头[6-10]。目前,国内已经开始进行了铝锂合金(如2060铝锂合金等)的摩擦搅拌焊研究[11-12]。
2195铝锂合金是一种重要的航天运载火箭贮箱用材料,必须采用适当的焊接技术制造成型。本文作者采用圆柱形搅拌头和带螺纹搅拌头,制备了2195-T8铝锂合金的摩擦搅拌焊接头,分析了焊接工艺参数(搅拌头前进速度及旋转速度)对 2195-T8铝锂合金接头缺陷(孔洞)及力学性能的影响,同时采用透射电镜(TEM)及背散射电子衍射(EBSD)研究了接头析出相及晶粒组织。
1 实验
实验材料为厚度5 mm的2195-T8铝锂合金板材,其成分如表1所列。摩擦搅拌焊时分别采用圆柱形搅拌头和带螺纹搅拌头,搅拌头前进速度为 60~180 mm/min,旋转速度为700~1200 r/min。当焊接完成后,采用MTS858材料试验机进行拉伸性能测试;试样从垂直于焊接方向取样,保证焊核区在试样中部,拉伸速度为0.02 mm/s。拉伸测试结束后,采用Sirion 200场发射扫描电镜(SEM) 进行拉伸断口观察。
另外,采用Leica EC3金相显微镜进行焊接接头处截面金相组织及焊接缺陷观察。同时,采用该Sirion 200场发射扫描电镜(SEM)对焊接接头晶粒组织进行背散射电子衍射(EBSD)观察。

表1 2195铝锂合金的化学成分Table 1 Chemical composition of 2195 Al-Li alloy (mass fraction, %)
采用TecnaiG220型透射电镜(TEM)进行焊接接头各部位微观组织观察。TEM 薄膜试样先机械减薄至0.1 mm左右,然后进行双喷减薄,双喷液为25%硝酸和75%甲醇混合溶液(体积分数)。
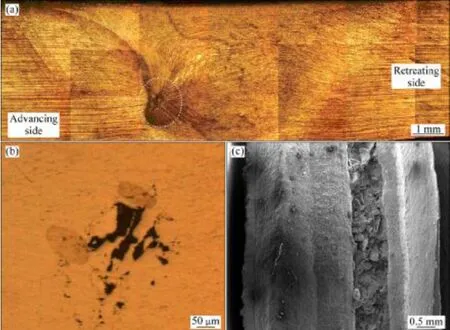
图1 摩擦搅拌焊接头横截面金相照片及拉伸断口SEM像(前进速度150 mm/min、旋转速度1000 r/min)Fig. 1 Sectional metallograph and tensile fracture SEM images of FSW joint prepared at 150 mm/min welding speed and 1000 r/min rotational speed: (a) Overall sectional metallograph; (b) SEM image of hole defect within white circle in Fig. 1(a); (c) SEM image of tensile fracture
