除泡设备充排气速度控制方法的研究
2016-07-13贾松林张辰星李燕琴闫旭宏
王 毅,贾松林,张辰星,李燕琴,闫旭宏
(太原风华信息装备股份有限公司,山西 太原 030024)
除泡设备充排气速度控制方法的研究
王毅,贾松林,张辰星,李燕琴,闫旭宏
(太原风华信息装备股份有限公司,山西 太原 030024)
摘要:针对LCD显示行业中广泛使用的除泡设备,为了合理有效地降低回弹型再发气泡的发生率,提高除泡品质,探究了一种关于除泡设备充排气时间的控制方法,同时开发了一套自动控制系统。客户使用结果表明:通过对充排气时间的控制,较大程度上提高了除泡品质,且该控制系统功能稳定,使用方便,对气体如何影响除泡效果的工艺摸索又极具实用性。
关键词:除泡设备;充排气;时间控制
除泡机是LCD(Liquid Crystal Display)生产线上的关键设备之一。其主要作用是在密闭腔体内提供均匀稳定的温度和压力环境,对已经完成OCA贴合及偏光片贴附的产品进行处理,消除残存的气泡,同时在保证显示质量的前提下,增强贴合的强度。
目前市场上的除泡机大体分为两种:一种是IN-LINE式全自动除泡设备;一种是OFF-LINE式除泡设备。不论是哪种除泡设备,其除泡核心工艺均是要保证在密闭腔体内提供均匀稳定的温度和压力环境,温度、压力和除泡时间的控制是否合理,对除泡良品率有至关重要的作用。
1除泡原理及存在问题
为了使产品获得好的贴合效果,必须保证胶与贴合面之间有最大的接触面积,其中影响接触面积大小的因素主要有三个:时间、温度和压力。因为胶是一种粘弹体,具有一定的流动性,温度若适当提高可以增加胶的粘性,增加胶的流动性及滋润度,使其可以在较短的时间内与整个接触面积完全接触;压力可以提高胶的流动速度,增加滋润度并产生适当的挤压压力,催化空气的融入,使其扩散至OCA表面或融入OCA之中,达到去除气泡,增强显示效果的目的。压力和温度的合理作用可以加速胶体与接触面完全接触的时间,并保证良好的效果,如图1所示。
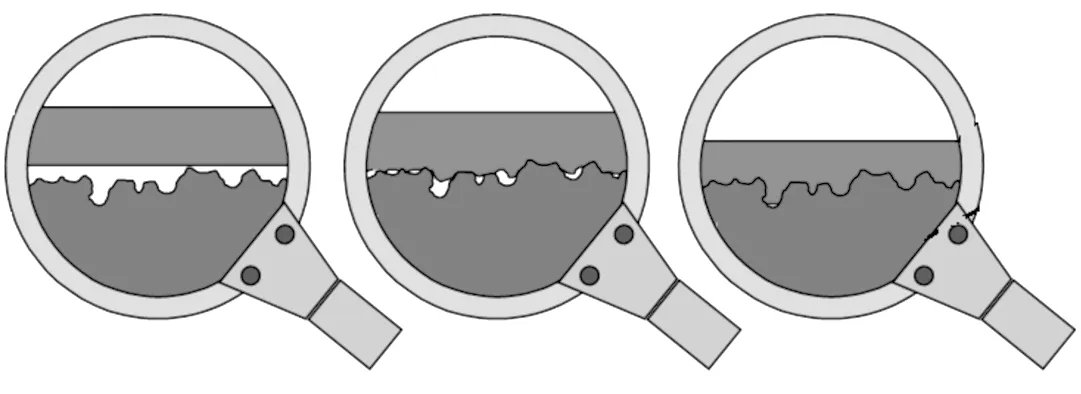
图1 胶带与接触面完全接触的过程
贴合完成后油墨层边缘容易留下整面性的气泡,如图2所示,因此需要通过除泡设备对产品进行处理,去除气泡。但是许多用户在生产过程中都会遇到这样的难题:贴合好的产品,经过除泡处理后当时气泡被完全处理掉了,但是放置一晚或几天之后,同样部位又重新出现了气泡,产品品质不能保证,失去竞争力。针对这一现象我们进行分析研究,分成两种特性来对待。一种是内应力型再发气泡:主要是由于贴合时内部有异物没有处理干净,导致胶体内部应力,影响粘结力,最终出现气泡;一种是回弹型再发气泡。

图2 残存气泡图片
回弹型再发气泡的产生原理如下:工作过程中除泡设备内部会升温、升压,使腔体内的温度和压力达到工艺要求的设定值,然后保持一段时间对产品进行处理,处理完毕后设备自动排气、降温流程结束。
