基于PLC的数控车床故障诊断与维修实训装置
2016-07-15吴南
吴 南
(辽宁机电职业技术学院 材料工程系,辽宁 丹东 118009)
基于PLC的数控车床故障诊断与维修实训装置
吴南
(辽宁机电职业技术学院 材料工程系,辽宁丹东118009)
摘要:为了满足数控机床故障诊断与维护专业的实践教学需求,节约成本,有效利用现有资源,提高专业教师的实践能力,以PLC和触摸屏为核心,设计了一种能够满足数控机床维修专业教学做合一教学模式需求的实训设备,能够同时完成机械装调、电气装调、PLC程序调试、机电联调等功能,有效的服务于“教学做合一”理论的教学模式,从而提升了课堂的教学效果,提高了学生的实践能力。
关键词:数控机床;PLC;电气控制;故障诊断
为满足数控机床故障诊断与维护专业“教学做一体化”教学模式的教学要求,优化资源配置,以可编程控制器(PLC)为核心,对陈旧设备进行技术改造和升级,设计出一种能够为数控机床故障诊断与维护专业服务的“教学做一体化”教学设备,以最小的投入实现旧设备最大的应用价值,具有切实的意义。目前数控机床故障诊断与维护专业的教学设备种类繁多,其功能相近,能够满足教学过程中部分实践任务,但仍然无法满足“教学做一体化”的教学要求,且功能单一,价格较高。依据在数控机床故障诊断与维护专业“教学做一体化”教学过程中的实际需求,设计一种基于PLC的教学做一体化实训设备,能够满足该专业数控机床电气控制技术、数控机床PLC技术应用、数控机床装配与调试、数控机床故障诊断与维护专业课程的教学任务,同时教师可以通过触摸屏对数控机床进行故障设置,学生运用所学知识排除故障,从而提高其解决实际问题的能力[1]。