2 结果与讨论
2.1 摩擦搅拌焊孔洞缺陷
采用圆柱形搅拌头进行摩擦搅拌焊时,搅拌头前进速度(焊接速度)与旋转速度不匹配将造成摩擦搅拌焊接头的孔洞缺陷。图1所示为摩擦搅拌焊接头横截面金相照片及拉伸断口SEM像。如图1所示,当搅拌头旋转速度1000 r/min、前进速度150 mm/min时,在接头前进侧下部存在明显孔洞(见图 1(a)和(b));而且经拉伸试样断口 SEM检测,可以发现该缺陷存在于整个焊缝长度,即为连续孔洞或隧道型缺陷(见图1(c))。
调整搅拌头前进速度与旋转速度,可以消除这种孔洞缺陷。图2所示为搅拌头(圆柱形)旋转速度1000 r/min、前进速度120 mm/min时摩擦搅拌焊接头的金相照片,接头前进侧下部这种孔洞缺陷已经消失(见图2(a)和(b));经拉伸试样断口 SEM检测,也基本没有发现这种孔洞缺陷(见图2(c))。
研究发现,上述孔洞缺陷均产生于前进侧靠近下部位置,而且前进速度与旋转速度比值不匹配时(比值过低或比值过高)均可能产生这种缺陷。这种孔洞缺陷的形成与上述工艺参数影响金属材料塑性流动有关。图 3所示为摩擦搅拌焊时截面上金属塑性流动示意图,前进侧下部金属受到垫板的反作用力和搅拌头的搅动作用,产生由下向上的塑性流动;前进侧上部金属在搅拌头和轴肩的作用下,主要产生由上到下的塑性流动。二者在前进侧的中部相遇,而后向焊核部位塑性流动。当塑性流动到后退侧时,受到未塑性流动金属的阻碍,又开始上下分流,而后在后退侧的底部受到搅拌头的作用又流向前进侧底部。另外,摩擦搅拌焊前进侧和后退侧金属所受作用力不同,前进侧受到搅拌头的旋转剪切力和焊接前方塑性金属产生的挤压力方向相反,而后退侧所受的旋转剪切力和焊接前方塑性金属产生的挤压力方向一致[13-14]。
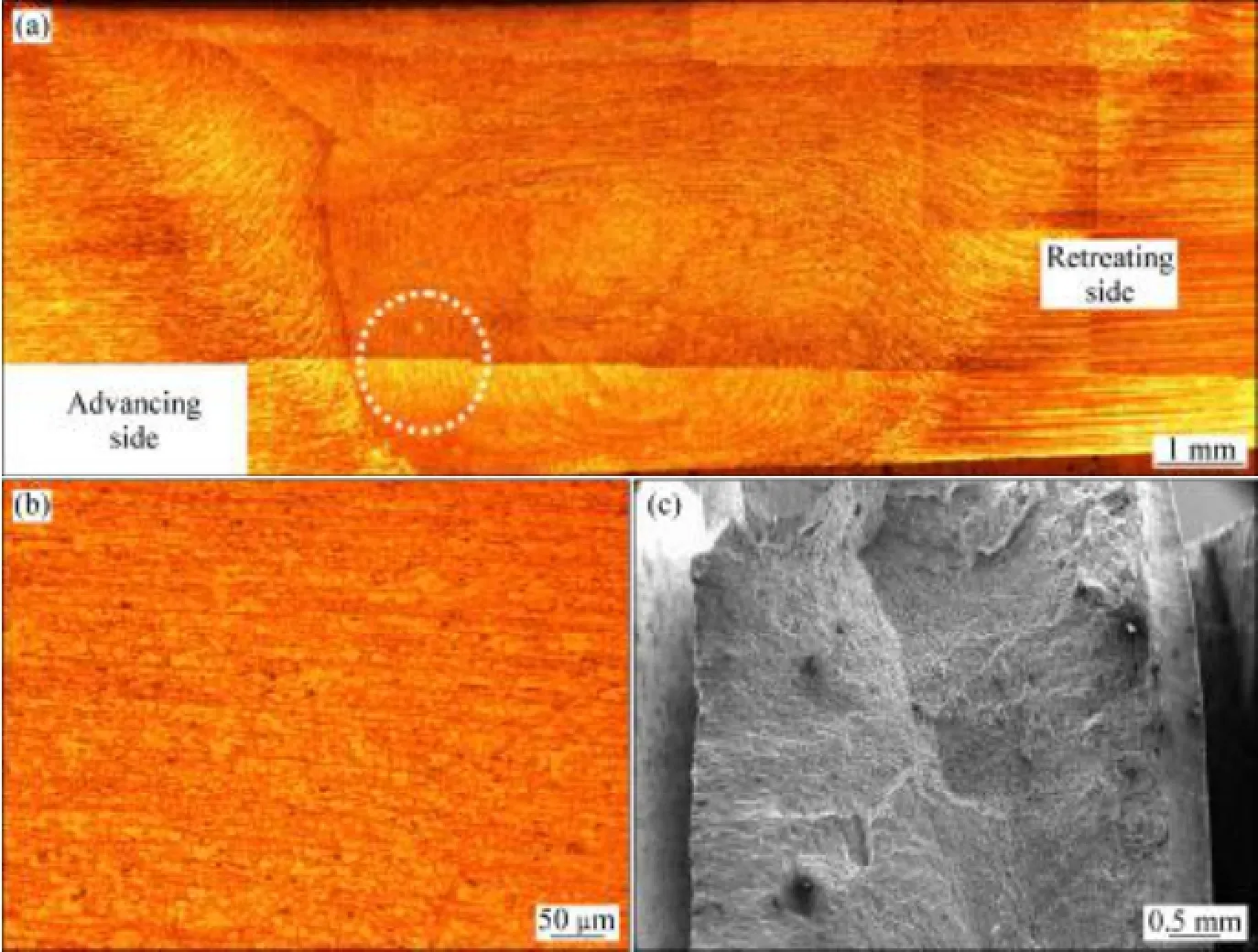
图2 摩擦搅拌焊接头横截面金相照片及拉伸断口SEM像(前进速度120 mm/min、旋转速度1000 r/min)Fig. 2 Sectional metallograph and tensile fracture SEM images of FSW joint prepared at welding speed of 120 mm/min with rotational speed of 1000 r/min: (a) Overall sectional metallograph; (b) Enlarged metallograph within white circle in Fig. 2(a); (c)SEM image of tensile fracture
