“雪龙”号大型吊机改装技术浅析
2016-07-16陈英
陈 英
(中国船舶及海洋工程设计研究院 上海200011)
“雪龙”号大型吊机改装技术浅析
陈 英
(中国船舶及海洋工程设计研究院 上海200011)
[摘 要]“雪龙”号科学考察船是我国目前唯一专门从事极地考察、后勤物资补给和人员运输的第3代极地考察破冰船。文章主要针对此次大型维修改造过程中货舱两套双吊的拆卸改装技术、工艺等进行分析研究,并对有效利用原船吊机底座及结构加强做进一步的分析介绍。
[关键词]科学考察船;货舱双吊;拆卸;安装;底座及结构加强
引 言
“雪龙”号科学考察船(以下简称:“雪龙”号)是我国目前唯一专门从事极地考察、后勤物资补给和人员运输的第3代极地考察破冰船,由乌克兰赫尔松船厂于1993年3月建造完成。原设计为北极地区多用途运输船,具有B1级破冰能力,设计破冰厚度为1.1 m,可调螺旋桨,船体用D、E级钢板制作,可耐受-40℃的严寒气候。历经3次局部改造,船上安装了多学科的科考仪器设备,还有约687 m2的科考实验室,从而使该船不仅能完成极地补给运输任务,还可承担一定的两极海洋科学与气象学的科研考察任务。本文主要针对此次大型维修改造过程中货舱两套25 t-22 m双吊的拆卸改装技术和工艺等进行分析研究,以供后续改造船舶参考。
1 吊机设计技术分析
“雪龙”号货舱双吊需要具有作业环境温度低、破冰振动大、极地环境风载荷频繁、无外部支持条件下维修性要求高等特点。本次改造对货舱双吊作了以下改进[5]:
(1)将绞车移进塔身内部,提高了设备的可靠性和可维修性;
(2)吊臂结构由桁架改为箱型结构,减小了原桁架臂易积雪、结冰的影响;
(3)采用具有抗腐蚀性、阻燃性、环保无毒的发泡材料,实现了对机舱、司机室的保温防护;
(4)低温环境下增加了吊机机舱自动加热保温功能;
(5)通过对液压系统的改进设计,解决了低温环境易漏油的问题。
(6)采用海工吊的规范设计,对筒体等作了加厚处理,以便双吊能在极地等无码头停靠环境下使用。
2 吊机拆卸技术分析
由于吊机为双体式,体积庞大,如何拆装及与原船结构形成最合理对接是此次技术改造的难点所在。
现在主要针对吊机拆装技术作进一步分析介绍。
原船两套25 t-22 m双吊下方筒体结构是嵌入甲板桅屋形式的,在吊机本体与船体结构之间采用锥形过渡段连接,锥形段与下方筒体的焊缝在桅屋平台以下约300 mm处。详见图1和图2所示。

图1 原船吊机底座及结构
为最大程度减少现场施工量,本次改造应尽可能保留下方筒体底座。从平台上看,桅屋上方平台在筒体连接处为焊缝裸露的凹陷结构,所以考虑从锥形段与下方筒体连接的焊缝处割除原吊机设备。橙色部分为锥形过渡段,绿色部分为下方筒体底座(见图3)。
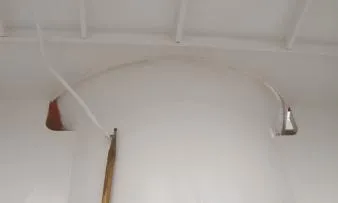
图2 原船吊机筒体过渡处

图3 原船吊机筒体连接处
原船吊机规格为2×25 t@3.0-22 m,每套双吊自重约150 t,吊杆重约1.2 t,单个吊钩配件重约480 kg,双吊本体(不含过渡段)高约12 464 mm,吊臂长(水平状态)24 476 mm,最宽处(双体回转盘处)约9 360 mm。
拆卸方案如下:
(1)将吊机放置在吊臂搁置位置;
(2)测量并充分利用原船双吊上的现有眼板起吊;
(3)拆除起升、变幅钢丝绳,断开船上为吊机供电的电源,拆开联接电缆;
(4)拆开吊臂根部绞点安装螺栓,将吊臂从船上吊离;
(5)松开单吊回转支承与回转台安装螺栓,将塔身从船上吊离;
(6)松开回转台回转支承与基柱法兰安装螺栓,将回转台从船上吊离;
(7)采用自动切割机从甲板面上焊缝处沿垂直锥筒面割掉上部基柱。
3 吊机安装技术分析
新吊机规格与原来相同,自重约115 t,吊臂长度与原设备相近。双吊在码头拼装后由岸吊吊至船上,设备厂家提供锥形过渡段,由船厂焊接至原下方筒体底座上。由于原船图纸缺少尺寸标注,筒体结构板厚等无法得知。根据现场勘测,下方筒体直径约2 400 mm(图纸测量为2 400 mm,现场测量包括板厚约为2 417 mm),锥形过渡段上方筒体直径约3 500 mm(图纸测量为3 500 mm,现场测量包括板厚约为3 550 mm),过渡段(滑环距离下方直筒体焊缝处)经图纸测量高约2 000 mm。