1系统组成
1.1系统功能设计
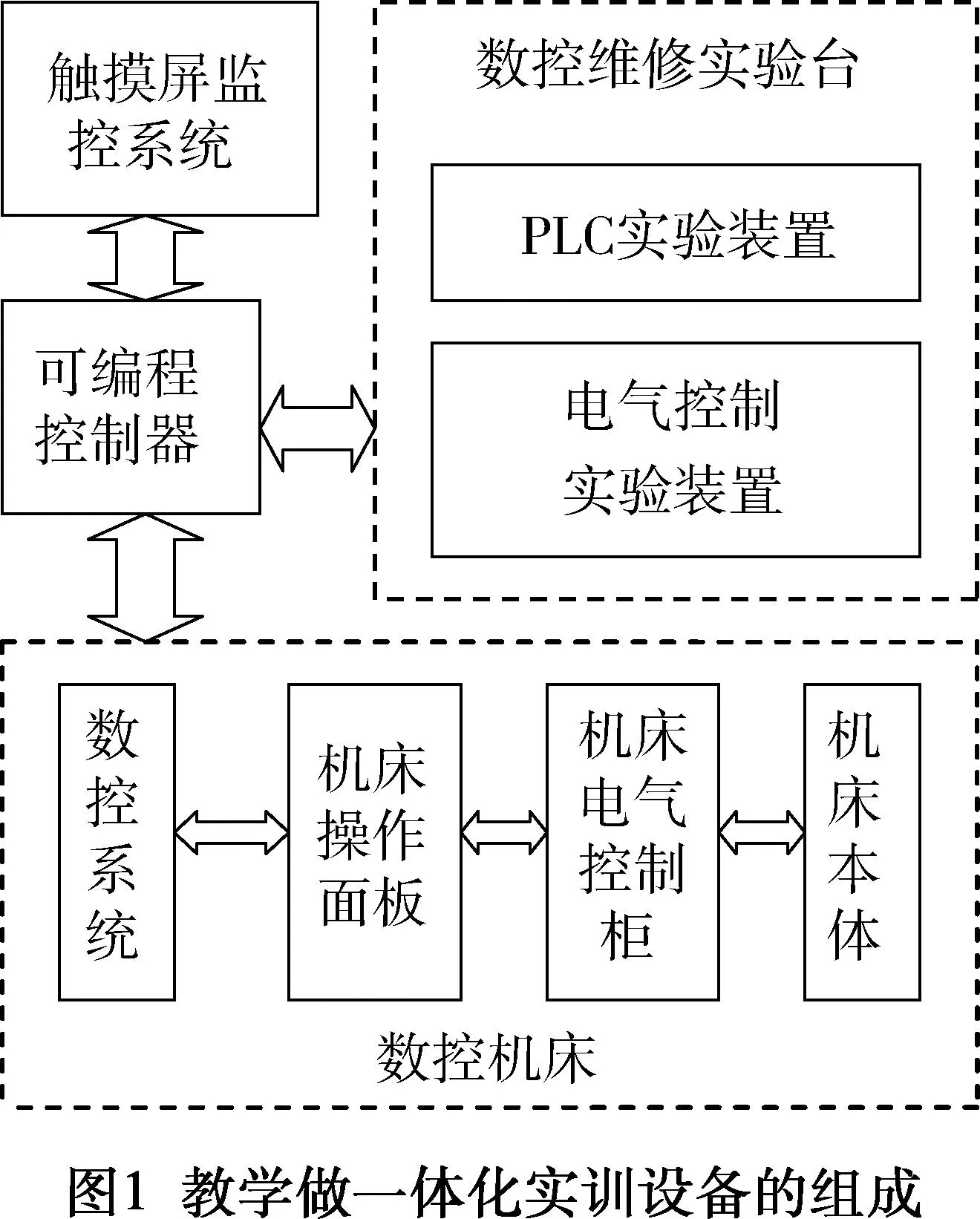
教学做一体化实训设备主要是对CAK6136B数控车床进行技术改造和技术创新,拆除该机床的数控系统及电气控制柜,对电气控制柜进行重新设计、布局,以满足电气装调、PLC控制系统设计、故障设置等功能。保留的机床本体用作机械部分、液压部分装调的实践教学任务。设备的完成能够为数控机床故障诊断与维护专业的“教学做一体化”课程提供良好的教学服务。设备的组成如图1所示。图1中的触摸屏可以数控机床进行故障设置和故障诊断;数控机床部分可以对学生的机械装调、电气装调和数控维修的中和能力进行训练;数控维修实验台部分可以对设备控制技术和PLC技术课程进行实践训练[2]。
1.2数控机床故障诊断实验台的设计
数控机床故障诊断实验台是设备的主要操作区,采用开放式结构,与机床本体相结合,在保留数控车床原有的功能基础上,还可以进行电气控制线路接线、PLC硬件电路及软件程序设计,数控机床故障设置与诊断等功能。其总体外形如图2所示。

图2中1区为数控机床电气元件安装接线区,与数控机床电气柜一致,采用开放式设计,通过透明有机玻璃门直接观察到电气柜中各元器件的状态;2区为数控系统安装区;3区为触摸屏安装区,实现对数控机床电气故障的设置;4区为PLC控制器及相关电气元件安装区,通过插拔式连接线进行电气PLC硬件接线及PLC软件程序的调试;5区为实训工具存放区。系统的各个分区和机床本体有机的结合,灵活应用,能够满足数控维修专业核心课程的实践教学任务。
