舰艇特种设备巨型总段安装与浮态安装研究
2016-08-02楼根铨
楼根铨
(江南造船(集团)有限责任公司, 上海 201913)
舰艇特种设备巨型总段安装与浮态安装研究
楼根铨
(江南造船(集团)有限责任公司, 上海 201913)
摘要在舰艇建造实践中,随着造船技术的进步,特别是区域造船技术、精度测量和控制技术的研究和应用,出于缩短建造周期、提高船厂核心资源利用效率的考虑,在设备纳期允许的情况下,舰艇特种设备安装开始由传统的在船台或坞阶段向总段或巨型总段阶段前移。而在设备纳期不能满足的情况下,舰艇特种设备安装又不得不后延到下水后的码头阶段在浮态下完成。该文介绍了舰艇特种设备巨型总段安装和浮态安装两种新方法的研究和应用情况,对于按期优质完成舰艇建造任务具有重要参考价值。
关键词舰艇特种设备总段安装浮态安装
0前言
大型水面舰艇的武器、传感器众多,这些特种设备的安装精度包括水平度、艏艉线平行度等指标要求高,是保证武器系统射击精度的重要一环。舰艇一般在船台或船坞阶段结构较为完整时进行特种设备安装。特种设备安装包括基座的定位、装焊、加工、测量及设备的安装、验收等环节,占用船台或船坞周期较长。
区域造船技术[1]和精度测量与控制技术的发展,使特种设备安装模式发生了变化。部分特种设备安装逐步前移到总段或巨型总段阶段。另外,由于新型号新研制特种设备较多,部分设备纳期有时难以满足在总段阶段、船台或船坞阶段安装。因此为保障型号研制进度,有些设备安装只有后延到下水后的码头阶段在浮态下完成。为此,必须对舰艇特种设备巨型总段安装与浮态安装进行工艺创新,确保按期优质完成舰艇建造任务。
1巨型总段阶段安装
1.1传统安装程序
从特种设备安装精度和对基座的安装要求来说,可分为高精度设备、特殊要求和一般要求设备等类别。高精度设备包括基准类如基准平台、激光惯导和方位基准镜以及跟踪雷达和舰炮等;特殊设备包括斜阵面基座等。常规安装方式是在船台或船坞阶段开展基座和设备的安装。一般安装程序[2]为:基座制造→初加工→(主船体大合拢后)上船定位→装焊→测量→机加工→基座提交→设备吊装、安装→验收。
1.2巨型总段阶段安装程序
巨型总段阶段基座和设备的安装有如下三种程序:
(1) 基座制造→初加工(留外场机加工余量)→(总段或巨型总段形成)上总段定位→装焊→(大合拢后)测量→机加工→基座提交→设备吊装、安装→验收;
(2) 基座制造→机加工(留外场少量特定加工余量)→(总段或巨型总段形成)上总段定位→装焊→(大合拢后)测量→精(或不)加工→基座提交→设备吊装、安装→验收;
