智能化烟气多污染物治理系统的研发
2016-07-18李勇
李勇
(中钢集团天澄环保科技股份有限公司 武汉 430205)
智能化烟气多污染物治理系统的研发
李勇
(中钢集团天澄环保科技股份有限公司武汉 430205)
摘要电力、钢铁、化工等行业,是我国能源消耗大户,也是生态环境的最主要污染源。针对上述行业,以烟尘、SO2、NOX等主要污染物为重点控制对象,研发智能化烟气多污染物治理系统;同时,通过提升环保治理装置的智能化水平,改善运行性能,节能降耗。运用系统智能化技术,达到多污染物协同治理,提高运行管理水平和应对波动的响应能力,提高核心工艺、核心设备的国产化率,突破国外厂商在高端智能化设备上的垄断和封锁,对整个环保产业的转型升级,推动产业发展具有重要的意义。
关键词能源消耗多污染治理节能降耗协同治理
0引言
当前我国大气污染形势十分严峻,在传统煤烟型污染尚未得到控制的情况下,以臭氧、细颗粒物(PM2.5)和酸雨为特征的区域性复合型大气污染日益突出,区域内空气重污染现象大范围同时出现的频次日益增多,严重制约社会经济的可持续发展,威胁人民群众身体健康。国务院在对“十二五”期间节能减排的工作安排中,对大气污染的治理出台了细致、严密的实施规划,“十二五”期间国家将继续加大对大气污染治理的力度。国务院《智能制造科技发展“十二五”规划》颁布出台,对发展智能制造及提高我国工业信息化水平,实现我国从制造大国向制造强国转变指明了发展方向。智能化烟气多污染物治理系统正是以此为契机开展研究,借助智能制造的科技手段,推进信息化和工业化的融合,通过提高创新能力和科技附加值,促进污染治理装备产业升级。随着国家政策、社会经济等方面因素的发展进步,环境保护工作已经从简单的治理往更深层次的需求发展。环保设施的运行维护管理分散、污染源的排放信息依靠人工采样进行,工作过程中协调多、汇报多、劳动强度大导致效率低。相关工作人员忙碌于日常工作,管理层不能随时掌握污染物排放信息,而治污设施往往出现故障后才能发现。因此建立一套适合烟气多污染物治理的信息管理系统是十分必要的。
1关键技术
本论文以智能化烟气多污染物治理系统为研究课题,由多污染物收集系统、多污染物智能处理系统和智能化控制系统三大部分组成,根据现场智能感知仪表、智能单机设备、DCS自动化控制系统的数据为基础,结合网络传输、智能化专家系统、智能信息化设备管控系统等方面综合集成实现智能化控制系统,完成智能感知功能、智能控制功能、控制优化功能及智能管理功能。本文的关键技术如下。
1.1协同治理关键技术
污染物治理工艺,不仅要具有单体治理功能,还要在多污染物综合治理系统中,各治理工艺相互作用达到协同治理污染效果,通过智能控制手段,充分利用协同脱除能力,避免相互消弱,达到综合治理最佳的效果。
低压脉冲袋式除尘技术具有较高的除尘效率,排放浓度低,对湿法脱硫工艺具有一定保护作用,FGD对其入口烟气中的粉尘浓度有严格的要求,如果上游的除尘器因某种原因使其除尘效率有所下降,那么将可能导致浆液中毒,石膏脱水困难,废水量增加和设备磨损等问题。情况严重时不仅会影响湿法FGD的脱硫副产物的质量,而且还会影响湿法FGD中一些主要设备和部件的使用寿命,例如浆液循环泵、循环浆液管道和阀门、水力旋流器等。本文通过智能监测系统的实时监测,及时反映粉尘排放浓度的数据,采取相关的检查检漏措施,可有效控制粉尘的排放浓度,从而保证脱硫系统的正常运行。此外,低压脉冲袋式除尘在脱除细粉尘(PM10、PM2.5)方面,具有显著的优势,是目前治理PM2.5的重要手段。同时由于部分细颗粒上富集了大量的汞,袋式除尘器还能去除烟气重金属汞。研究数据表明袋式除尘器的平均汞脱除效率为58%。