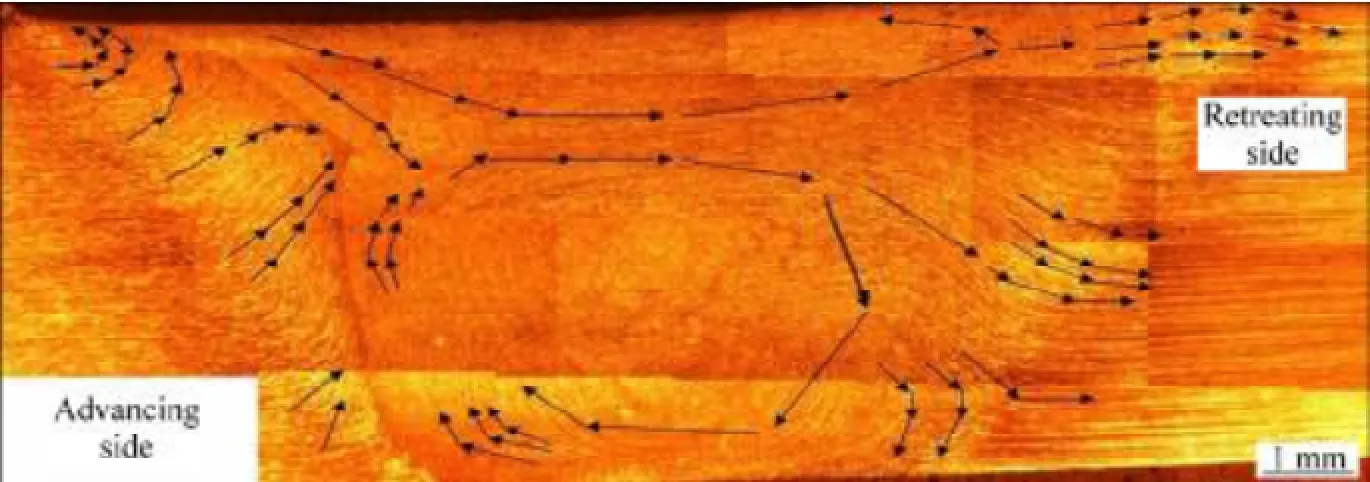
图3 摩擦搅拌焊时截面金属塑性流动示意图Fig. 3 Schematic diagram of sectional plastic flow during FSW
本研究中,当搅拌头旋转速度较慢而前进速度较快(前进速度大于150 mm/min、旋转速度1000 r/min)时,一方面后退侧所受的焊接前方塑性金属产生的挤压力较大,大量塑性金属容易流动至后退侧;另一方面产生热量较低(单位长度热量降低),流动至后退侧的金属不足以塑性流动至前进侧下部,因而导致前进侧下部的这种隧道型缺陷。当搅拌头前进速度过慢时(前进速度60~90 mm/min、旋转速度1000 r/min),前进侧受到焊接前方金属的挤压力变小,搅拌头的旋转剪切力导致前进侧大量的塑性金属流动到后退侧,与此同时塑性金属无法及时填充搅拌头后方空间,因而在前进侧形成孔洞;而后退侧所受的旋转剪切力和挤压力的方向一致,并最终导致大量塑性金属堆积在后退侧。
通过调整搅拌头旋转速度和前进速度的比值,提高焊接时单位长度热量分布,改善焊接时金属塑性流动,可以消除上述孔洞缺陷[15]。另外,通过更换搅拌头(如带螺纹的搅拌头),一方面增大热量输出,同时改善金属塑性流动[16],也可消除上述孔洞缺陷。通过这些调整,摩擦搅拌焊接头力学性能可以明显提高。表2所示为部分不同工艺时2195-T8铝锂合金摩擦搅拌焊接头力学性能及相应接头组织特征。结果表明搅拌头旋转速度和前进速度差异及搅拌头形状明显影响接头组织及其力学性能。如采用圆柱形搅拌头、前进速度及旋转速度分别为150 mm/min和1000 r/min时,焊接接头抗拉强度仅为343 MPa;而采用带螺纹搅拌头、前进速度及旋转速度分别为120 mm/min和1100 r/min时,焊接接头抗拉强度大幅度提高至430 MPa。这一强度与目前文献报道的2195-T8铝锂合金摩擦搅拌焊接头最高抗拉强度基本一致[11, 17]。
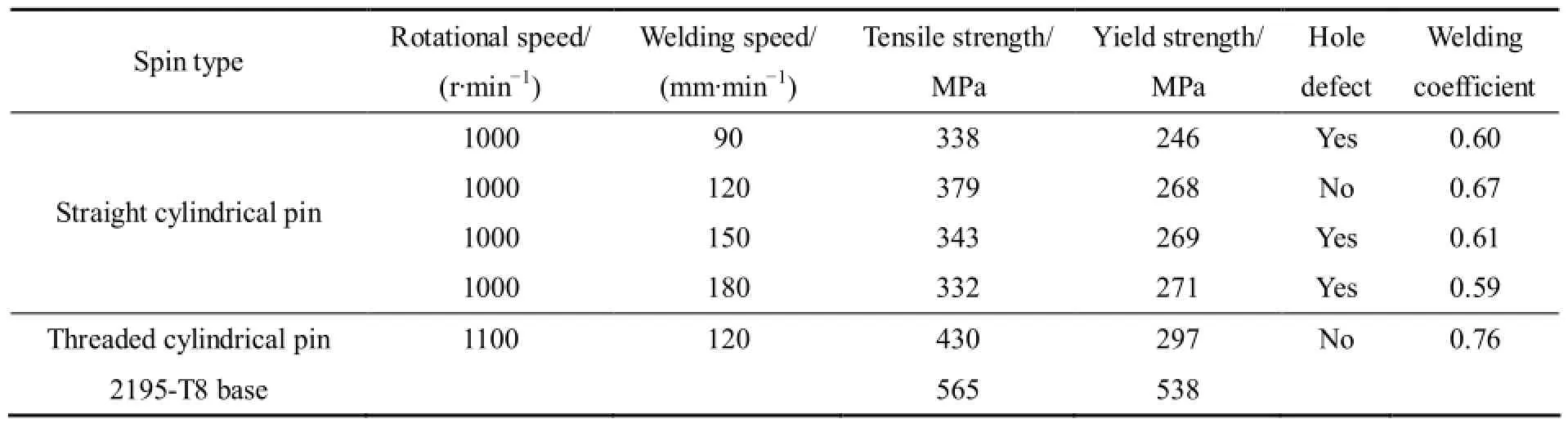
表2 不同工艺参数时2195-T8铝锂合金摩擦搅拌焊接头力学性能Table 2 Tensile property of FSW joint of 2195-T8 Al-Li alloy prepared with different parameters and pins
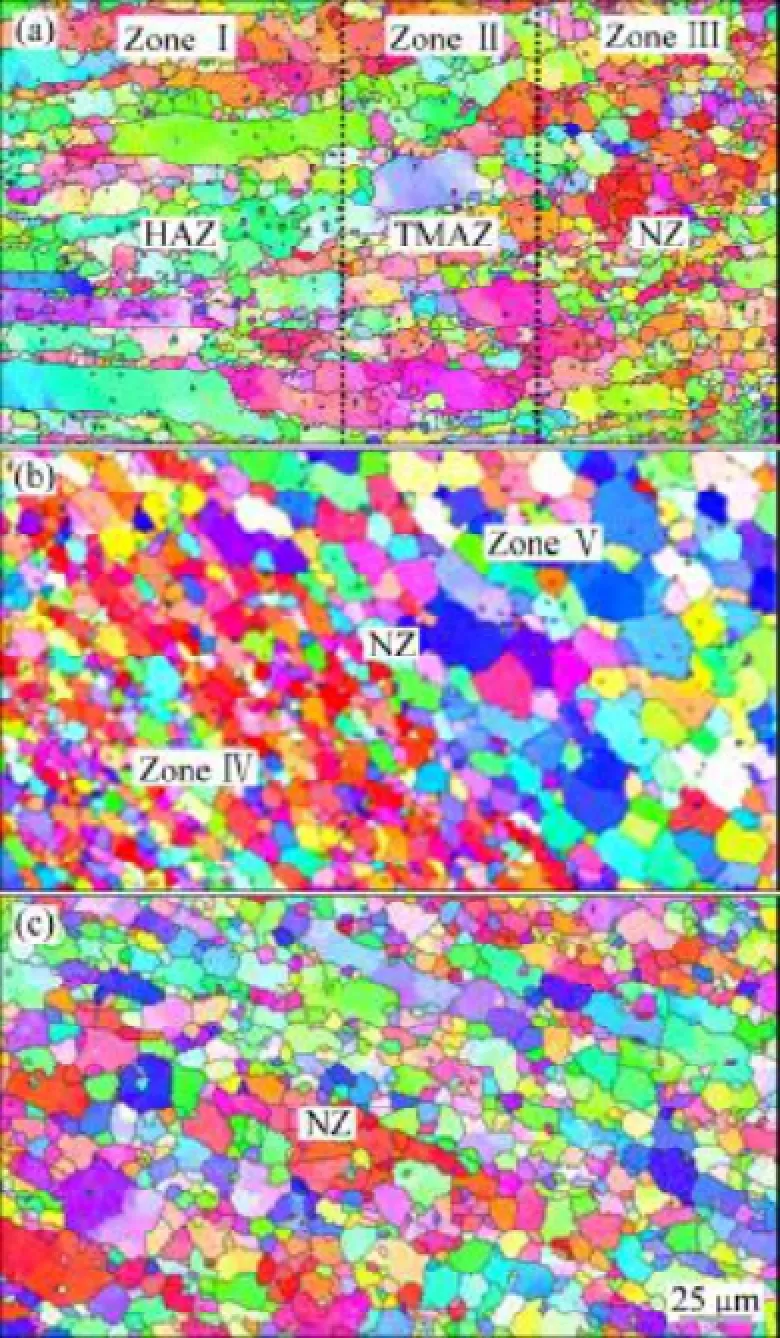
