肌苷及脯氨酸原料药类废水提标处理工程实例
2016-07-21赵兰荣
赵兰荣
(广东肇庆星湖生物科技股份有限公司,广东 肇庆 526040)
肌苷及脯氨酸原料药类废水提标处理工程实例
赵兰荣
(广东肇庆星湖生物科技股份有限公司,广东肇庆526040)
针对肌苷及脯氨酸原料药类废水CODCr、BOD5、氨氮等污染物浓度高的特点,设计了预酸化-高负荷曝气池-高效气升环流池-二沉池的高效生化处理组合工艺,并介绍了该工艺流程及其主要构筑物设计参数。运行结果表明:处理后二沉池出水CODCr的质量浓度为70 mg/L,BOD5的质量浓度为3 mg/L,氨氮的质量浓度为1.59 mg/L,满足GB 21903—2008《发酵类制药工业水污染物排放标准》排放标准的要求。
肌苷;脯氨酸;气升环流池;废水处理
1 工程概况
某生化制药厂主要产品为肌苷、脯氨酸,年产量分别为3 000、1 000 t,每天产生废水约2 400 t,其中CODCr、BOD5、氨氮等污染物浓度较高,可降解性较好,主要采用调节池-曝气池-二沉池组合工艺进行处理,处理后出水执行广东省地方标准DB 44/26—2001《水污染物排放限值》第二类污染物允许排放浓度的三级排放标准。但随着新的环保法规的实施及环保相关部门要求,处理后废水需执行GB 21903—2008《发酵类制药工业水污染物排放标准》排放限值。因此,必须对现有废水处理设施进行升级改造,才可满足新的排放标准要求。原厂区内洗罐水、洗板框水、洗膜水等废水直接排入排污口,随着排放标准的提高,这些废水将纳入污水处理设施处理后才可排放。所以废水升级改造不仅要提高废水处理效率,进一步降低处理后废水中主要污染物浓度值,而且还要提高废水处理系统的废水处理量。为此,废水升级改造后废水处理设施处理能力从原来的2 400 m3/d升至4 200 m3/d。本文重点介绍肌苷、脯氨酸废水处理工艺、设计运行参数及其系统改造后废水处理效果。
2 设计水质、水量
肌苷、脯氨酸的生产是采用淀粉、酵母粉等为原料进行发酵,废水中含有发酵残余物,废水带有较重的颜色和气味,污染物浓度高。本工程废水包括肌苷原料药废水和脯氨酸原料药废水,设计总水量取4 200 m3/d,设计进水水质、水量及出水标准如表1所示。

表1 设计水量及水质Tab.1 Design water quantity and qua1ity
3 处理工艺流程
3.1工艺流程选择说明
目前肌苷、脯氨酸类产品的生产废水中CODCr、BOD5、NH3-N等污染物具有浓度高、降解性好[1]的特点,一般选择调节池-生物厌氧设施(如UASB、EGSB等)-活性污泥法-二沉池的处理工艺[2-3]。但是由于本项目厂区面积有限,又处于城区,厌氧处理的臭气对周围影响较大,故不考虑采用厌氧设施,只对原有设施进行优化及技术升级。
依托华南理工大学专利技术在原有污水处理系统的基础上,建立了成熟完善的“水解酸化-高负荷曝气池-气升环流生物处理”高效生化处理组合工艺。针对发酵制药废水同时含有复杂有机底物及氨氮等污染物的水质特征,采用水解酸化工艺将发酵制药废水中的难降解复杂有机底物及有机氮转化为低分子有机酸及氨氮;采用具有优良传质特性及混合性能的高效气升环流废水生物处理反应器,使废水中有机物得到进一步降解,同时实现氨氮向硝酸盐的转化。控制合适的回流比[4],将气升环流工艺出水部分回流到高负荷曝气池。水解酸化-高负荷曝气池-气升环流生物处理集成工艺能同步实现有机物与氨氮的去除,并实现该类废水的达标排放。
综上所述,本工程确定了集水井-调节池-水解酸化池-高负荷曝气池-高效气升环流池-二沉池组合处理工艺,其工艺流程如图1所示。

图1 废水处理工艺流程Fig.1 Wastewater treatment process
3.2工艺流程说明
