预置锡线激光焊接法在手机摄像头自动化生产中的应用
2016-07-25刘清嫦吴海洋东莞新科技术研究开发有限公司广东东莞523087
刘清嫦 吴海洋(东莞新科技术研究开发有限公司,广东 东莞 523087)
预置锡线激光焊接法在手机摄像头自动化生产中的应用
刘清嫦 吴海洋
(东莞新科技术研究开发有限公司,广东 东莞 523087)
摘 要:激光焊接具有焊接速度快、热影响区域小,焊点无污染等特点,在工业制造中应用广泛。但在结构紧凑的手机摄像头生产中遭遇难题。本文提出了预置锡线的激光焊接新方法,并以具体型号的手机摄像头模组为例,在自行设计的自动化设备中进行实验研究。研究结果发现在激光功率5.3W,光斑大小为Φ0.3mm,焦距为51mm,焊接时间为200ms的工艺条件下,弹片和线圈能形成性能良好的焊点,在自动化生产中的合格率达到96%以上。
关键词:激光焊接;锡线;手机摄像头;自动化
0 引言
热传导型激光焊接的原理是激光辐射加热工件表面,表面热量通过热传导向内部扩散,使工件熔化,形成特定的熔池,如图1所示。由于其具有焊接速度快、热影响区小,焊接部位灵活等优点,其广泛应用于微、小型零件焊接中。但在结构紧凑的手机摄像头模组的应用中,由于焊接部位是熔点较高的厚度只有0.04mm的铜弹片和铜线圈,传统的热传导型激光焊接方法会烧坏薄弹片下面和焊点周围的塑胶元件,造成100%的坏品。本文针对上述存在的问题,提出了一种预置锡线的激光焊接方法,并以662型号摄像头为对象,在自动化机器中进行实验研究。
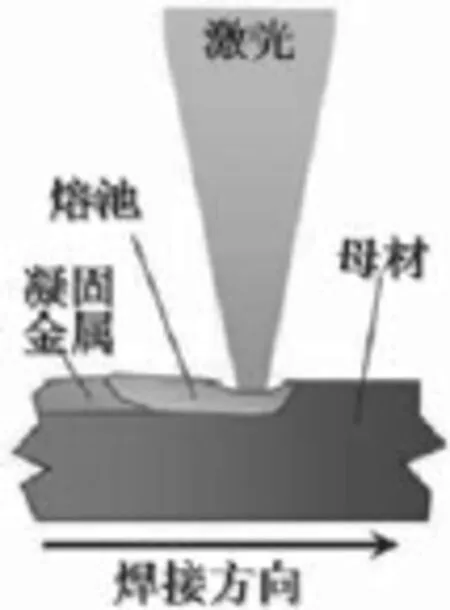
图1 传统激光焊接原理图图
预置锡线激光焊接是在母材铜弹片中开一个0.3mm×0.4mm的方形孔,在方孔中放置Φ0.3×0.4mm的锡线段,焊接时,激光束辐射至锡线表面,表面热量通过热传导向锡线内部扩散,使锡线和铜线圈表面的锡熔化冷却后形成焊点,如图2所示。由于锡的熔点较低,焊接需要的激光能量较少,与铜片和线圈接触的塑料透镜座吸收的热量和辐射非常弱,甚至几乎为零,从而避免了烧伤。
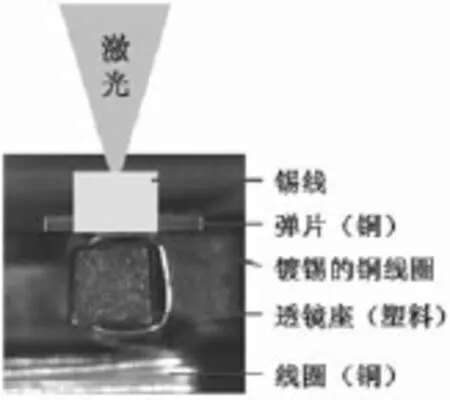
图2预置锡线激光焊接示意图
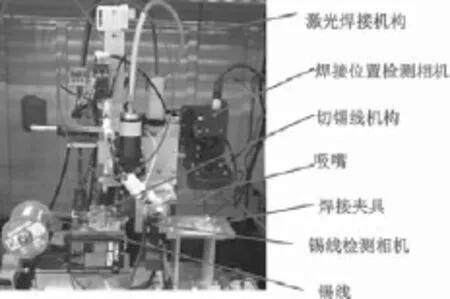
图3实验机器结构图
1 自动化焊接设备设计
预置锡线自动激光焊接的工艺过程:切锡线→吸嘴吸锡线→检测吸嘴→放置锡线→指定打激光位置→激光照射→焊点检测,而要实现这样的工艺过程,其自动化设备需要包括锡线自动供应系统、激光焊接系统以及自动检测和控制系统。本文主要设计了锡线自动供应和检测装置,并与其他激光焊接装置进行耦合,形成实验机器,如图3所示。