图4 2195-T8铝锂合金摩擦搅拌焊接头不同部位的EBSD照片Fig. 4 EBSD grain morphologies of different zones in FSW joint of 2195-T8 Al-Li alloy: (a) Joint place between TMAZ and HAZ in advancing side; (b) NZ in advancing side; (c) NZ in retreating side
2.2 摩擦搅拌焊接头晶粒组织
图4所示为采用带螺纹搅拌头、前进速度及旋转速度分别为120 mm/min和1100 r/min时摩擦搅拌焊时接头不同部位EBSD显示的晶粒照片。其中,图4(a)所示为热影响区(HAZ)与热机影响区(TMAZ)结合部位EBSD照片,热影响区晶粒组织与基材基本一致,呈明显的板条状;而相比热影响区而言,热机影响区晶粒发生偏转。图 4(b)所示为前进侧焊核区(NZ)的EBSD照片,焊核区已发生明显的再结晶,再结晶晶粒呈等轴状,而且焊核区不同部位晶粒尺寸存在较明显差异。图4(c)所示为后退侧焊核区(NZ)的EBSD照片,同样已发生明显的再结晶,再结晶晶粒呈等轴状。摩擦搅拌焊接头不同部位晶粒尺寸存在明显差异,图5所示为接头不同部位(图4所标注部位)的晶粒尺寸分布图。Zone Ⅰ(对应热影响区)晶粒尺寸范围较宽,10 μm 以下尺寸晶粒面积分数约37%(见表3),30 μm以上尺寸晶粒面积分数20%以上;Zone Ⅱ(对应热机影响区与热影响区结合处)晶粒尺寸降低,10 μm 以下尺寸晶粒面积分数约44%,而30 μm以上尺寸晶粒消失。Zone Ⅲ(紧邻前进侧热机影响区的焊核区)10 μm 以下尺寸晶粒面积分数增加至约 79%,而20 μm以上尺寸晶粒消失;Zone Ⅳ(同样为近前进侧的焊核区)晶粒尺寸进一步降低,10 μm 以下尺寸晶粒面积分数增加至约 93.5%。然而,Zone Ⅴ(中心焊核区)晶粒尺寸有所增加,10 μm 以下尺寸晶粒面积分数降低至约57%,而10~20 μm尺寸晶粒面积分数增加至约30%,这表明中心焊核区在发生再结晶的同时,再结晶晶粒有所长大。
上述EBSD观察表明,摩擦搅拌焊接头焊核区晶粒尺寸分布存在明显不均匀性。虽然整个焊核区晶粒均为细小等轴状再结晶晶粒,但中心焊核区晶粒尺寸大于边缘焊核区,这与接头区温度分布有关。焊接时,由于热量传递使沿焊核区、热机影响区、热影响区方向温度依次降低,这种温度分布导致中心焊核区晶粒尺寸大于焊核区边缘晶粒尺寸。在其他铝合金焊核区也发现这种晶粒尺寸分布不均匀的现象[18-19]。