2主要电气控制单元设计
为保证加工质量以及设备的先进性,重新设计了数控机床的电气控制系统,并采用SINUMERIK 808D数控系统,该系统是一款面向全球市场、针对铣床和车床的数控产品。对车床而言,系统可以控制三个轴,其中包括一个主轴和两个进给轴,主轴是通过一个模拟量主轴接口连接,进给轴通过两个脉冲驱动接口与SINAMICS V60伺服驱动系统连接[3-6]。
2.1主传动电气控制系统
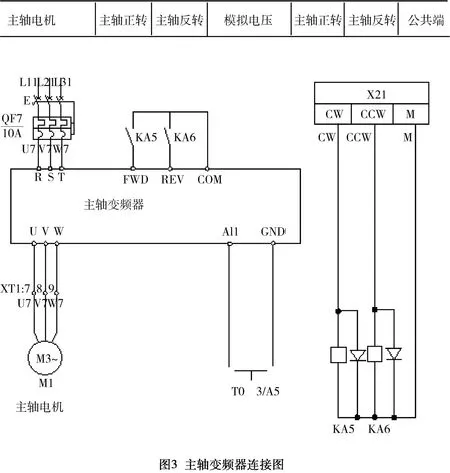
设备的主传动是把电机的转速和转矩传递给主轴,工件可以在不同的速度下运动,其性能的好坏直接影响工件加工的质量和效率。设备的主轴由MINI-L-4T00015M变频器控制,额定输出电流3.7 A,输入电压三相380 V,频率范围0 HZ~400 HZ,其电气接线图如图3所示。
2.2进给传动控制
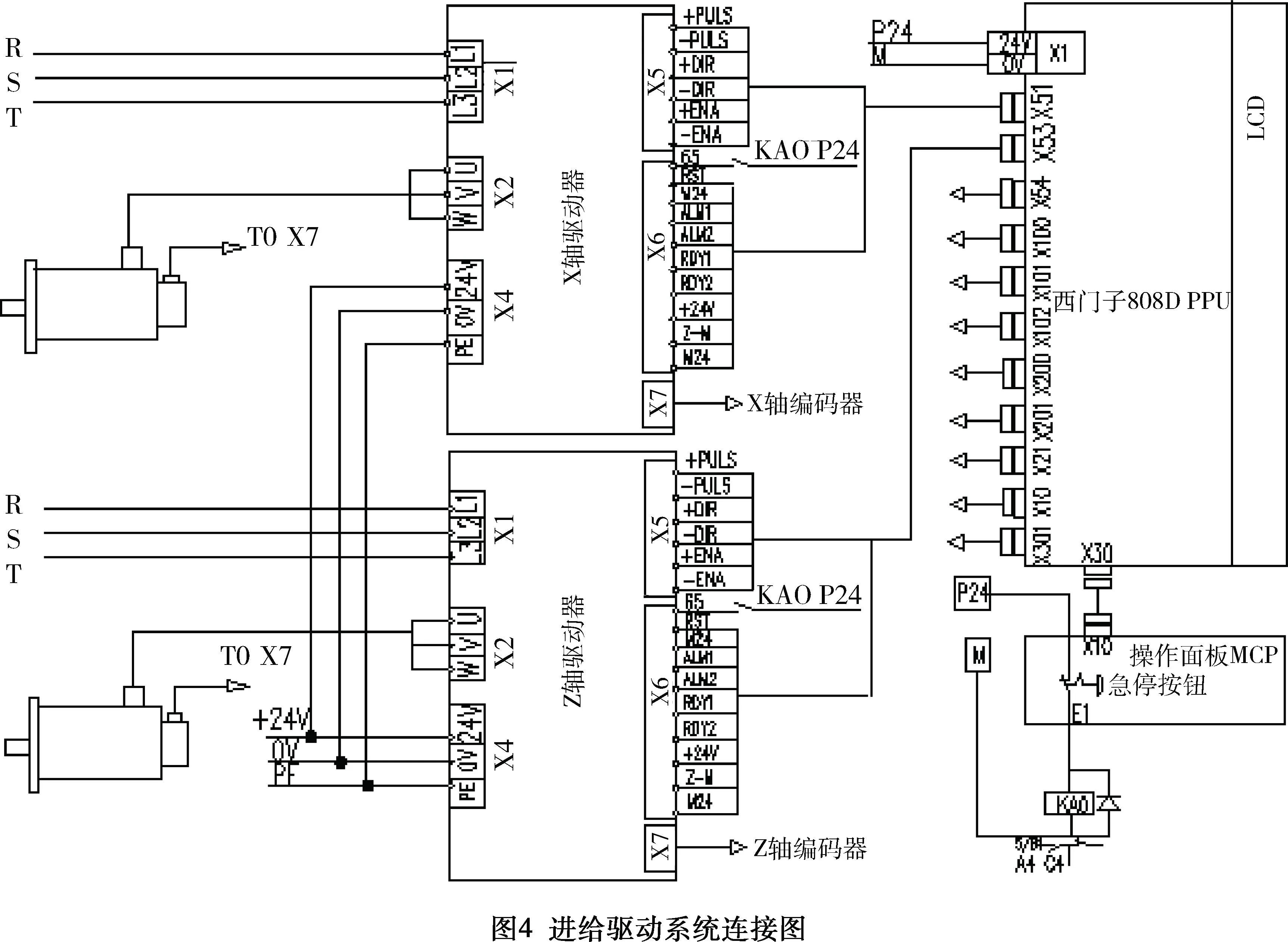
数控系统发送指令,驱动刀具精确定位和按规定的轨迹做相对运动,是通过对进给轴精确控制,方可加工出符合要求的零件。本设计的进给轴X轴和Z轴由两套西门子SINAMICS V60伺服驱动系统控制,SINAMICS V60适合于经济简单的应用场合,包含CPM60.1单轴驱动模块和1FL5交流伺服电机以及配套电缆。驱动模块只能与功率相匹配的伺服电机配套使用。由于驱动、电机组合在出厂前已经预调到最佳配置,所以可大大节省驱动系统的现场调试时间。进给驱动系统的电气接线如图4所示。