在锡线自动供应系统设计中,锡线位于4个啮合齿轮间,马达驱动齿轮旋转,促使锡线向前送一段固定长度;在机构的底部设计一气缸,通过气缸推动切刀切断锡线;并采用吸嘴来实现吸线、放线的功能。整个过程由PLC自动控制,并有CCD检测吸嘴是否吸线、放线成功。

表1

图4 焊接成品和焊点断面图
2 实验结果分析与验证
保证锡线和线圈熔合,同时避免烧伤塑料元件,需要严格控制激光的热输入量。因此激光焊接工艺参数的合理选择至关重要。激光焊接主要参数通常包括:光斑、焦距、功率和时间。本文以型号为662的手机摄像头半成品和φ0.3mm×0.4mm的锡线为原料,在自动化焊接机上进行4因子2水平的全因子实验,并使用JMP软件对实验数据进行分析,找出最优焊接参数。然后在最优参数条件下连续5天每天加工50个产品进行验证,实验结果见表1。在此工艺条件下,优率均可以达到96%。在30倍的显微镜下观察,焊点表面成形良好(如图4所示),而且没有任何的烧焦现象产生。对焊点进行成分分析发现,焊点里有厚度为0.18µm的锡铜共化物IMC产生(如图5所示),说明焊点性能良好。
结论
在激光功率5.3W,光斑大小为φ0.3mm,焦距为51mm,焊接时间为200ms的工艺条件下,弹片和线圈能形成性能良好的焊点,解决了塑胶元件被烧焦的问题,而且自动焊接优率高达96%以上。由此可见,本文阐述的激光焊接方法具有高速、优质、对连接材料和周围结构影响小的优点,非常适合结构紧凑的手机摄像头模组自动化生产。随着手机轻薄化的发展趋势,此工艺方法的优势越来越明显。
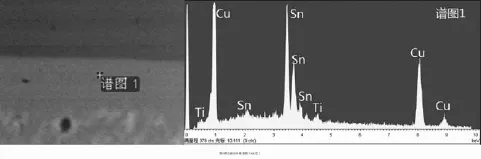
图5焊点成分分析谱图(IMC层)
参考文献
[1]李春峰.特种成形与连接技术[M].北京:高等教育出版社,2005.
[2]张国顺.现代激光制造技术[M].北京:化学工业出版社,2006.
[3]陈武柱.激光焊接与切割质量控制[M].北京:机械工业出版社,2010.
[4]沈邦兴.实验设计及工程应用[M].北京:中国计量出版社,2005.
[5] Wei Huang, Olgierd A. Palusinski etc. Effect of Randomness of Cu-Sn Intermetallic Compound Layer Thickness on Reliability of Surface Mount Solder Joints[J].IEEE TRANSACTIONS ON ADVANCED PACKAGING, VOL. 23, NO. 2, MAY 2000.
中图分类号:TG409
文献标识码:A