肌苷、脯氨酸原料药废水泵入集水井、调节池,进行废水收集及调节pH值,经预处理后的废水再由二级提升泵经水解酸化池底部的布水管送入水解酸化池,将原有废水中的非溶解性有机物转变为溶解性有机物,通过微生物的水解酸化作用去除约40%的CODCr,并提高废水的好氧可生化性,为后续的高效好氧生化处理奠定基础。预酸化后废水经三级提升泵送至高负荷曝气池,高负荷曝气池能够提高废水中含氧量,增加污泥生物活性,有效降低废水中CODCr、BOD5、氨氮等污染物浓度。
高负荷曝气池出水经集水堰槽收集后,通过管道自流至高效气升环流好氧池底部布水管,其关键作用是把高活性的悬浮污泥截留在反应器内,实现出水污泥相和水相的高效分离,并实现水力停留时间和污泥停留时间的分离控制,保证反应器在高微生物浓度下运行,使池内污泥质量浓度达到3~5 g/L。气升环流好氧池出水自流至现有的辐流式二沉池[5-6],使得泥水分离,出水外排至总排口。
4 主要处理构筑物与设计参数
(1)改造集水井(利旧)。尺寸为Ф 4.0 m×5.0 m;有效容积为50 m3;水力停留时间为17 min;提升泵4台(流量为50 m3/h,扬程为16 m,功率为15 kW,1用3备)和液位控制器4个。
(2)改造集水调节池(利旧)。尺寸为13.0 m× 13.0 m×6.0 m;有效水深5.5 m,有效容积为929 m3;水力停留时间为5.3 h;增设二级提升泵(2台,流量为240 m3/h,扬程为16 m,功率为22 kW,1 用1备);增加曝气系统1套(微孔曝气管90 m及相应连接管道)。加设自动酸碱添加装置1套。
(3)水解酸化池(新建)。钢砼机构,尺寸为13.0 m×13.0 m×6.0 m,有效水深5.0 m,有效容积为850 m3,配套调节池到水解酸化池提升泵2台(IH125-100-200,功率为15 kW,扬程为18.1 m,流量为190 m3,转速为1 450 r/min),1用1备。HRT为4~6 h,MLSS的质量浓度为20~40 g/L。
(4)高负荷曝气池(利旧改造)。钢砼机构,尺寸为12.0 m×12.0 m×6.0 m,有效容积为650 m3。实际HRT约为3.7 h,溶解氧质量浓度保持在3 mg/L以上,污泥负荷为0.35 kg[CODCr]/(kg[污泥]·d)。
(5)气升环流池(新建)。钢砼机构,尺寸为28.0 m×12.0 m×6.0 m,有效容积为1 600 m3,内设置60排布水管,每排布水管设置微孔曝气装置12组,池顶四周设置宽1.2 m的斜管分离区,并配套测量循环泵2台。溶解氧质量浓度保持在2 mg/ L以上,池中混合液污泥质量浓度为1 200 mg/L,回流比为120%。
(6)二沉池(利旧改造)。2台,钢砼机构,尺寸为Ф 14.0 m×3.0 m,有效容积为460 m3。沉淀时间为2.5 h,配有250 mm排泥管,污泥含水率为90%以上,机械排泥,排泥机械旋转速度宜为3 r/ h,刮泥板的外缘线速度为2.5 m/min。
5 运行效果
本工程于2010年底建成竣工。在系统调试阶段,取同类型废水处理系统的剩余污泥作为接种污泥,通过逐渐增大废水进水量进行动态培养[7],根据出水水质情况,逐渐提高系统有机负荷,最终实现系统满负荷运行。经过一段时间的调试,目前已转入正常平稳运行阶段。系统出水水质满足设计要求,达到执行GB 21903—2008排放限值。调试后系统运行的数据如表2所示。
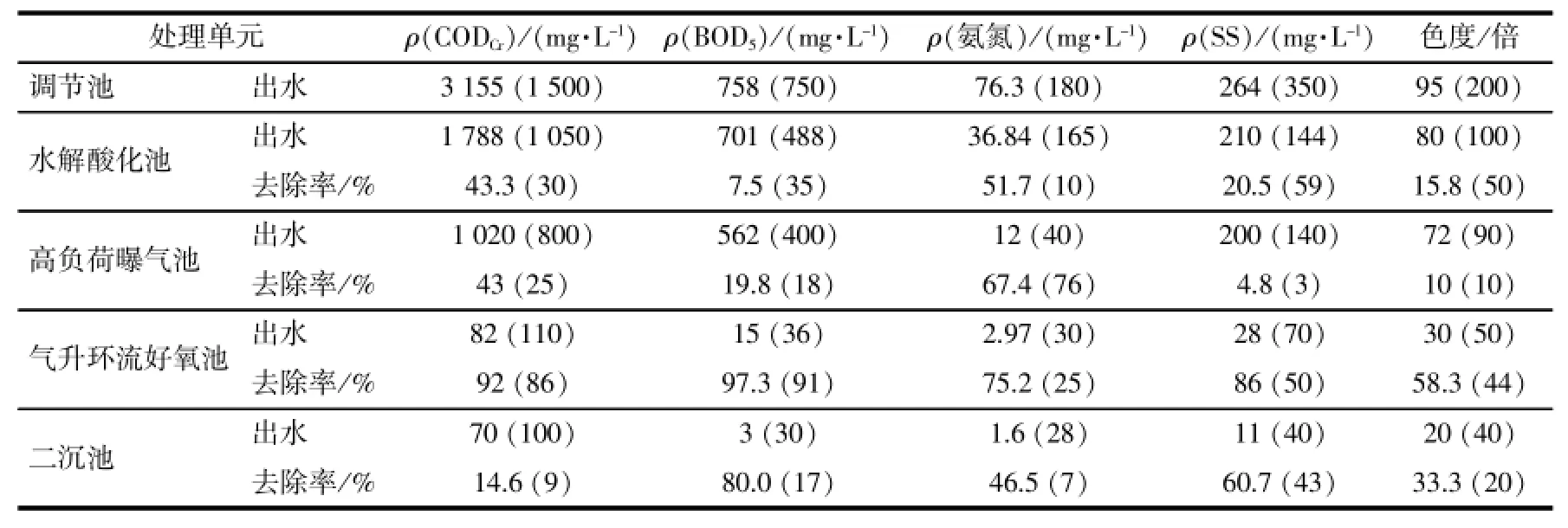
表2 本工程进、出水监测数据Tab.2 Monitoring data of inf1uent and eff1uent water of the project
从表2中可知,当实际运行进水污染物浓度超出设计浓度时,废水处理系统仍能保持较高的污染物去除率。此外,升级改造后的废水处理系统不仅达到了设计要求,满足GB 21903—2008排放限值的要求,而且处理效果稳定和污染物去除效率高。
6 经济效益分析
本工程总投资包括集水井、水解酸化池、高负荷曝气池、气升环流池、污水泵、风机等附属设施费用,总投资约700万元,后期的运行费用包括水电费、药剂费、人员工资、设备折旧费及维护和更换费用等,处理成本为2.4元/t。
7 结语