产品在OCA贴合完成后放入除泡设备中,设备开始升温、升压至工艺设定值,此时保护玻璃、OCA胶带及油墨层都会受到温度、压力作用。由于OCA胶带为弹性体,因此其对温度和压力比较敏感,随着温度和压力的上升,胶带开始软化、充满间隙,设备保持温度和压力环境的过程中胶带依靠自身的性能可以与保护玻璃完全接触;此时保护玻璃也受到温度和压力的影响产生弹性形变。
工作完成后设备开始排气,压力降低的同时温度也急剧下降,排气完成的同时腔体内部气体的温度值会恢复到室温状态。外在压力迅速消失,保护玻璃本身会产生回复自然状态的趋势,但由于胶体的存在保护玻璃的回复受到影响;OCA胶带回复速度较慢,将产品从设备内部取出后其内部还会保持工作时的温度。在放置过程中,OCA胶带会逐渐冷却,冷却过程中胶带会产生收缩,如果在胶带收缩过程中,其本身的内聚力不足以抵抗保护玻璃局部的弹性形变,则有可能会在原先整面性气泡出现的部分产生OCA胶带被拉伸,气泡析出,就会出现我们上面说的放置一段时间后气泡再次出现的情况。
针对回弹型再发气泡,本研究开发的控制系统可以精准控制充气、排气时间,使加压与减压速度可控,这样使得保护玻璃和OCA胶带的软化、回复速度尽可能保持一致,很明显地降低了回弹型再发气泡的产生,提高了除泡良品率。
2控制系统的组成
本控制系统主要由硬件子系统和软件子系统组成。硬件子系统主要由PLC、电动球阀及相关传感器组成;软件子系统使用三菱PLC逻辑语言实现对硬件子系统的控制。
2.1硬件子系统
硬件子系统主要由PLC、传感器、执行单元及安全防护模块组成,通过CPU的逻辑控制、数据采集及开关量输出,实现各种数字量、模拟量数据的处理传输,以及对各执行单元的控制,同时通过安全传感器、电路保护装置、软件保护等
实现设备的安全防护,如图3所示。
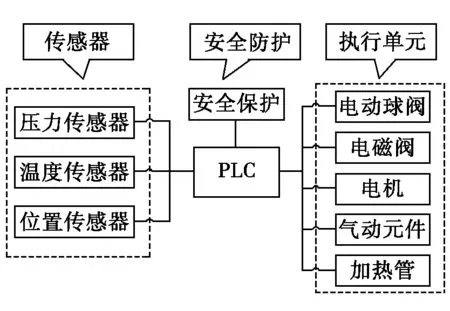
图3 硬件子系统框图
2.2软件子系统
采用三菱可编程控制器实现对系统的控制,而可编程控制器又包括CPU、ADDA等模块。整个工艺流程如图4所示。

图4 工艺流程
系统分为一般模式及可控模式两种,其中一般模式不执行时间控制,直接自然充气及排气,适用于原来的工艺;而可控模式则可以实现对进气及排气时间的控制,实现规定时间内的均匀进排气。
2.3控制算法
分段线性逼近法是将非线性优化问题线性化,然后将线性问题细分,利用线性优化方法求解的一种计算方法。
压力容器充放气曲线可以近似理解为y=kx+b的线性直线,其中y为容器压力,x为充放气时间,b为修正量。采用分段线性逼近法,以5 s为采样周期,将充放气过程细分,CPU每5s做一次运算,比较实际值跟计算出的目标值,若实际值(腔内实际压力值)小于目标值,控制电动球阀开一个单位角度,相反则关一个单位角度,以此类推,即可实现对充放气时间的控制。
3控制曲线及数据
本文以0.5 MPa为设定压力,进气和排气时间分为5 min、10 min、20 min及30 min四种情况,进排气曲线如图5所示。
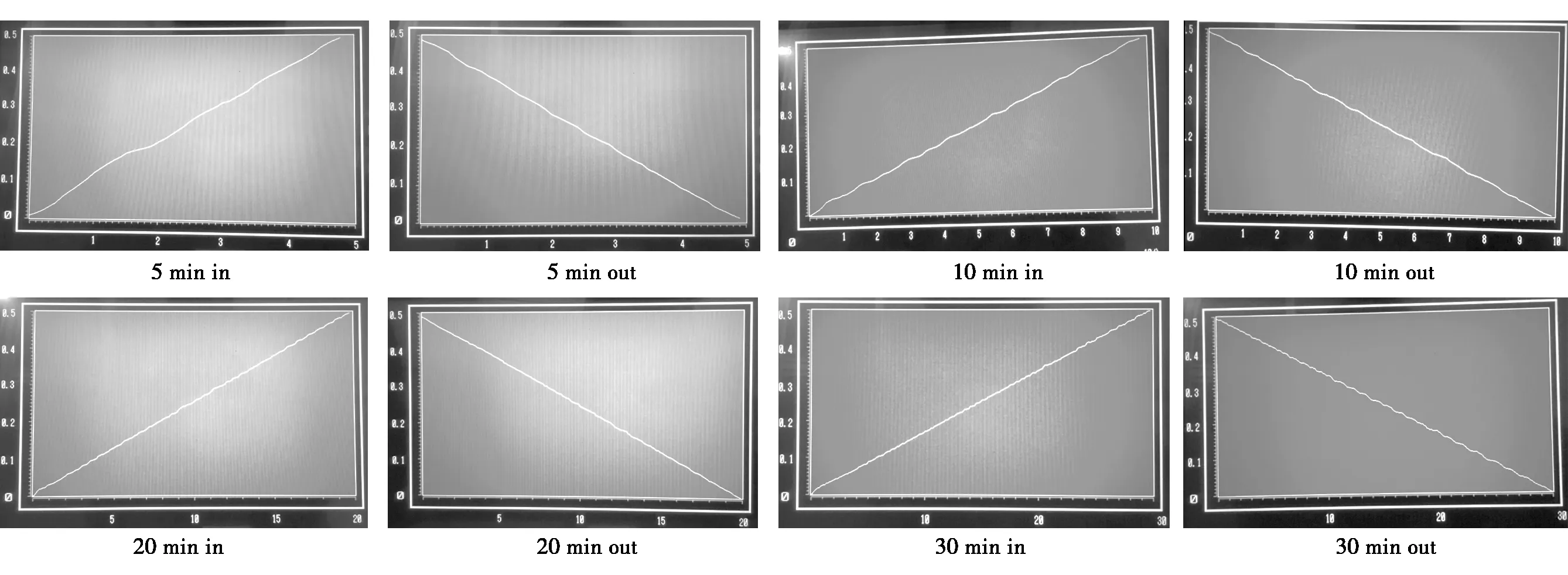
图5 控制曲线
四种设定时间下,通过大量试验,得出进排气实际时间误差统计,如表1所示。从表中可以看出,本文所述控制方法基本可以在一定误差范围内按照设定时间完成进/排气,控制方法相对较为合理。