(3) 基座制造→机加工(留外场少量特定加工余量)→(大合拢后)上船定位→装焊→测量→精(或不)加工→基座提交→设备吊装、安装→验收。
采用第一种程序可提高特种设备基座在巨型总段的舾装率,但在大合拢后需投入大量精力开展机加工等后续工作;采用第二种程序在提高总段舾装率基础上,可有效减少其在大合拢后的施工工作量,但前提是必须有可行的船体大合拢精度的控制方法;采用第三种程序可明显提高费效比,是目前积极推进的施工法。
1.3一次定位安装
特种设备安装应以一次定位安装与交验为方向。一次定位安装与交验是通过系统、全面地分析,并制订实现一次定位安装的精度分配原则和过程控制指标要求(体系),确保基座精度主要通过内场的不同阶段按照分级指标要求,完成各个阶段的加工和检验,取消大型镗排上舰的复杂工序,实现基座的一次定位安装。
总段对接精度和船体变形控制水平制约着高精度特种设备在巨型总段阶段的一次定位安装。为此,需要从总段对接误差、设备及基座安装误差、基于总段安装的基座和设备定位安装时机,以及船体变形对设备安装精度影响等方面分析入手,结合系统工程和误差分析理论,采用构造精度链的方法建立总段对接精度模型。从控制总段对接精度角度入手,提出船体对接中各处精度预报和确定设备安装时机的技术方案。然后通过制订合理的变形控制工艺措施,以实现高精度特种设备的基座在巨型总段阶段的定位安装[3]。
2浮态安装
2.1浮态安装程序
浮态安装是将部分设备安排在码头或港池(浮态下)进行安装。浮态安装程序有如下两种:
(1) 基座制造→机加工(留外场少量特定机加工余量)→(下水后浮态)上船定位→装焊→测量→精(或不)加工→基座提交→设备吊装、安装→验收;
(2) 总段阶段或船台、船坞阶段完成基座工作并提交,设备吊装、安装和验收在浮态下进行。
2.2浮态下基座的定位、测量及加工方法
(1) 浮态测量的环境要求。
控制舰的浮态状态(纵、横摇),选择合适的测量仪器和施工时机,以克服环境因素带来的不利影响。浮态测量有以下要求:舰的纵横摇<1°,摇摆频率≤5 Hz,初始倾斜角<0.8°;测量工作在阴天或夜间(气温不低于5℃,不高于40℃)并在平潮时进行;测量过程中避免振动作业,被测量基座附近无焊接等作业。
(2) 基座的定位与测量方法。
首先要确定定位与测量基准;其次,必须从内场开始就对基座制造和机加工后的基座提出满足上舰定位的具体要求,确定基座定位方法和精度测量方法,对其进行精确测量。
