棉纺织集体落纱细纱机自动控制系统分析
2016-07-13张庆生
张庆生
(山西经纬合力机械制造有限公司,山西 晋中 030600)
棉纺织集体落纱细纱机自动控制系统分析
张庆生
(山西经纬合力机械制造有限公司,山西 晋中 030600)
摘要:FA532D型短车集体落纱细纱机是适应市场需求应运而生的产品。该机在整个落纱过程中通过自动化控制技术自动完成各部分动作与操作,省去了空纱管整理、满纱落纱及空管插入等人工操作环节,大大减轻了工人劳动强度,缩短了落纱时间,提高了设备纺纱精度,提升了管纱质量。
关键词:集体落纱;伺服系统;变频器
纺织工业是一个资源与劳动力密集型产业,但近年来由于受国际国内形势的影响,棉纺织企业的原料成本和劳动力成本不断增加,使得许多棉纺企业举步维艰,特别是近年来屡屡出现的“民工荒”,更使得不少棉纺企业的生产和经营难以为继。在这种情况下,通过提高纺织机械的自动化程度来减少用工和减轻劳动强度,进而使棉纺企业正常运作并得以发展便成为了应对困境的重要途径,而这对纺机制造企业来讲,是机遇更是挑战。
细纱机是棉纺工艺流程中的关键设备,其自动化程度的高低直接影响着棉纺企业的生产效率和效益[1]。细纱机技术发展到今天,电气自动控制已实现了对主要工业参数的控制,影响其生产效率的瓶颈问题主要是一些人工辅助动作,其中人工落纱动作用工量就很大,如能对落纱动作进行自动控制,既可节省人工,又能提高效率。因此细纱机集体落纱自动装置的开发具有了广阔的市场前景,成为了细纱机制造企业近几年来的重要开发项目。细纱机集体落纱是提高劳动生产率、减员增效、进一步提高纺纱质量的有效途径,但由于集体落纱动作复杂且精准度高,便对集体落纱装置的自动化系统的设计和自动化技术的应用有了更高的要求[2]。本文将针对山西经纬合力机械制造有限公司开发的FA532D短车集体落纱装置的自动化控制系统做出分析。
1控制系统设计思路
集体落纱装置是一种全自动化的机、电、气紧密结合,由机械替代人工繁重劳动的机械手装置[3]。它由机械部分:落纱气架、气架传动、空纱管喂给、满纱管输送、满纱管收集部分和电气控制、气动执行等各个部分共同组成。控制系统通过独立的可编程控制器(简称PLC)一方面与人机界面触摸屏通讯,完成人性化的参数设定、参数显示、故障报警指示;另一方面通过编制梯形图控制主机变频调速、钢领板变频加减速、集体落纱伺服驱动器定位控制及人字臂摆动、导纱板翻转、抓管器充放气的气动控制。实现整个设备的全自动的过程:纺纱→落纱→开车→再纺纱→再落纱这样的自动循环。整个电气系统框图如图1。

图1 电气系统框图
2控制系统组成
2.1PLC系统
采用台湾丰炜VB2系列PLC
A1主机:VB2-32MR(16入/16继电器出)
A2扩展:VB-8X(8入)
A3扩展:VB-32ER(16入/16继电器出),交流电源
A4扩展:VB2-8XYT(4入/4NPN出)
A5扩展:VB-32ER(16入/16继电器出),直流电源
A6扩展:VB-16X(16入)
A7通讯扩展卡:VB-485,实现PLC与主电机变频和钢领板电机变频的通讯。
2.2气架伺服系统
采用珠海运控PSDP2052A9-N12-M034伺服驱动器,伺服电机100BL(2)F200-30H3(ST-B),2 kW,3 000 rpm,带制动。
2.3人机界面(触摸屏)
本机人机界面使用海泰克触摸屏PWS6600S-S的状态来显示相关的工艺参数,也可设定工艺参数、集体落纱参数和进行相应的操作选择。
◆ 触摸屏简介
该触摸屏有两个通讯口,设计时COM1为RS485通讯口,它与伺服驱动器通讯,可以设定气架运行的15个位置的参数和15个位置的速度。COM2为RS232口,它与PLC通讯,用于细纱机的纺纱工艺参数显示、工艺参数设定、显示产量、计长显示、故障报警等,也可控制纺纱长度,实现机器的定长落纱。触摸屏可直接对PLC内的计时器、计数器、数据寄存器等进行访问,提高了修改工艺参数的方便性。