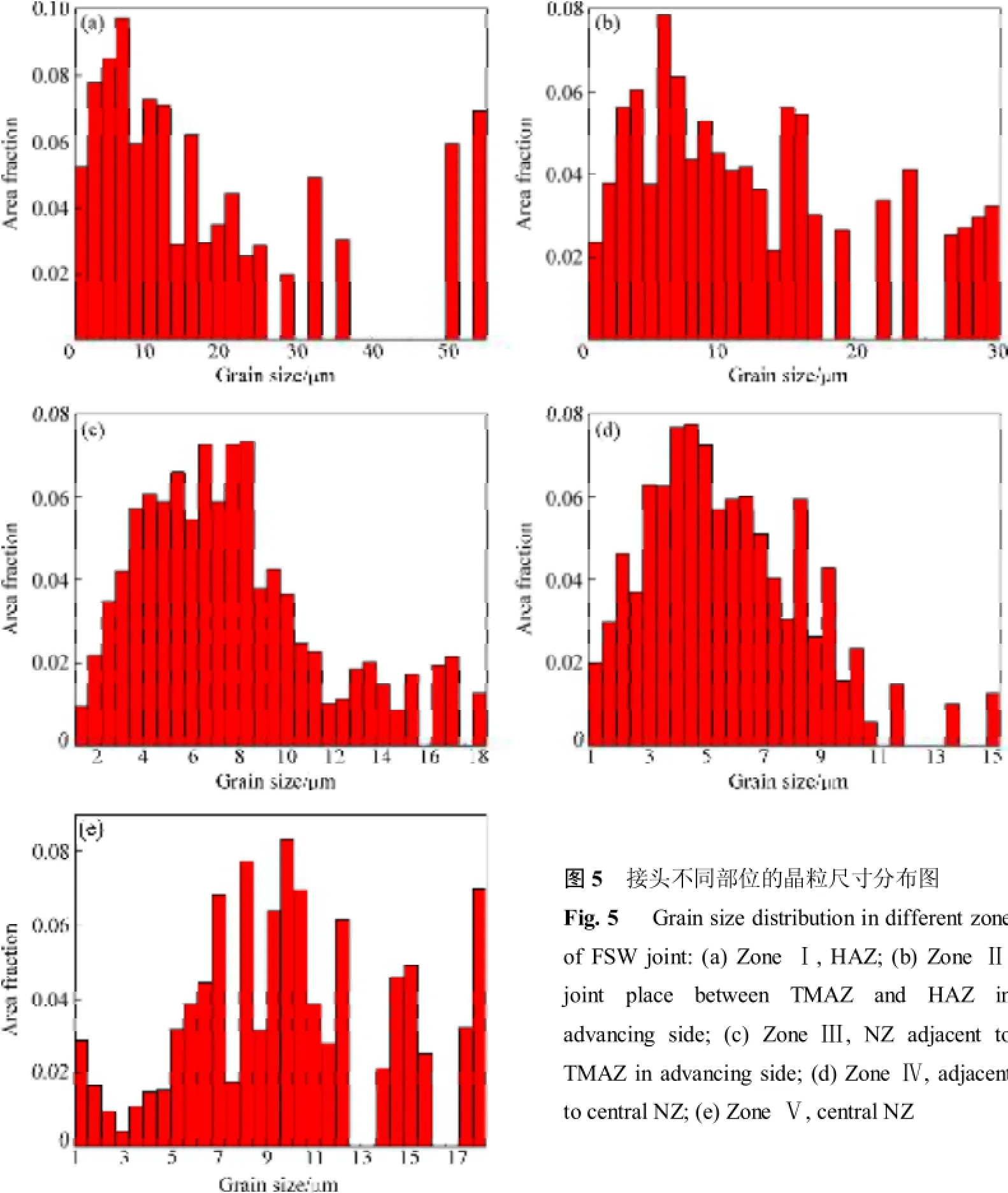
图5 接头不同部位的晶粒尺寸分布图Fig. 5 Grain size distribution in different zone of FSW joint: (a) Zone Ⅰ, HAZ; (b) Zone Ⅱ,joint place between TMAZ and HAZ in advancing side; (c) Zone Ⅲ, NZ adjacent to TMAZ in advancing side; (d) Zone Ⅳ, adjacent to central NZ; (e) Zone Ⅴ, central NZ
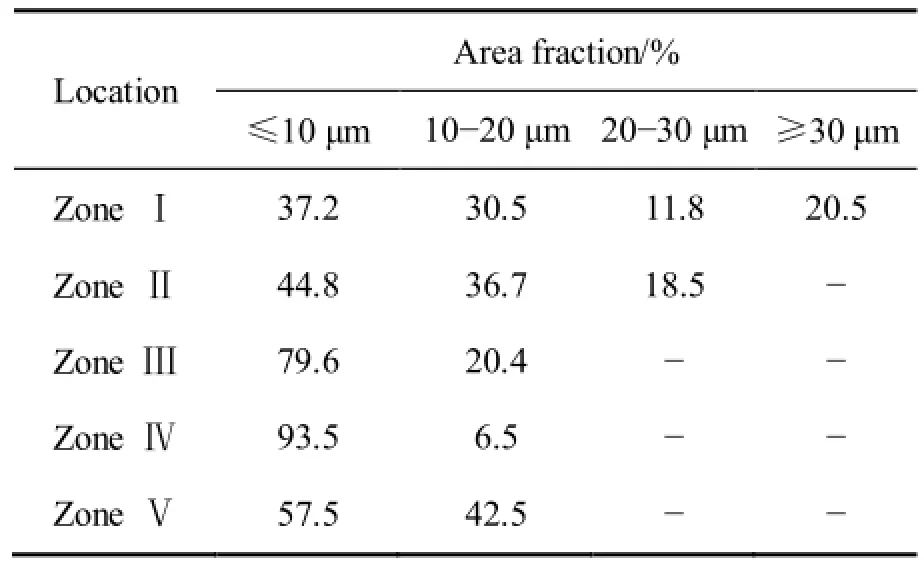
表3 接头不同部位不同尺寸晶粒面积分数Table 3 Area fraction of grains with different size range at different joint locations
2.3 摩擦搅拌焊接头显微组织
图 6所示为 2195-T8铝锂合金基材沿〈112〉Al和〈100〉Al入射方向的TEM像。2195铝锂合金基体上的析出强化相为T1(Al2CuLi)相(见图6(a))和θ'(Al2Cu)相(见图6(b)),其中T1相长度约60~200 nm。另外,在亚晶界上可以观察到大量密集的 T1相,其尺寸远小于晶界内T1相尺寸。
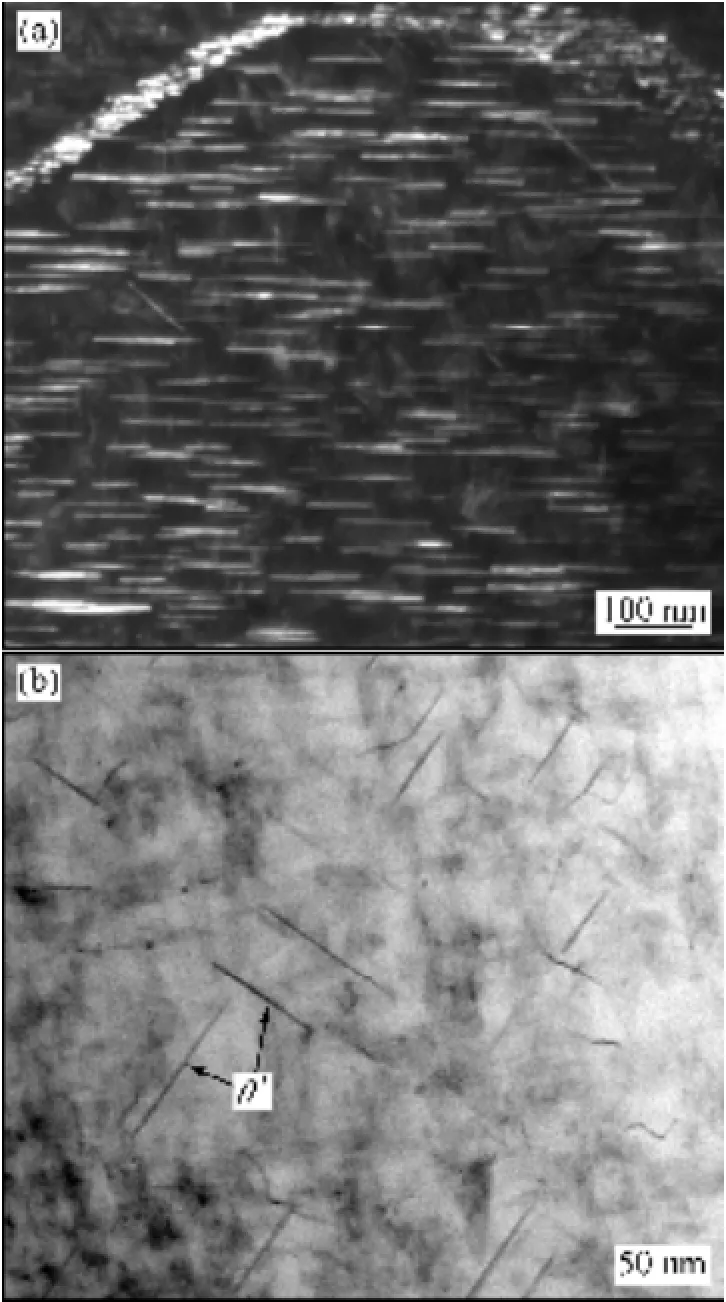
图6 2195-T8铝锂合金基材析出相的TEM像Fig. 6 TEM images of 2195-T8 Al-Li alloy substrate: (a) T1 precipitate, dark field image (b=〈112〉Al); (b) θ' precipitate (bright field image b=〈100〉Al)
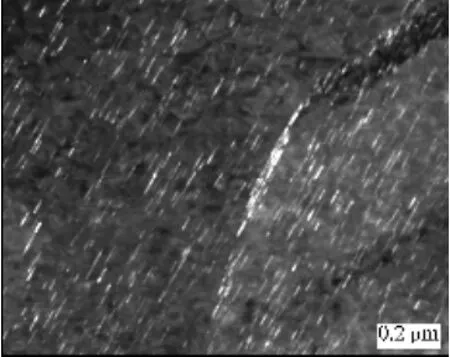
图7 热影响区T1相TEM暗场像Fig. 7 Dark field image of T1 precipitate in HAZ
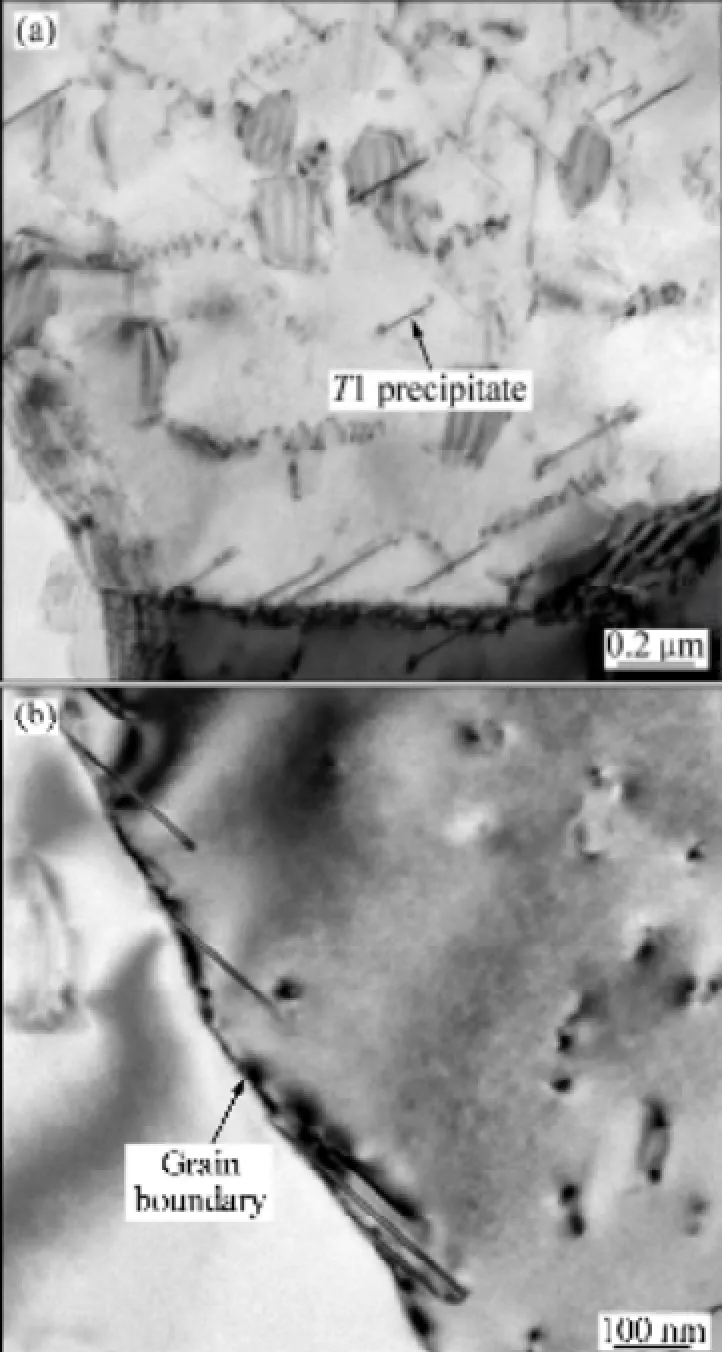
图8 热机影响区的TEM明场像Fig. 8 TEM bright field images of TMAZ: (a) T1 precipitates and dislocations within grain; (b) T1 precipitates at grain boundary