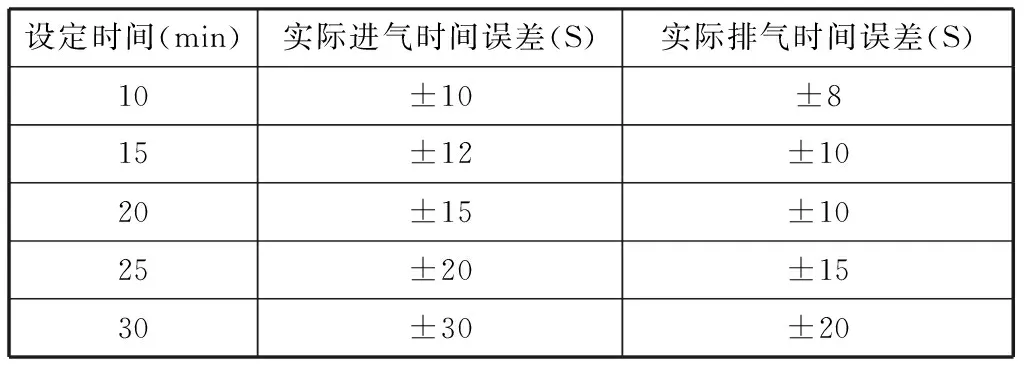
表1 时间误差统计
4结论
本文主要利用分段线性逼近算法,探究了一种关于除泡设备充放气时间的控制方法,并开发了一套自动控制系统。
客户使用结果表明:
1) 通过对充排气过程时间的控制,降低了回弹型再发气泡的发生率,较大程度提高了除泡品质。
2) 该控制系统功能稳定,使用方便,对气体如何影响除泡效果的工艺摸索又极具实用性。
参考文献
[1]刘豹,唐万生.现代控制理论[M].第3版.北京:机械工业出版社,2011.
[2]卢泽生.控制理论及其应用[M].北京:高等教育出版社,2009.
[3]李桂成.计算方法[M].北京:电子工业出版社,2013.
Research on Inflat and Exhaust Speed Control Method for Autoclave Machine
Wang Yi, Jia Songlin, Zhang Chenxing, Li Yanqin, Yan Xuhong
(TaiyuanFenghuaInformation-EquipmentCo.,Ltd.,TaiyuanShanxi030024,China)
Abstract:Autoclave equipments is widely used in LCD display industry, in order to reasonably and effectively reduce the occurrence rate of springback air bubbles, and improve the product quality, this paper designs a time control method for inflating and exhausting. This paper also develops an automatic control system. Customers' experiments indicate the advantage of the system. With the help of the system, product quality is improved clearly. And other advantages such as user-friendliness, stable performance and practically for technology exploration are also confirmed.
Key words:defoaming machine; inflating and exhausting; time control
收稿日期:2016-04-27
作者简介:王毅(1987- ),男,山西太原人,硕士研究生,主要从事电子专用生产设备的研发工作。
文章编号:1674- 4578(2016)03- 0093- 02
中图分类号:TP29
文献标识码:A