◆ 参数设定
通过主画面上的“工艺”按键设定纺纱工艺参数,“集体落纱”按键设定落纱工序的相关参数。
2.4变频系统
主电机变频为台达VFD220B43P,22 kW纺织专用穿墙式变频器,主要参数设定如表1。

表1 主电机变频主要参数设定表
钢领板电机变频采用台达VFD004E43A,400 W变频器,主要参数设定如表2。

表2 钢领板电机变频主要参数设定表
3控制系统实现的主要功能
3.1中途停车
当机器需要中途停车时(例如吃饭关车),只须按中途停车按钮,蓝色灯亮,机器即自动适位制动停车,吹吸风也停止运行。若需要关断电源时,在全机停止后,可关闭主电源开关。
3.2中途落纱
当机器需要提前落纱时(例如擦车关车),只须按中途落纱按钮,塔式信号灯HL中黄色灯亮,随后待主机经过落纱阶段后,钢领板自动下降到落纱位置,成型凸轮自动适位制动,全机停转,待吹吸风停到车尾时,自动完成落纱动作。落纱动作完成后,重新开车要按动车头或车尾的风机起动按钮,低速或高速起动按钮。
3.3紧急情况关车
当机器运转中遇有紧急情况,需要立即关车时,可按车头紧急停车按钮,或者关闭主电源开关。此时停车后,不是适位制动。
恢复开车时先按风机起动按钮,再依次按低速和高速按钮,机器即恢复正常运转。
3.4全自动集体落纱
全机自动落纱是通过伺服驱动系统、电磁阀、气缸、信号检测光电开关、接近开关、气缸磁性开关、满纱提升减速电机和自动上空管电机相互配合完成的。
在触摸屏上设定托盘推管数量(锭数+39),设定行走吹吸风提前停车尾的长度,设定气架提前备空管在寄放站上的预留长度。状态旋钮打在集体落纱自动位置。当纺满纱时,自动执行集体落纱的全部动作:吹吸风回车尾,寄放站预放空管,将满纱拔下放到托盘上,空管插到锭子上,主机自动开车运行,托盘起动将满纱输送完成,等待下一落纱的循环。
4软件编程
4.1使用丰炜PLC编程软件Ladder Master进行PLC编程
运用步进程序编写集体落纱的顺序控制程序,以气架从静止位下降到托盘抓空管位为例:
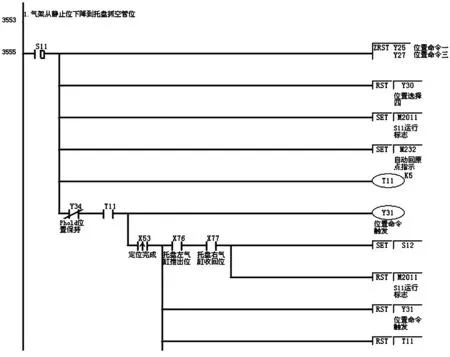
图2 丰炜PLC集体落纱顺序控制梯形图例
4.2在触摸屏编程软件ADP6中使用初始宏和ON宏进行编程
通过触摸屏与伺服驱动器通讯,把气架的15个位置在触摸屏上实现设定,同时能够实时显示气架当前的位置,大大方便用户直观操作。
1) INITIAL宏(初始宏)
@0=0
BMOV(@140,@0,20)
@140=d7300
@141=d7301
@142=d7302
@143=d7303
@144=d7304
@145=d7305
@146=d7306
@147=d7307
@148=d7308
@149=d7309
@150=d7310
@151=d7311
@152=d7312
@153=d7313
@154=d7314
2) 气架设定参数画面中,“确认”键使用ON宏
SETB 2/b20
@700=2/w32810(DW)十进制32810变为16进制为H802A,为伺服驱动器地址
@100=DIV(@700,16384) (signed DW)
@102=MOD(@700,16384) (signed DW)
伺服电机旋转一圈为16 384个脉冲。
5系统主要保护功能
本系统的故障画面设计如图3,如果机器在运行过程中出现了故障,将自动弹出该画面。
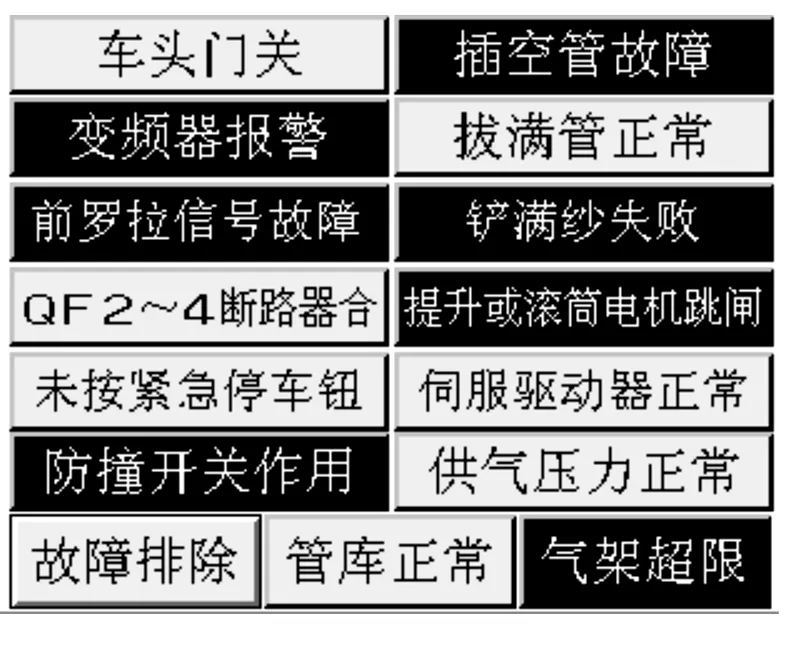
图3 故障画面


按键后,显示“FA532D”主画面。
4) 集体落纱的故障有:插空管失败,漏拔满管,铲满管失败,提升或滚筒电机跳闸,伺服驱动器报警,供气压力不足,气架超限,管库异常等。
6经济效益分析