图 7~10所示分别为采用带螺纹搅拌头、前进速度及旋转速度分别为120 mm/min和1100 r/min时接头不同部位的 TEM像。在热影响区,仍然还可以观察到存在T1相(见图7),但其密度和尺寸较基体略有降低,且晶界上T1相降低的趋势较晶内更为明显。图8所示为热机影响区 TEM明场像。通过衍射斑观察热机影响区中θ′相已完全消失,说明热机影响区由于温度高,θ′相已完全溶解至基体中。明场像只观察到晶内少量T1相,即热机影响区内T1相已经大部分溶解(见图8(a));同时,晶内还可观察到部分位错生成(见图8(a))。另外,相比原始基材及热影响区而言,热机影响区晶界T1相密度也大幅度降低(见图8(b))。
焊核区衍射斑点只观察到铝基体的斑点,明场像中也未发现T1相和θ′相等强化相的存在,说明焊核区中各种强化相已经全部溶解至基体中。与热机影响区比较可知,焊核区位错密度明显增加(见图9)。
上述接头特别是焊核区显微组织对2195-T8铝锂合金摩擦搅拌焊接头极限力学性能具有决定性的影响。2195-T8铝锂合金主要通过析出相T1及θ′相进行强化,而其摩擦搅拌焊接头焊核区基本没有强化相析出,因而其接头强度远低于2195-T8铝锂合金基材的。但焊核区显微组织与 T3态显微组织应该具有一定的相似性,即均没有明显的强化相形成,且都存在一定数量的位错;也就是说接头焊核区及 T3态强化方式应该包括固溶强化及形变强化。但焊核区显微组织分析也表明,焊核区位错密度更大,即接头形变强化作用比T3态更大。同时,接头焊核区晶粒尺寸更细小,应该具有较大的细晶强化效果。这些差异导致2195-T8铝锂合金摩擦搅拌焊接头(经优化工艺参数消除孔洞缺陷)抗拉强度应该高于2195-T3铝锂合金的。相应地本研究优化工艺的摩擦搅拌焊接头抗拉强度约为430 MPa,高于2195-T3铝锂合金抗拉强度(约为360 MPa)[20]。另外,由于2195铝锂合金主要通过T1及θ'相等时效析出相进行强化,在不进行后续热处理时其摩擦搅拌焊接头(焊核区无T1及θ'相析出)抗拉强度很难再进一步提高。
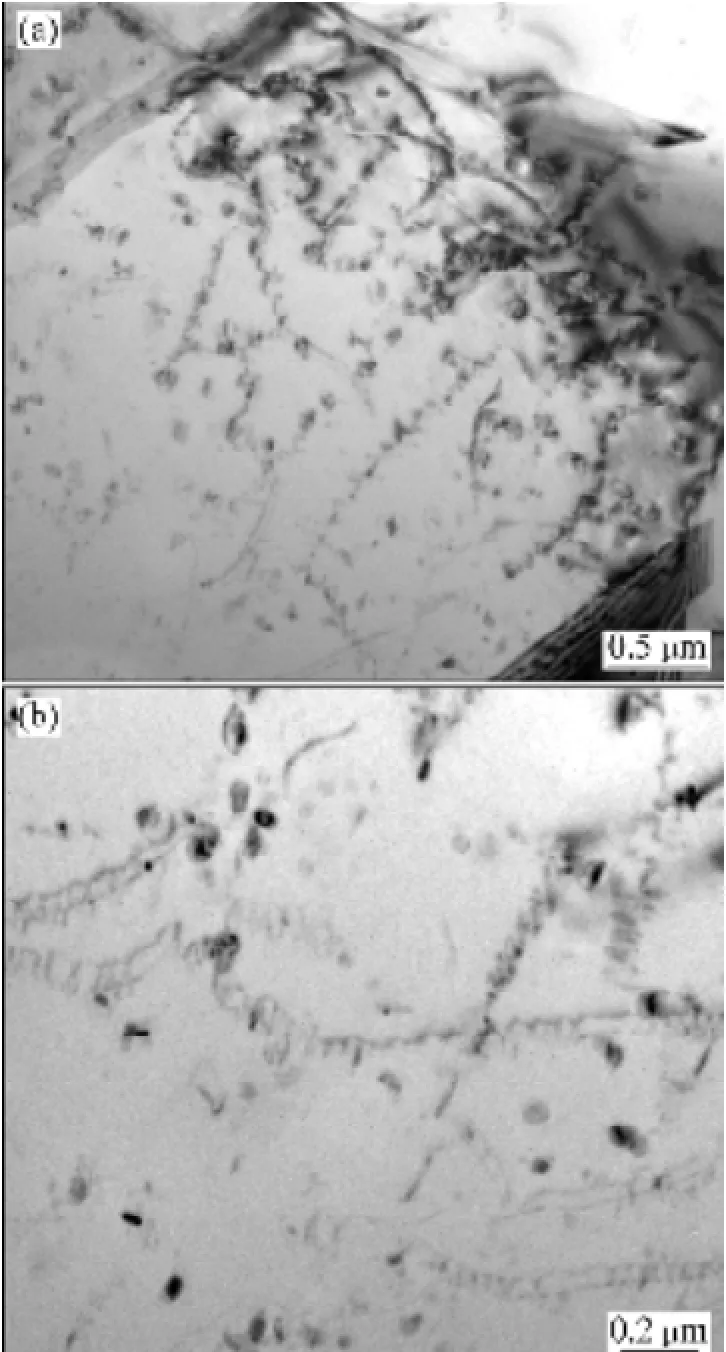
图9 焊核区TEM明场像Fig. 9 TEM bright field images of NZ: (a) Dislocations within grain; (b) Enlarged dislocations
3 结论