(1)采用预酸化-高负荷曝气池-气升环流池-二沉池联合工艺处理肌苷/脯氨酸类废水,处理后出水水质满足GB 21903—2008排放限值,并达到本工程设计要求。
(2)该工艺厌氧部分采用华南理工大学专利技术——气升环流池,气升环流池容积负荷高、占地面积少、处理效率高、抗冲击负荷能力强。
(3)水解酸化-高负荷曝气池-气升环流生物处理组合工艺对生化原料药类废水水质具有良好的适用性,去除废水中的污染因子效率高、出水水质稳定、流程简单、操作管理方便,运行成本低。
[1]谢冰,徐亚同.废水生物处理原理和方法[M].北京:中国轻工业出版社,2008.
[2]葛玫,王红磊,杨平.IC厌氧反应器的研究与应用进展[J].环境与可持续发展,2008,(6):13-16.
[3]章毅.UASB-两级A/O处理制药废水工程设计与运行[J].工业用水与废水,2012,43(1):79-82.
[4]赵阳,孙体昌.制药废水处理技术及研究进展[J].绿色科技,2010,(11):75-78.
[5]李金莲,金永峰,钱慧娟,等.Fenton试剂在水处理的应用研究[J].化工科技市场,2006,29(6):28-33.
[6]杨岳平,徐新华.废水处理工程及实例分析[M].北京:化学工业出版社,2003.
[7]高廷耀,顾国维.水污染控制工程[M].北京:高等教育出版社,2004.
An upgrading project case of treatment of wastewater from inosine and proline raw medicine production
ZHAO Lan-rong
(Guangdong Zhaoqing Star Lake Biological Technology Co.,Ltd.,Zhaoqing 526040,China)
According to the fact that wastewater from inosine and pro1ine raw medicine production contains high concentrations of CODCr,BOD5,NH3-N and some other contaminants,an efficient combined biochemica1 treatment process of pre-acidification,high 1oad aeration tank,high efficient gas-1ift circu1ation poo1 and secondary sedimentation tank,was designed,and the process f1ow and design parameters of the main structures were introduced at the same time.The operation resu1ts showed that,the mass concentrations of CODCr,BOD5and NH3-N in the eff1uent water from secondary sedimentation tank were 70,3 and 1.59 mg/L respective1y,which met the requirement of GB 21903—2008 Fermentative Pharmaceutical Industrial Water Pollutant Discharge Standard.
inosine;pro1ine;air-1ift circu1ation tank;wastewater treatment
X787.031
B
1009-2455(2016)02-0066-03
赵兰荣(1983-),女,安徽涡阳人,工程师,工程硕士,主要从事企业环境工程技术和安全生产管理,(电子信箱)181536977@qq.com。
2016-01-26(修回稿)