水平度的检测:在浮态下,采用电子差分仪是进行水平度动态检测的较好选择。如某电子差分仪测量,其适用范围最大倾角3°;精度指标为单测时读数的1%,差分时读数的2%。测量精度满足设备安装技术要求与仪器的测量误差(精度等级)。
艏艉线对准检测:在浮态时设备艏艉线与舰艏艉线基准的对准,是通过点对点测量达到线对准的,研制满足在浮态下使用的测量工装(如光学瞄准系统和测微系统专用工装,如图1所示),通过实际计算即可完成艏艉线对准测量。
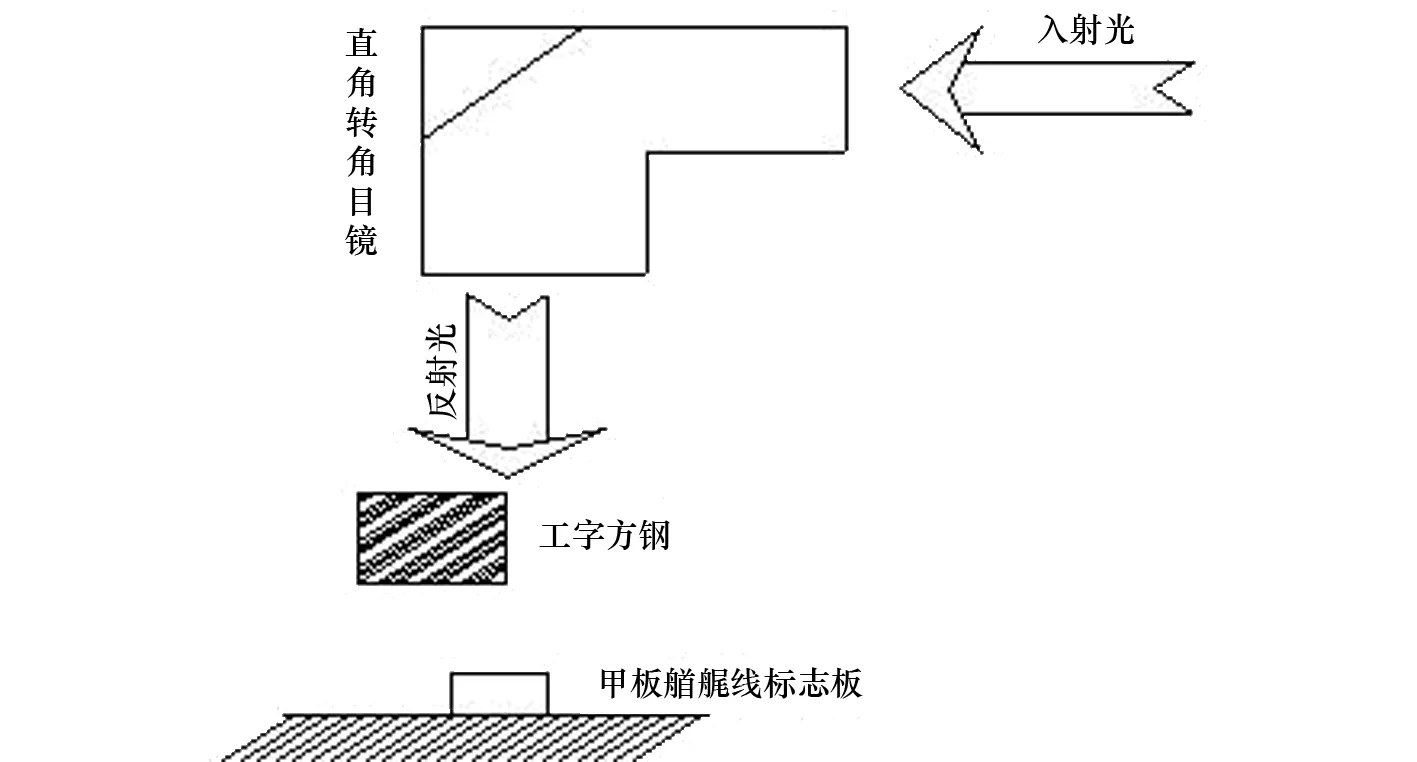
图1 直角读数显微目镜原理示意图
(3) 浮态下基座机加工方法。
由于常规机加工设备较难在浮态下进行边加工边调整测量水平,必须结合现场的实际施工条件,尽可能提高浮态下基座定位、装焊的准确性,减少外场机加工的工作量。浮态下可研制专用的加工设备,如可在机械工作滑台上安装立柱,在立柱上安装铣削动力头进行加工,最后用手工拂磨修正。
2.3浮态下设备安装方法
对水平安装精度大于3′、艏艉线精度不小于3′的特种设备基座,采用电子差分水平仪结合艏艉线专用测量工装就可在浮态下完成定位安装与交验。相对应的除了部分精度要求特别高的设备之外,通过二维和三维方向精度的调整控制,绝大多数特种设备都能在舰可控浮态状态下实施安装。
以某照射器基座定位和设备安装为例,重点对比其在浮态下施工过程的水平度检测数据(基座的水平度指标≤5′,天线安装后水平度指标≤6′)。
浮态下照射器基座定位各阶段的测量数据如表1所示。
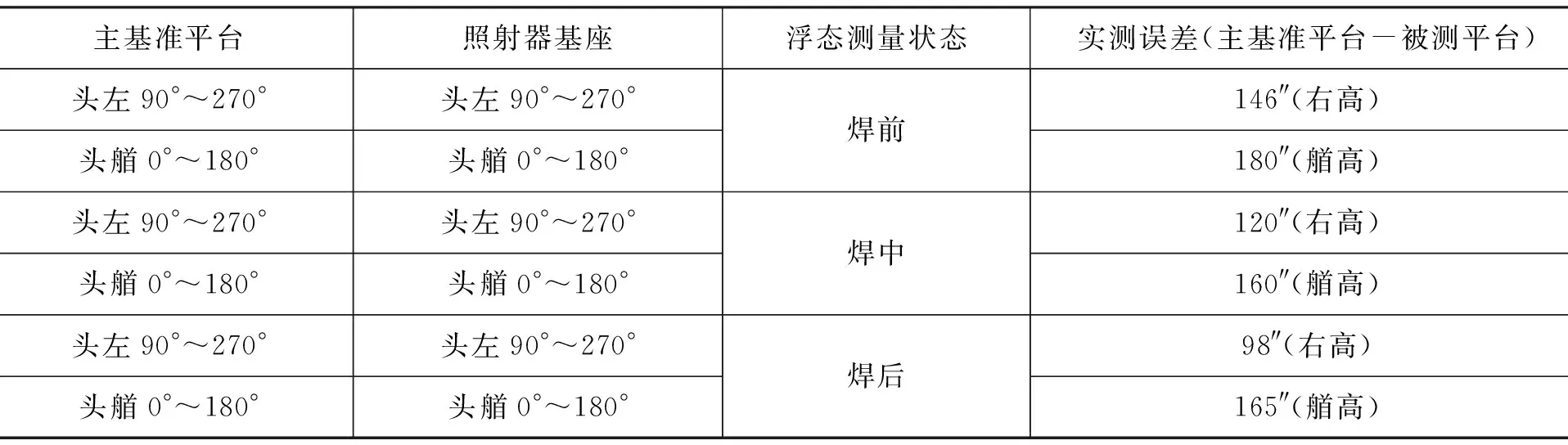
表1 照射器基座各装焊阶段的测量数据
照射器安装后的精度测量数据如表2所示。
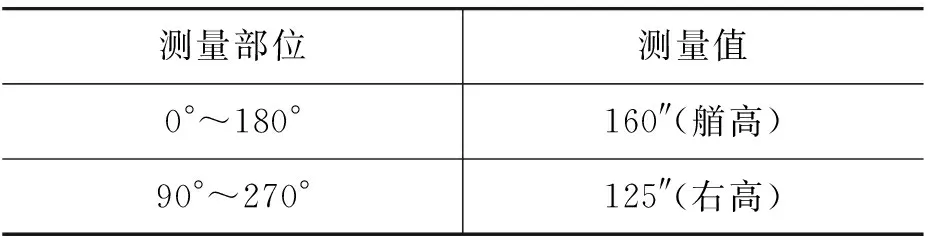
表2 照射器浮态下安装水平度测量数据
在干船坞状态下对照射器进行了水平度的复测,数据如表3所示。

表3 照射器(干船坞状态下)水平度测量数据
通过对比照射器基座及设备在不同阶段下的测量数据,表明基座及设备的安装符合施工图纸和工艺文件要求,浮态下基座定位及设备安装完全满足舰艇建造要求。浮态下基座定位及设备安装也应以一次定位安装为方向。
参考文献
[1]黄浩.船体工艺手册(第三版)[M].北京:国防工业出版社,2013.
[2]楼根铨,孙明,朱煜.特种设备安装程序优化设计[J].江南集团技术,2000(4):23-27.
[3]楼根铨.总段对接精度及船体变形对设备安装精度影响分析研究[C]//上海市造船工程学会优秀学术论文集,2009-2010.
作者简介:楼根铨(1963-),男,研究员,研究方向为舰船设计与建造。
中图分类号U671
文献标志码A
Research of Naval Ship Special Equipment Installation in Block Phase and Dock Phase
LOU Gen-quan
(Jiangnan Shipbuilding(Group) Co., Ltd., Shanghai 201913, China)
AbstractIn the practice of the naval ship construction, with the progress of shipbuilding technology, especially in the application and research of regional shipbuilding, precision measurement and control technology, in order to shorten the construction period, the utilization efficiency of core resources in the shipyard was improved, installation of special equipment is changed from dock phase to block phase when the equipments receive on schedule. On the opposite, the installation of special equipments may be postponed to the port phase. Research and application of special equipments installation in both block phase and port phase were introduced. Achievements are useful to finish naval ship construction in time.
KeywordsNaval shipsSpecial equipmentsBlock phase installationPort phase installation