1) 圆柱形搅拌头前进速度过快或过慢时,在接头前进侧下部容易产生贯穿摩擦搅拌焊接头的隧道型缺陷(连续孔洞);通过调整搅拌头旋转速度与前进速度比值或改变搅拌头形状(带螺纹搅拌头),可以消除这种隧道型缺陷,提高接头强度,优化工艺后的接头抗拉强度可达到430 MPa。
2) 2195-T8铝锂合金基材强化相包括T1相和θ′相;热机影响区所有θ′相及大部分T1相溶解;而焊核区T1相和θ′相均完全溶解,并在焊核区产生较多位错。
3) 热影响区与基材晶粒为薄饼状,沿轧制方向拉长;热机影响区晶粒发生了偏转和变形。焊核区晶粒均发生再结晶,但再结晶晶粒尺寸分布不均匀;近热机影响区再结晶晶粒尺寸较小,而中心焊核区再结晶晶粒长大。
REFERENCES
[1]郑子樵, 李劲风, 陈志国, 李红英, 李世晨, 谭澄宇. 铝锂合金的合金化与微观组织演化[J]. 中国有色金属学报, 2011,21(10): 2337-2349. ZHENG Zi-qiao, LI Jin-feng, CHEN Zhi-guo, LI Hong-ying, LI Shi-chen, TAN Cheng-yu. Alloying and microstructural evolution of Al-Li alloys[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(10): 2337-2349.
[2]RIOJA R J, DENZER D K, MOOY D, VENEMA G. Lighter and Stiffer materials for use in space vehicles[C]//13th International Conference on Aluminum Alloys (ICAA13). Cassada: TMS, 2012: 593-598.
[3]傅志红, 黄明辉, 周鹏展, 贺地求. 摩擦搅拌焊及其研究现状[J]. 焊接, 2002(11): 6-10. FU Zhi-hong, HUANG Ming-hui , ZHOU Peng-zhan, HE Di-qiu. Research status of friction stir welding[J]. Welding and Joining,2002(11): 6-10.
[4]MISHRA R and MA Z. Friction stir welding and processing[J]. Materials Science and Engineering R, 2005, 50(1/2): 1-78.