SCR系统产生的SO3还会与脱硝还原剂氨反应生成(NH4)2SO4和NH4HSO4,而硫酸氢氨在后续的中温和低温段的温度区间内具有很强的粘性,造成大量灰分沉降在金属表面,引起锅炉空气预热器和除尘器堵塞和积灰。智能监测系统设置了氨逃逸的专门检查装置,通过对测试数据的记录,可及时控制系统喷氨量,从而减少(NH4)2SO4和NH4HSO4的生成,避免对后续设备造成的负面影响。
处理工艺中任何设备的阻力变化,都会对综合系统的正常运行产生一定的影响。如锅炉空预器因(NH4)2SO4和NH4HSO4的沉积阻力增加,或布袋除尘器的阻力增加,GGH烟气再热装置、脱硫塔除雾器也会因灰尘堵塞阻力增加,会使生产系统风机风量减少,导致生产工艺负荷降低,产量下降,并直接影响脱硫风机的出力前移,造成脱硫系统动力不足,烟囱排气不畅,扩散效果下降,严重时烟气流速降低,烟道粉尘沉降。智能控制系统,通过测试易造成系统阻力增加设备的压差和系统不同位置的压力显示值,及时进行清灰操作,保证多污染物综合治理系统稳定正常运转。系统结构图如图1。
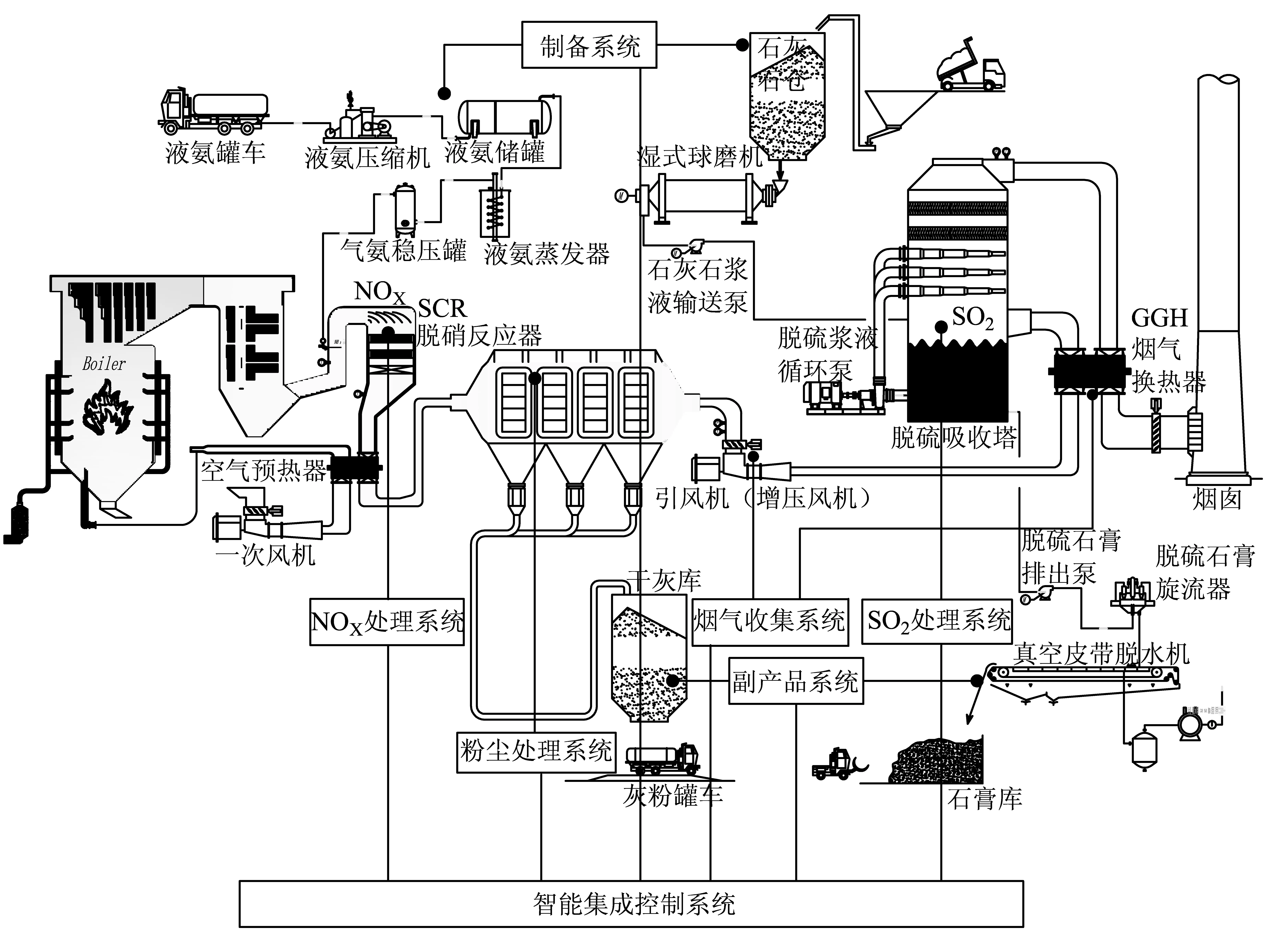
图1 智能控制系统结构
1.2节能降耗关键技术
该系统通过提升各污染物单体治理装置的自动化水平,建立了良好的自动化基础,同时集成化、统一化管理多污染物控制系统,充分利用协同脱除能力,发挥相互之间的正面互补作用,避免干涉消弱影响,在达到最佳综合治理效果的同时,可有效降低污染物治理装置的平均能耗。
主要技术措施包括:采用智能喷吹控制系统,通过对除尘设备压力压差的实时监测,采取适度清灰、定时喷吹、定压差喷吹、跳跃喷吹等多种控制程序,可使设备运行阻力控制在1 200 Pa,较普通袋式除尘器低300 Pa。通过优化设计吸收塔尺寸,实时监测除雾器阻力变化,自动控制喷淋清灰等措施,脱硫塔阻力较其他塔型阻力降低200~300 Pa。对脱硝反应器采取合理的气流分布设计,实时监测阻力变化值,及时进行清灰程序,有效降低反应器的阻力较常规装置200 Pa。
1.3智能专家系统关键技术
智能专家系统软件是建立在智能感知、智能自动控制之上的,是以现场数据为基础的智能化的计算机软件系统(专家系统),属于人工智能范畴,将钢铁领域专家的知识、经验加以总结,形成规则,存入计算机,建立知识库,然后采用合适的控制策略,按输入的原始数据进行推理、演绎、做出判断和决策,其着重于解决处理实际问题。通过专家系统,输入故障特点和原始数据,调用知识库中的相应知识,经过推理、演绎、做出判断和决策,反馈给操作人员。专家系统充分利用计算机高速度、大容量的优势,及时高效交流信息,提出判断和决策,不受空间、时间和环境的影响。智能专家系统软件的主要功能有控制优化功能、专家诊断功能、事故预警功能、事故应急处理功能、数据智能处理功能、二次开发等功能。
2系统设计与实现
多污染物智能处理系统包括粉尘处理系统、SO2处理系统、NOX处理系统、脱除剂制备系统、副产品系统(灰、脱硫渣等综合利用)。粉尘处理系统:高效低压脉冲喷吹袋式除尘技术,采用袋式除尘的过滤原理技术,使含尘气体得到净化,排放浓度低,是满足当前新排放标准要求的首选除尘设备。SO2处理系统:采用高效低耗石灰石-石膏法烟气脱硫技术,是当今主流烟气脱硫技术,占在建和已建脱硫系统的90%以上。NOX处理系统:采用选择性催化还原法,在催化剂的作用下,利用还原剂来“有选择性”地与烟气中的NOX反应并生成无毒无污染的N2和H2O。