6.1节省用工
按照目前纱厂三班两运转用工情况,每台车按480锭计算,一万锭要21台车。一台车落纱实测时间是8分钟(从落纱工满纱准备开始到落纱升头结束),加上人工休息大约2分钟左右,所以一般需要10分钟来安排落纱人员。落纱工4人/组。如果一落纱时间在1小时45分钟~3.5小时之间,需要落纱工2组,计8人,三个班需要落纱工24人,每个班配理管工各1人,共计27人。如果一落纱时间在3.5小时以上(包括3.5小时),每班需要落纱工4人,三个班需要12个人,每个班配理管工各1人,共计15人。但采用同样配置的FA532D短车集落细纱机,则可以完全节省落纱工、理管工人数,只要每班各增加一名保全保养工即能满足要求。
6.2降低劳动力成本
节省了人工,必然使劳动力成本下降,给企业带来可观的经济效益。以我国目前纺织企业工人的平均工资水平为例:
落纱工月平均工资大约1 850元。
理管工月平均工资大约1 600元。
保全保养工月平均工资大约2 000元。
采用集体落纱细纱机每月节省的人工费用大约为:1 850*24+1 600*3-2 000*3=4.32万元,全年可以节省人工费用50余万元。
另外,由于集体落纱将空纱管整理、满纱落纱及空管插入等人工操作环节进行了自动控制,提高了设备纺纱精度,提升了管纱质量,无形中给企业带来丰厚的经济效益和宝贵的市场口碑。
7结束语
总之,FA532D的研制,彻底解决了设备运行的稳定性和可靠性问题,随之产品质量的稳定性和一致性得到大幅度的提高;纺纱厂用工紧张、劳动强度大的矛盾得到有效缓解,是棉纺厂走投资少,见效快的便捷之径,是棉纺行业老设备更新改造的理想机型,极具推广价值,应用前景非常广阔。
参考文献
[1]孙维滨.中国纺织工业发展报告[M].北京:中国纺织出版社,2014.
[2]杜钰洲.中国纺织工业现状及发展趋势[J].丝绸,2001(10):13-15.
[3]雏书华.JWF1562型集体落纱细纱机使用实践[J].棉纺织技术,2013(1):20-22.
Analysis on Automatic Control System for Ring Spinning Frame with Auto-doffing
Zhang Qingsheng
(ShanxiJingweiHeliManufacturingCo.,Ltd,JinzhongShanxi030600,China)
Abstract:FA532D Ring Spinning Frame with auto-doffing is a product for meeting the market demand. The product automatically completes each part of the action and operation by automation control technology during the doffing process. It can shorten the doffing time and eliminate the links of empty bobbin arranging, artificial doffing and bobbin inserting. This technique improves the accuracy of the spinning equipment and spool’s quality.
Key words:doffing; servo drive system; inverter
收稿日期:2016-03-22
作者简介:张庆生(1969- ),男,山西榆次人,电气工程师,主要从事棉纺织机械新产品的电气研发与设计。
文章编号:1674- 4578(2016)03- 0033- 03
中图分类号:TP 273
文献标识码:A