方案1:设备厂家提供2 100 mm高的锥形过渡段,锥形段下方直径为2 400 mm(包括板厚),开好开坡口。船厂切割原锥形段后通过焊缝填平与新锥形段的板厚差异。
方案2:设备厂家提供约2 300 mm(200 mm为余量)高的锥形过渡段,锥形段下方直径小于2 400 mm(包括板厚)。船厂切割原锥形段后实际测量下方筒体直径及板厚,切割厂家根据实际尺寸提供的过渡段下口200 mm余量,直至直径与下方筒体结构相吻合,再开坡口对接焊,下口余量切割需要保证水平。
方案1的优点在于预舾装工作准备充分,减少船上作业时间,便于安装。但是由于原船筒体壁厚没有资料,实船无法测量,风险难以把控。方案2采取留余量的方式,现场切割可以保证筒体对接的精度,但实际上由于筒体下方是锥形过渡段,要精确切割出所要求的直径也是非常困难的。根据建造精度要求,对接筒体建造精度偏差Δφ≤3 mm(极限偏差Δφ≤5 mm)[1]。为保证精度要求,最终采取方案二。在过渡段焊接之前对底座尺寸、板厚及水平度进行精确测量。底座切割好以后对直径进行测量,再根据锥度换算出新筒体的高度,避免反复测量引起的变形,有效保证对接精度。
在底座切割以后,切割面需要保证水平,平面度误差≤0.20 mm。过渡段焊接至下方筒体后,必须检查、测量法兰水平度,如果水平度达不到要求,需进行机加工修正[2]。过渡段及筒体底座必须保证垂直,垂直度偏差为≤1H/1 000(极限偏差≤1H/1 000)[1]。筒体对接后再对焊缝进行100%超声波探伤检查[3],合格率为100%。
4 结 论
本船大型吊机的拆卸和安装是通过测量和预估筒体厚度,在船还没有进坞改造时,吊机及筒体已完成设计并生产,因而整个设计交货期缩短至9个多月。此次所采用的专门拆装工艺,不仅有效利用了原船吊机底座及结构加强,也为本次改造赢得了大量时间。
[参考文献]
[1] 中国标准出版社.船舶建造质量标准·建造精度[S]. 2003.
[2] 杨祥裕.解决克令吊基座法兰平面度超差的简易方法[J].广东造船,2011(4):59-61.
[3] 船用克令吊安装工艺规范[M].北京:中国标准出版社.
[4] 中国船级社.钢质海船入级规范[M]. 北京:人民交通出版社,2006.
[5] 江创宏,1 700 TEU船克令吊筒柱的改进设计与结构强度分析[D].哈尔滨:哈尔滨工程大学,2001.
retrofi t technique of giant crane on “Xuelong”scientifi c research ship
CHEN Ying
(Marine Design & Research Institute of China, Shanghai 200011, China)
Abstract:“Xuelong” scientific research ship is the third generation of the polar expedition ice-breaker that only serves as scientific research, logistics supplies people transportation. This paper studies the dismounting and retrofitting technique of the two union purchase derricks in the cargo hold, and analyzes and introduces the effective utilization of the original crane base and the structure reinforcement.
Keywords:scientific research ship; giant grane; disassemble; retrofit; structural reinforce
[中图分类号]U664.4+3
[文献标志码]A
[文章编号]1001-9855(2016)02-0077-03
[收稿日期]2015-05-07;[修回日期]2015-11-16
[作者简介]陈 英(1981-),女,高级工程师,研究方向:船舶舾装与科考设备。