该技术对烟气NOX控制效果十分显著,技术较为成熟,目前已成为世界上应用最多、最有成效的一种烟气脱硝技术。上述处理系统中还包括脱除剂制备系统、副产物处理系统、公辅系统、智能控制系统。其中,脱除剂制备系统的主要用途是制备处理SO2、NOX等污染物的化学试剂。副产物处理系统主要包括除尘清灰的输送、存储,脱硫渣处理处置、输送、存储。智能控制系统是整体装置的核心和心脏,检测系统参数、分析统计数据,最终通过电控系统执行命令,使治理系统正常运转。
智能化烟气多污染物治理系统是以现场智能感知仪表、智能单机设备、DCS自动化控制系统为基础,结合网络传输、智能化专家系统、智能信息化设备管控系统等方面综合集成的多污染物智能化控制系统。智能化功能主要体现在智能感知功能、智能控制功能、控制优化功能、智能管理功能等方面,主要结构如图2。
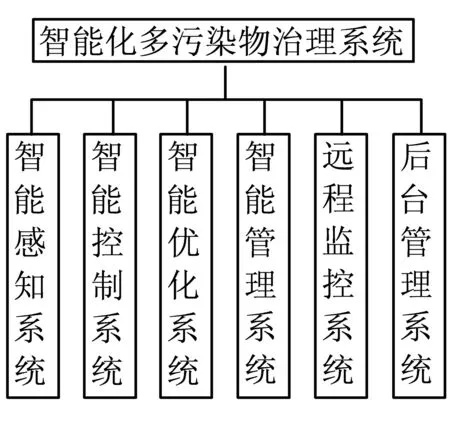
图2 智能化烟气多污染物治理系统主要结构
智能化烟气多污染物治理系统软件采用基于Web服务的BS(Browser/Server)架构,即浏览器和服务器架构。核心数据和业务功能模块集中于后台,客户端采用标准的网页浏览器。用户工作界面通过WWW浏览器来实现,极少部分事务逻辑在前端(Browser)实现,主要事务逻辑在服务器端(Server)实现。这种结构能大大简化客户端电脑载荷,减轻系统维护与升级的成本和工作量,降低用户的总体成本。智能专家系统的硬件由Web服务器、数据库服务器、操作员终端构成。智能专家系统的软件采用.NET平台,.NET平台是Microsoft用以创建XML Web服务(下一代软件)的平台,该平台将信息、设备和人以一种统一的、个性化的方式联系起来。借助于.NET平台,可以创建和使用基于XML的应用程序、进程和 Web 站点以及服务,它们之间可以按设计在任何平台或智能设备上共享和组合信息与功能,向单位和个人提供定制好的解决方案。本系统采用微软.NET平台和Visual Studio 2010集成开发工具,开发语言采用C#、ASP.NET,数据库采用SQL SERVER 2012。
打开浏览器,在地址栏输入服务器地址,打开登录界面,在登录界面中点击右下角的“实时监控”按钮,可以打开远程监控实时观察现场生产情况。如果想登陆进入系统,在登录界面中输入用户名、密码
和验证码信息,点击“登录系统”按钮,就进入到系统主界面,它是整个系统操作的平台,该平台上面是logo部分,左边是菜单,右边是工作区。
控制优化系统以专家系统为基础,借鉴专家系统的规则定义、推理机模型以及规则推理等模块,增加数据智能采集功能对生产中各个系统之间的协同工作进行优化,并实时为用户提供优化策略,改进生产流程。
3总结分析
该系统是以多污染物的脱除率达到或优于国家标准、系统能耗有效降低为目的,以多污染物综合控制战略和综合管理为思想,结合智能仪表感知、DCS自动控制、网络信息技术及人工智能技术,在完善集成化自动控制的同时实现智能调度与管理、智能测量与诊断、决策和执行,是信息自动化技术和智能技术与多污染物一体化控制战略的融合与集成。其各项技术指标均代表了节能环保行业的先进水平,与同行业其他系统相比,不同之处有以下几点:①首次提出了多污染物智能控制的理念,改变了污染物单一控制的模式,从根本上提高了除尘、脱硫、脱硝的综合治理效率,达到多污染物同步控制、统一治理的目的。②通过采用监测压差、智能控制喷吹等手段,粉尘排放浓度优于国家标准要求,达到国内领先水平。