大型减速机轴承游隙的调整方法
2016-08-03李小治
李小治
(宝钢集团八钢公司炼铁分公司)
大型减速机轴承游隙的调整方法
李小治
(宝钢集团八钢公司炼铁分公司)
随着工业化的进一步发展,大型减速机在企业中的使用越来越广泛。文章分析了大型减速机在使用过程中最常见的轴承损坏故障原因,介绍了轴承游隙的调整、测量及轴承安装的方法。
轴承游隙;游隙调整;大型减速机;游隙测量
1 问题的提出
2004年八钢公司265m2烧结机投产,在烧结产线上使用了大型减速机,至2011八钢公司三台烧结机(两台265m2烧结机、一台430 m2烧结机)配套的制粒机、混合机共计使用七台大型减速机。减速机一旦发生的故障,会严重影响烧结机的平稳运行。烧结使用的七台减速机由两个生产厂家制造,虽然因为供料能力的差异而导致其大小也不同,但七台减速机的构造原理相同,发生的故障类型也相同,故选择其中B制粒减速机故障进行分析。
2 减速机故障原因
减速机基本参数:减速机型号为SQAS1845-I-D×NH(四级硬齿面圆柱齿轮);减速机中心距 1845mm;减速机速比 25.46;23232 CC/W33(双列调心滚子轴承)高速轴轴承。
减速机如图1所示。
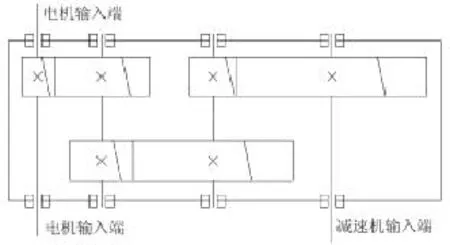
图1 减速机示意图
对2013年至2014年该类减速机的故障统计分析,减速机高速轴烧损故障频率最高,造成损失最大。其中2014年2月27日至3月2日,B制粒机总计停机76h,共更换高速轴6套,轴承12套,直接经济损失达到35万元以上。后经检查分析,认为故障的原因为轴承游隙调整不合适,造成轴承发热抱死,导致高速轴、轴承损坏。
为此,针对轴承游隙测量、调整及调整值标准进行分析。
3 减速机轴承游隙分析
滚动轴承的内、外圈和滚动体之间存在一定的间隙,因此内、外圈之间可以有相对位移。在无负荷作用时,一个套圈固定不动,另一个套圈沿轴承的径向和轴向从一个极限位置到另一个极限位置的移动量,分别称为径向游隙和轴向游隙,如图2所示。

图2 滚动轴承的游隙
按照轴承所处的状态,游隙分为三种。
(1)原始游隙。指滚动轴承安装前自由状态时的游隙,它是由制造厂加工、装配所确定的。
(2)安装游隙,也叫配合游隙。是轴承与轴及轴承座安装完毕而尚未工作时的游隙。由于过盈安装,或是内圈增大,或是外圈缩小,或二者兼有之,均使安装游隙比原始游隙小。
(3)工作游隙。滚动轴承在工作状态时的游隙,工作时内圈温升最大,热膨胀最大,使轴承游隙减小;同时由于负荷的作用,滚动体与滚道接触处产生弹性变形,使轴承游隙增大,轴承的工作游隙比安装游隙大还是小,取决于这两种因素的综合作用。
3.1轴承工作游隙不合适的危害
工作游隙是滚动轴承的重要质量指标,也是轴承应用中的重要参数。在实际使用中,轴承的工作游隙将影响到轴承中的负荷分布、振动、噪声、摩擦力矩和寿命。轴承的工作游隙不合适会对减速器造成危害。
(1)轴承的工作游隙过小。
轴承的工作游隙过小,将增大轴承的摩擦力矩,从而产生大量的热,容易导致轴承发热损坏。这是因为,当轴承的工作游隙过小时,将导致轴承的滚动体与轴承内外圈的润滑不良,因干摩擦产生大量的热,产生磨损、胶结、轴承内外圈胀裂等现象,会造成轴承损坏。
(2)轴承的工作游隙过大。
轴承的工作游隙过大,主要由轴承的自然游隙选用过大、轴承的压紧力不够引起。在高速运转的减速机中,当轴承的自然游隙较大时,导致工作游隙也相对较大,这将造成减速机在运行过程中振动较大,降低轴承的使用寿命。
通过对生产中减速机故障分析,认为B制粒机轴承损坏是由于轴承的工作游隙过小造成的。
3.2轴承游隙的测量
轴承游隙测量的方法主要有专用仪器测量法、简单测量法及塞尺测量法,其中塞尺测量法在现场使用最广泛。
塞尺测量法适用于大型和特大型圆柱滚子轴承径向游隙的测量,将轴承立起或平放测量,若有争议时以轴承平放时的测值为准。
轴承的最大径向游隙测值和最小径向游隙测值的确定方法:用塞尺片沿滚子和滚道圆周间测量时,转动套圈和滚子保持架组件一周,在连续三个滚子上能通过的塞尺片的最大厚度为最大径向游隙测值。在连续三个滚子上不能通过的塞尺片的最小厚度为最小径向游隙测值。取最大和最小径向游隙测值的算术平均值作为轴承的径向游隙值。使用塞尺测量法所测得的游隙值允许包括塞尺厚度允差在内的误差。
调心滚子轴承径向游隙采用塞尺测量法测量时,在每列的径向游隙值合格后,取两列的游隙值的算术平均值作为轴承的径向游隙值。
3.3轴承游隙的调整
(1)轴承由向游隙的调整。如图3所示。