3多功能控制系统设计
3.1多功能控制器的设计
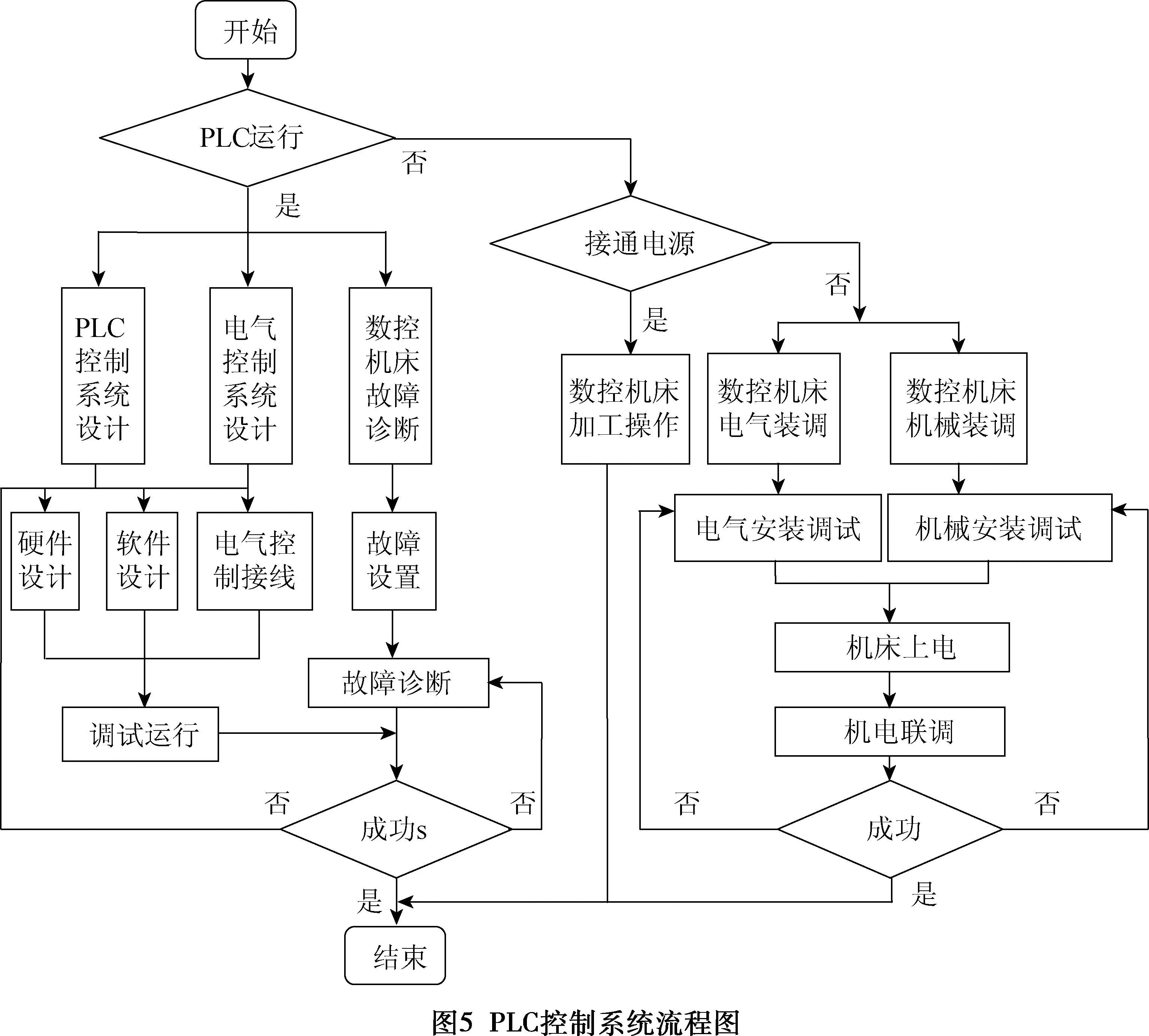
设备在具备数控机床原有的功能基础上,还具有电气控制线路安装接线、PLC硬软件程序设计、故障设置等功能。设备集多功能于一体,通过PLC控制器和触摸屏操作可以灵活的在各个功能之间进行转换,便于不同实践任务的实施[7-8]。不同功能之间的转换主要由PLC梯形图程序控制,其控制流程如图5所示。
3.2故障监控界面的设计
故障设置界面采用台达B07S411触摸屏,应用DOPSoft 1.01.08软件,利用其丰富的图形库和灵活的动画功能,设计出逼真的动画界面,实时显示设备运行状态以及丰富的控制过程。主要包含故障设置、故障显示、电气实验、时间设置四个功能。故障设置按钮,可以对数控机床的主轴、刀架、电源等线路进行故障设置,此时可进行数控机床故障诊断与维护和数控机床装配与调试课程的实践;故障显示按钮,可以实时显示当前故障状态。按下电气实验按钮,系统进入电气接线调试和PLC控制系统设计环节,此时可以进行数控机床电气控制技术和数控机床PLC技术课程的实践。
4功能设置
4.1故障诊断功能设置
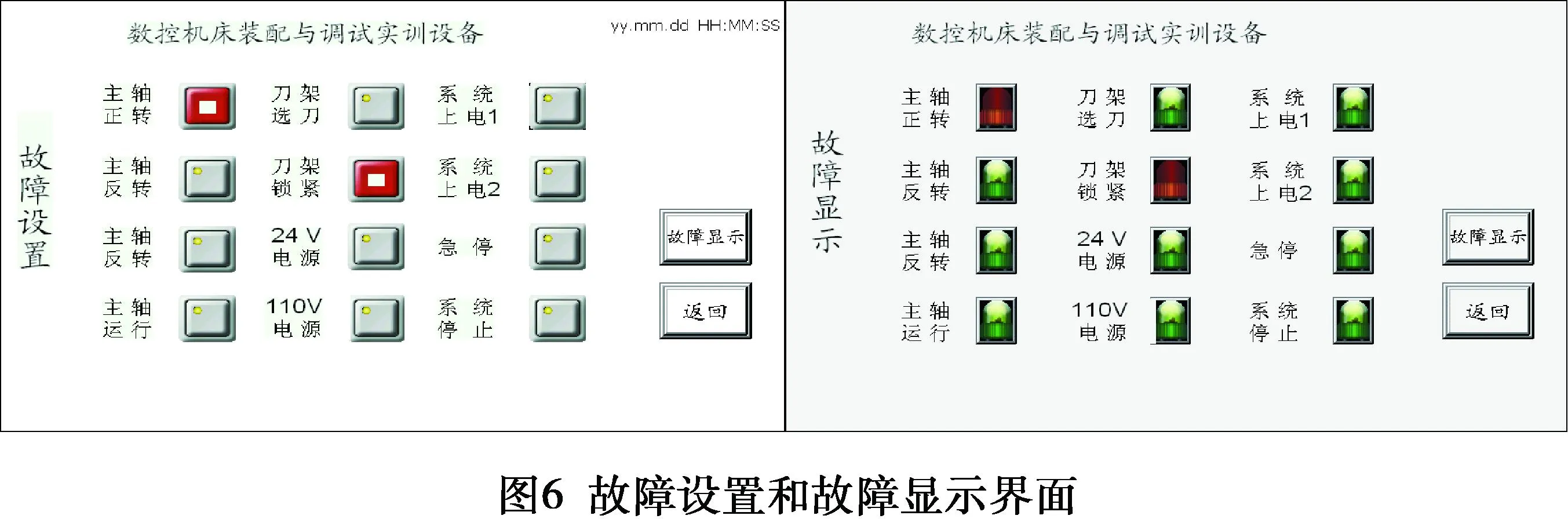