③统一的智能控制系统,有效控制了处理工艺之间相互的负面影响作用,提升了系统智能化水平,显著提高了系统的节能效果和稳定运行率。④自主研发智能专家系统控制软件,具有专家诊断功能、事故预警功能、事故应急处理功能、数据智能处理功能等多种智能管理功能,与普通控制系统相比,实现了飞跃的发展。该系统的应用,不仅符合智能制造装备自动化、集成化、信息化、绿色化的发展趋势,同时是智能化理论与技术在节能环保产业高端装备和制造过程中的有效应用,实现多污染物治理的智能化和信息化,优化运行管理,提高生产效率,降低能源、资源消耗,在节能环保的多污染物治理领域具有重要示范作用。
作者简介李勇,男,汉族,硕士,高级工程师,现主要从事工业自动化方面的工作及研究。
(收稿日期:2015-11-26)
Research and Development of Intelligent Systems on Multi-smog Pollutants Control
LI Yong
(SinosteelTianchengEnvironmentalProtectionScience&TechnologyCo.,Ltd.Wuhan430205)
AbstractPower, steel, chemical and other industries not only are the important energy consumption industries, but also the main enviornmental pollution sources. So in this paper, focused SO2, NOX and other major pollutants as control targets, the intelligent multi-smog pollutants control system is researched and developed. At the same time, the system realizes energy conservation by raising the intelligence level of the environmental management system and improving running performance. The intelligent system technologies are applied to achieve multi-pollution collaborative governance, improve operational management level to deal with volatility and promote core technology, that is, to break the monopoly and blockade of foreign manufacturers in the high intelligent devices, which is significant to the transformation and development of the entire environment protection industry.
Key Wordsenergy consumptionmore pollution governanceenergy conservationcollaborative governance