图3 轴承安装示意图(径向)
轴承的内圈由轴肩进行定位,外圈由两侧的轴承压盖进行预紧,轴承的轴向游隙由两侧轴承压盖的预紧力进行调整,考虑到轴承因发热造成游隙减小,轴承的轴向应留有一定的游隙,对于轴承轴向的游隙,国家无相关标准。在实践中,轴向游隙因过盈装配、带负荷运行等因素影响较小,故在安装时,一般以轴承的原始游隙为标准进行调整。
具体调整方法(见图4):在减速机不盖上盖的情况下,将轴装配安装到位,轴承两侧压盖螺栓紧固到位,然后在轴的一端轴向施加一定的压力。该轴向力的大小可参照轴在运行中所承受的轴向力,然后使用塞尺测量间隙1与间隙2,测量完成后计算间隙1与间隙2之和,并与轴承测量的原始游隙对比,保证二者的差值在±40μm之内,若无法达到要求,则可以通过增加调整垫片调整,直到达到要求为止。
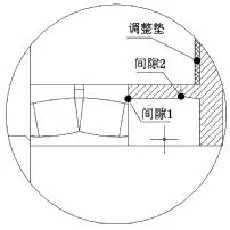
图4 轴向游隙调整放大图
(2)轴承径向游隙的调整。
轴承的径向游隙对轴承的稳定运行起到至关重要的作用,而对于轴承的径向游隙,GB/T4604-2006已有相关的标准,因此在具体应用时,只需查表可知轴承的径向游隙的上下限。
其具体调整方法:为了便于测量,调整前应拆除轴承两侧压盖,将轴承安装在轴承座,盖上上盖,使用力矩扳手均匀紧固轴承两侧4个紧固螺栓,螺栓的预紧力可参照国家标准的相关规定,紧固到位后,使用塞尺进行测量,测量值与查表的标准值进行比对。

图5 轴承安装示意图(轴向)
以B制粒机减速器轴承为例,该轴承型号23232 CC/W33。根据GB/T4604-2006该轴承径向游隙的最大值为110μm,最小值为75μm。通过比对结果调整轴承游隙,若调整值小于最小值,则说明轴承的安装游隙太小,应当增大游隙,轴承安装示意图(轴向)如图5所示。可在轴承箱上、下接合面螺栓孔处放入铜皮进行调整。如果调整值大于最大值,则说明轴承安装游隙过大。调整的方法如图5轴承安装示意图(轴向)所示。在轴承箱与轴承外圈结合面放入铜皮进行调整,注意放铜皮时不要堵塞轴承的油孔。以上方法一般需要多次调整,才能将轴承径向游隙调整到标准范围内。游隙调整达到标准后,重新进行安装。
4 结束语
目前在八钢公司的三台烧结机的七台大型减速机关于轴承游隙的调整全部按照以上方法进行,现场表明效果良好。
由于影响轴承游隙因素很多,关于轴承游隙的讨论及调整方法也较多。笔者在日常工作中所总结的经验,可为同行提供借鉴参考。
[1]《滚动轴承径向游隙》GBT4604-2006.
[2]《滚动轴承径向游隙的测量方法》JB-T3573-200.
[3]杨国安.滚动轴承故障诊断实用技术.北京:中国石化出版社,2012.
The Adjustment Method of Large Scale Reducer Bearing Clearance
LI Xiao-zhi
(Ironmaking Branch,Bayi Iron&Steel Co.,Baosteel Group)
With the further development of industrialization,large speed reducer is used more and more widely in the enterprise.Based on the analysis of the large scale reducer in use process is the most common bearing failure reason,introduces the method of adjustment of the bearing clearance and the bearing clearance and the bearing installation
bearing clearance;clearance adjustment;large speed reducer;bearing clearance
TH133.33
B
1672—4224(2015)03—0033—03
联系人:李小治,男,36岁,大学本科,工程师,乌鲁木齐(830022)宝钢集团八钢公司炼铁分公司烧结分厂
E-mail:655204@qq.com