故障诊断功能是实验台的主要功能,系统上电后,按下触摸屏上的故障设置按钮,进入故障设置界面,按下主轴正转、刀架锁紧按钮,然后,打开SINUMERIK 808D数控系统,在手动模式下,主轴正转和刀架锁紧功能无法实现,即故障设置成功,按下触摸屏上的故障显示按钮,显示实时故障状态为主轴正转故障、刀架锁紧故障。此时,触摸屏故障设置界面和故障显示界面如图6所示。
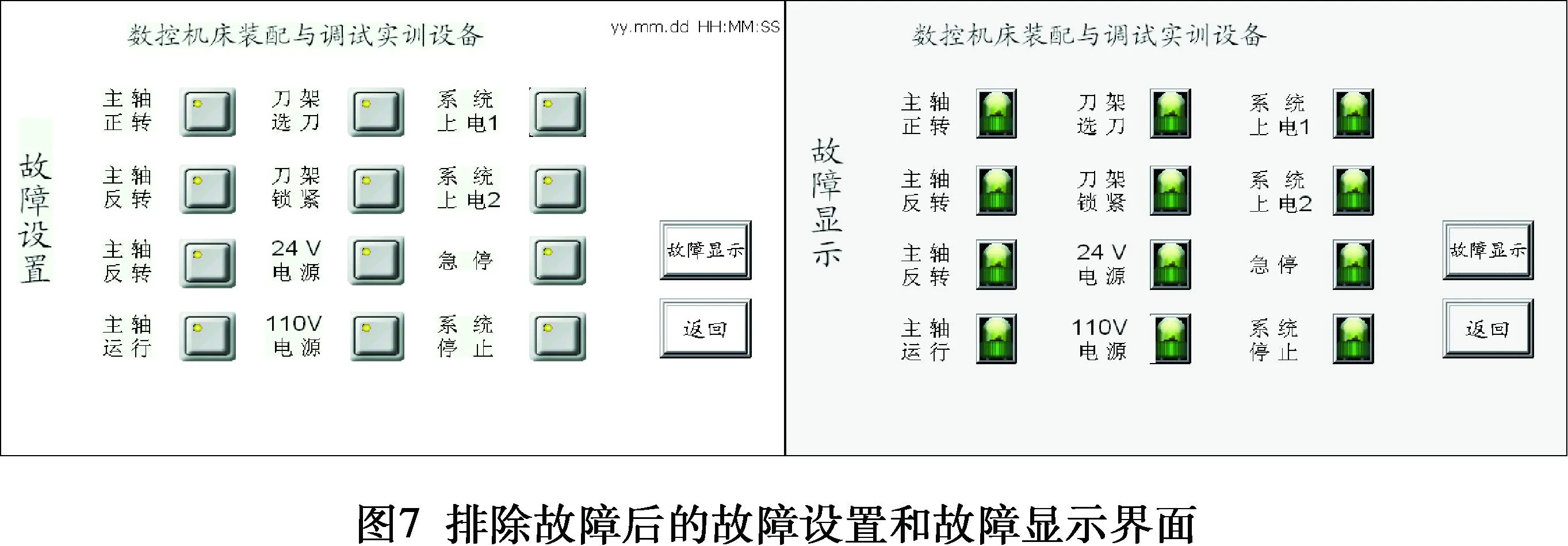
故障设置完成后,学生对故障现象进行分析,应用检测工具对相关故障点进行检测、排查,最终排除故障。排除故障后触摸屏故障设置和故障显示界面如图7所示。
4.2其它功能设置
按下触摸屏上的电气实验按钮,此时故障设置功能失效,可以进行电气控制及PLC控制程序设计实验,通过香蕉式插头连接线进行硬件电路的接线,结合PLC控制程序,实现对机床主轴、刀架等架构的运行控制,有效的提高了学生的实际应用能力。
5结束语
“教学做一体化”实验台的开发将PLC、触摸屏与数控机床有机结合,完善了设备的功能,可以设置多个故障现象,同一故障现象又表现出不同的故障点,便于学生系统灵活的分析故障现象,找到故障点,快速的排除故障,提升自身分析判断能力,增强实践技能。为“教学做一体化”教学模式的有效实施提供了良好及实践平台。
参考文献:
[1]汪彬,张龙. 一种新型的数控维修实训设备的研制与开发[J].制造技术与机床,2010(12):71-74.
[2]赵美林.CA6140车床的数控改造[J].机床与液压,2006(4):208-211.
[3]西门子(中国)有限公司.SINUMERIK 808D_PLC 子程序库手册[G].
[4]西门子(中国)有限公司.SINAMICS V60 CPM60.1 操作说明[G].
