温度系数对空盒气压表检定结果的影响
2016-08-03杨京兆杜天鋆上海市计量测试技术研究院
陈 鑫 杨京兆 杜天鋆 王 炜 / 上海市计量测试技术研究院
温度系数对空盒气压表检定结果的影响
陈鑫杨京兆杜天鋆王炜 / 上海市计量测试技术研究院
摘要描述了JJG 272-2007规定的空盒气压表温度系数检测方法。通过实验方法分析了温度系数对空盒气压表检定结果的影响。研究结果表明了在空盒气压计检定过程中用出厂温度系数替代实测温度系数的可能性。
关键词空盒气压表;计量;温度系数;检定
0 引言
空盒气压表是利用膜盒在大气压力作用下产生弹性形变,继而通过传动机构转换为对应指针转动量来测量大气压力的计量装置。一般分为精密空盒气压表、普通空盒气压表和高原空盒气压表。由于空盒气压表的感应元件为金属弹性材料制成的膜盒,故而在检测过程中温度变化导致的机械位移成为一个重要的考量因素。检定规程JJG 272-2007 《空盒气压表和空盒气压计》(以下简称规程)规定,通过温度系数的检测,修正温度变化导致的测量误差。目前市场上出售的空盒气压表出厂时均需注明温度系数数值。
1 温度系数
温度系数是指在大气压力基本不变的条件下,当温度改变1 ℃时引起空盒气压表示值的改变量。公式如下:
温度系数Kt=(Δp1-Δp2)/(t1-t2)
式中:t1—— 高温点温度值,℃;
t2—— 低温点温度值,℃;
Δp1—— 高温点时标准气压表和空盒气压表的示值差;
Δp2—— 低温点时标准气压表和空盒气压表的示值差
规程中规定,普通空盒气压表温度系数不得超过±0.13 hPa/℃。
2 温度系数的检测方法
空盒气压表基于规程的标准检测方法:将气压表的指针调整到与即时气压标准值不超过±0.5 hPa的位置上,将标准温度计和空盒气压表放入温度系数检定箱内,在0~5 ℃内选择一个温度点t2,稳定2 h,记录温度t2以及标准气压表和空盒气压表的示值差Δp2。将温度系数检定箱温度提升至20~25 ℃区间内的一个温度点t1,确保t1- t2>20 ℃,稳定2 h,记录温度t1以及标准气压表和空盒气压表的示值差Δp1。
上述两个过程的顺序可以互换。升降温过程约需大于0.5 h,具体情况视温度系数检定箱生产商及不同规格会有微弱差异。
综上,在记录及计算时间忽略不计的前提下,温度系数检定至少需要4.5 h。且规程中规定,空盒气压表计量检定示值修正前必须进行温度系数的检测。
3 温度系数测量实验
3.1温度系数出厂值记录
随机抽选不同生产商、不同批次的30块空盒气压表,其量程范围为800~1 064 hPa。出厂时给出的温度系数Kt出厂如表1所示。
3.2温度系数实际测量记录
选取t1= 20 ℃,t2= 0 ℃。在10 hPa点示值修正值满足规程要求的前提下,根据规程测量温度系数所得数据Kt测量如表1所示。
3.3出厂温度系数与实测温度系数对比
Kt出厂-Kt测量数据结果见图1。
如图1所示,被测表出厂温度系数与实测温度系数之差分布在±0.02 hPa/℃区间内,即
│Kt出厂-Kt测量│≤0.02 hPa/℃
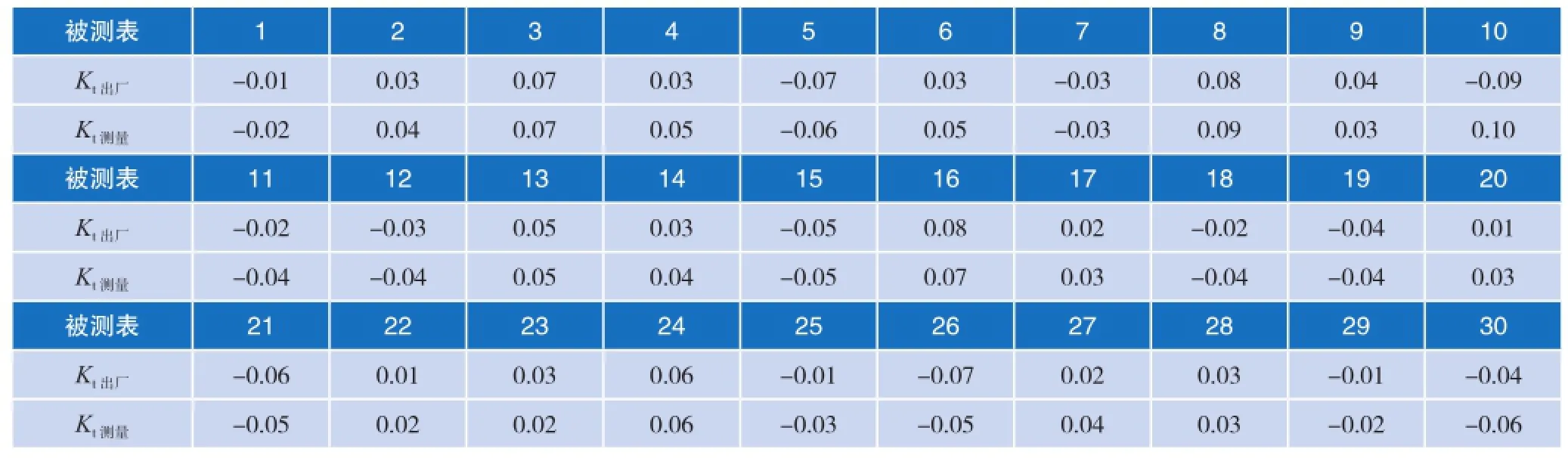
表1 出厂温度系数与实测温度系数对比 单位:hPa/℃