[5]LEONARD A J, THREADGILL P L, SHERCLIFF H R,WITHERS P J. Friction stir welding of aluminum alloys[J]. International Materials Reviews, 2009, 54(2): 49-93.
[6]SHUKLA A, BAESLACK W. Study of process/structure/ property relationships in friction stir welded thin sheet Al-Cu-Lialloy[J]. Science and Technology of Welding & Joining, 2009,14 (4): 376-387.
[7]RAO J, PAYTON E J, SOMSEN C, NEUKING K, EGGELER G,KOSTKA A, dos SANTOS J F. Where does the lithium go? A study of the precipitates in the stir zone of a friction stir weld in a Li-containing 2××× series Al alloy[J]. Advanced Engineering Materials, 2010, 12(4): 298-303.
[8]POTTER D M, TAKESHITA J A, HOLGUIN M J. Friction stir welded thin wall cryogenic tank skins[C]//AIP Conference Proceedings, 2007: 736-741.
[9]LERTORN E, GAMBARO C. AA8090 Al-Li alloy FSW parameters to minimize defects and increase fatigue life[J]. International Journal of Material Forming, 2010, 3: 1003-1006.
[10]LOFTUS Z, ARBEGAST W, HARTLEY P. Friction stir weld tooling development for application on the 2195 Al-Li-Cu space transportation system external tank[J]. ASM International,Trends in Welding Research(USA), 1999: 580-584.
[11]束 彪, 国旭明, 张春旭. 2195铝锂合金摩擦搅拌焊接头组织及性能[J]. 航空材料学报, 2010, 30(4):12-15. SHU Biao, GUO Xu-ming, ZHANG Chun-xu. Microstructures and properties of friction-stir welded joint of 2195Al-Li alloy[J]. Journal of Aeronautical Materials, 2010, 30(4): 12-15.
[12]孙景峰, 郑子樵, 林 毅, 贺地求, 李红萍, 吴秋萍. 2060合金 FSW 接头微观组织与力学性能[J]. 中国有色金属学报,2014, 24(2): 364-370. SUN Jing-feng, ZHENG Zi-qiao, LIN Yi, HE Di-qiu, LI Hong-ping, WU Qiu-ping. Microstructures and mechanical properties of 2060 alloy FSW joint[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(2): 364-370.
[13]张忠科, 孙丙岩, 王希靖, 王 丽. 铝合金摩擦搅拌焊焊接缺陷分析[J]. 热加工工艺, 2006, 35(19): 13-15. ZHANG Zhong-ke, SUN Bing-yan, WANG Xi-jing, WANG Li. Analysis on weld defect of friction stir welding of aluminum alloy plate[J]. Hot Working Technology, 2006, 35(19): 13-15.
[14]曹丽杰. 铝合金摩擦搅拌焊接缺陷的研究进展[J]. 表面技术,2009, 38(3): 68-71. CAO Li-jie. Research progress of defect on aluminium alloys in friction stir welding[J]. Surface Technology, 2009, 38(3): 68-71.
[15]JAYARAMAN M, BALASUBRAMANIAN V. Effect of process parameters on tensile strength of friction stir welded cast A356 aluminium alloy joints[J]. Transactions of Nonferrous Metals Society of China, 2013, 23: 605-615.
[16]ELANGOVAN K, BALASUBRAMANIAN V. Influences of pin profile and rotational speed of the tool on the formation of friction stir processing zone in AA2219 aluminium alloy[J]. Materials Science and Engineering A, 2007, 459: 7-18.
[17]SHUKLA A K, BAESLACK W A. Study of process/ structure/property relationships in friction stir welded thin sheet Al-Cu-Li alloy[J]. Science and Technology of Welding and Joining. 2009, 14(4): 376-387.
[18]SUTTON M A, YANG B, REYNOLDS A P, TAYLOR R. Microstructural studies of friction stir welds in 2024-T3 aluminum[J]. Materials Science and Engineering A, 2002, 323: 160-166.
[19]AVETTAND-FENOEL M N, TAILLIARD R. Heterogeneity of the nugget microstructure in a thick 2050 Al friction-stirred weld[J]. Metallurgical and Materials Transactions A, 2015, 46: 300-314.
[20]AMS4472. Aluminum alloy, plate 4.0Cu-1.0Li-0.40Mg-0.35Ag-0.13Zr (2195-T34), solution heat treated and stress relieved[S].
(编辑 龙怀中)
Structure of friction-stir welding joint of 2195 Al-Li alloy
CHEN Yong-lai1, LI Jin-feng2, ZHANG Xu-hu1, ZHU Rui-hua1, YANG Ke2
(1. Aerospace Research Institute of Materials and Processing Technology, Beijing 100076, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China)
The friction stir welding (FSW) joints of 2195-T8 Al-Li alloy were prepared by straight cylindrical pin and threaded cylindrical pin. The effect of rotational speed and welding speed on the hole defect was investigated, and the microstructure of the FSW joint was observed. The results show that when the straight cylindrical pin is used at an inappropriate ratio of rotational speed to welding speed, continuous hole (or tunnel) at the bottom of advancing side forms. Meanwhile, this defect can be eliminated by the threaded cylindrical pin, and the joint strength is effectively enhanced. The strengthening precipitates of 2195-T8 Al-Li alloy consist of T1 (Al2CuLi) and θ′(Al2Cu). In thermo-mechanically affected zone (TMAZ), all θ′ precipitates but most T1 precipitates are dissolved. While, all the θ′and T1 precipitates in nugget zone (NZ) are dissolved, and a lot of dislocations generate. The TMAZ grains under go deflection and deformation during the welding process. The NZ grains are recrystallized, and the recrystallized grains of the NZ close to the TMAZ are larger than those of the NZ center.
2195 Al-Li alloy; friction stir weld; hole defect; joint structure
Project (2013AA032401) supported by the National High-Tech Research and Development Program of China
date: 2015-04-19; Accepted date: 2015-12-30
CHEN Yong-lai; Tel: +86-10-68757453; E-mail: chenyonglai@263.net
1004-0609(2016)-05-0964-09
TG146.2
A
国家高技术研究发展计划资助项目(2013AA032401)
2015-04-19;
2015-12-30
陈永来,高级工程师,博士;电话:010-68757453;E-mail:chenyonglai@263. net