[5]西门子(中国)有限公司. SINUMERIK 808D_电气安装手册[G].
[6]西门子(中国)有限公司. SINUMERIK 808D_功能手册[G].
[7]数控机床装调维修工国家职业标准[S].北京:中国劳动社会保障出版社,2007.
[8]邓三鹏. 数控机床故障诊断与维修[M]. 北京:机械工业出版社,2013.
NC Machine Tool Fault Diagnosis and Maintenance of Training Equipment Based on PLC
WU Nan
(Department of Materials Engineering, Liaoning Mechatronics College, Dandong 118009,Liaoning, China)
Abstract:In order to meet the demand of NC machine tool fault diagnosis and maintenance professional practice teaching, cost savings, effective use of existing resources and improve the professional teachers’ practical ability, with PLC and touch screen as the core, we designed a kind of training equipment for NC machine tool fault diagnosis and maintenance professional to meet the demand of “Integrative Teaching, Learning and Practice” teaching mode, which can complete the mechanical assembly and debugging, electrical assembly and debugging, PLC program debugging, electrical and mechanical alignment, etc. In the service of “Integrative Teaching, Learning and Practice” theory of teaching mode, it improved the effect of classroom teaching and the students’ practical ability.
Key words:CNC; PLC; electrical control; fault diagnosis
收稿日期:2015-12-06
作者简介:吴南(1982-),男,辽宁新民人,辽宁机电职业技术学院材料工程系讲师,博士生,主要从事农业机械化工程研究。
中图分类号:TG519.1
文献标识码:B
文章编号:1008-9446(2016)03-0033-05