图1 Kt出厂-Kt测量温度系数偏差
4 气压差平均值实验数据
4.1基于规程的气压差平均值检测方法
规程中,空盒气压表各检定点的气压差平均值公式为

式中:p标' —— 升压行程该气压检定点气压标准器标准值(经过示值修订后),hPa;
p标'' —— 降压行程该气压检定点气压标准器标准值(经过示值修订后),hPa;
p表' —— 升压行程该气压检定点空盒气压表气压示值,hPa;
p表'' —— 降压行程该气压检定点空盒气压表气压示值,hPa;
Kt—— 温度系数,hPa/℃;
t' —— 升压行程该气压检定点标准温度计温度值,℃;
t'' —— 降压行程该气压检定点标准温度计温度值,℃
4.2气压差平均值检测实验部分
表1中,选取出厂温度系数与实测温度系数差值最大的10块空盒气压表,实测温度系数与出厂温度系数对比如表2所示。
1)当温度系数取出厂值时
表2中,10块温度系数差值最大的被测空盒气压表在960 hPa、990 hPa、1 010 hPa、1 030 hPa、 1 050 hPa检定点气压差平均值的计算结果如表3所示(环境温度20 ℃)。

表2 温度系数差值最大的10块空盒气压表的温度系数对比单位:hPa/℃

表3 取出厂值时气压差平均值计算结果 单位:hPa
2)当温度系数取实测值时
表2中,10块温度系数差值最大的被测空盒气压表在960 hPa、990 hPa、1 010 hPa、1 030 hPa、1 050 hPa检定点气压差平均值计算结果如表4所示。

表4 取测量值时气压差平均值计算结果 单位:hPa
对比表3与表4数据可知,使用实测温度系数计算的气压差平均值与使用出厂标识温度系数计算的气压差平均值之差小于±0.4 hPa。
5 温度系数检测对检定过程的影响分析
根据规程,检定点气压差平均值最大允许误差绝对值为2.5 hPa/℃,使用实测温度系数测量的气压差平均值与使用出厂温度系数测量的气压差平均值之差绝对值小于0.4 hPa,小于最小允许误差的五分之一,对测量结果影响极小。
根据规程,温度系数检定至少需要4.5 h,而示值检定部分约2 h即可完成。温度系数检定时间约占空盒气压表检定总时长的三分之二。
温度系数检定箱独立于空盒气压表示值检定装置,需单独购置。
6 结语
根据计算结果对比可知,使用实测温度系数计算所得的气压差平均值与使用空盒气压表出厂温度系数计算所得气压差平均值之差绝对值小于0.4 hPa,而规程规定示值修正值检定结果允许误差绝对值不得超过2.5 hPa,因此由出厂温度系数与实测温度系数之差引起的气压差平均值测量误差可忽略不计,其对结果不产生影响。同时无论从时间,还是人力计算,测量温度系数都极大地增加了检定成本。
参考文献
[1] 党选发,黄蕊,刘永强,等.西北区域气象计量实验室综合能力比对结果分析[J]. 气象科技,2014,42(01):62-67.
[2] 王雪松,王力,阎增奎.一种基于气压温度系数检定设备的设计与实现[J]. 科技创新导报,2012(32):42-44.
[3] 刘述广,杨晓凌,田艳,等.空盒气压表实验室间比对测量结果不确定度评定[J]. 气象水文海洋仪器,2006(02):17-19.
[4] 盛幼生,倪永胜.空盒气压表(计)检定规程(JJG272-91)的方法误差及修订[J]. 浙江气象, 2005,26(02):41-42.
[5] 全国压力计量技术委员会.JJG 272-2007空盒气压表和空盒气压计[S].北京:中国计量出版社,2007.
Influence of temperature coefficient on the metrological verfication results of aneroid
barometer
Chen Xin,Yang Jingzhao,Du Tianjun,Wang Wei
(Shanghai Insititute of Measurement and Testing Technology)
Abstract:The temperature coefficient measuring method of JJG272-2007 was described in this paper. The influence of temperature coefficient on the verification results of aneroid barometer was analyzed through experimental methods. The research results show the possibility of replacing the measured temperature coefficient with the value given at the factory in the process of metrological verification of aneroid barometers.
Key words:aneroid barometer; metrology; temperature coefficient; verification
