超净排放中循环流化床半干法脱硫工艺的优化升级
2016-07-13杨家军
杨家军
浙江德创环保科技股份有限公司,浙江 杭州 310012
超净排放中循环流化床半干法脱硫工艺的优化升级
杨家军
浙江德创环保科技股份有限公司,浙江 杭州310012
摘要针对燃煤机组超净排放的要求,常规循环流化床半干法脱硫工艺经过技术升级后,当脱硫装置入口SO2浓度低于1 000 mg�m3时,脱硫装置出口净烟气中的SO2排放浓度可稳定在35 mg�m3以下,粉尘排放浓度稳定在5 mg�m3以下,脱硫效率达96.5%,实现了脱硫效率高、粉尘排放浓度低、运行稳定可靠等优点,尤其适用于燃烧含硫量约为0.4%的煤粉炉和含硫量约为1%的流化床锅炉。相比占主导地位的湿法脱硫工艺,升级后的半干法脱硫工艺投资更省、综合净化效益更高。以浙江某热电厂为实例,从吸收塔、布袋除尘器、控制系统三大环节全方位深入剖析了整个工程的改造过程,从各项运行数据指标来判断,该半干法脱硫工艺不但能满足目前严格的超净排放要求,还有诸多湿法工艺无法企及的优势。
关键词超净排放;吸收塔;布袋除尘器;控制系统
随着国家发展和改革委员会、环境保护部及国家能源局联合下发《关于印发〈煤电节能减排升级与改造行动计划(2014—2020年)〉的通知》(发改能源〔2014〕2093号),实现燃煤机组烟气超净排放的要求愈加突出。湿法脱硫以脱硫效率高而受到环境保护部门及专家学者的青睐,成为目前的主流脱硫工艺,然而目前有学者认为湿法脱硫可导致雾霾现象[1]。循环流化床半干法脱硫工艺有着湿法脱硫工艺难以比拟的诸多优势,如投资省、占地小、能耗低、工艺水耗量低、废水零排放以及排放烟气无石膏雨等[2],是当下城市热电机组超净排放的最佳选择之一。循环流化床半干法脱硫工艺之所以没有得到广泛应用,是因为大多数脱硫公司一味简单模仿,尤其疏忽了“运行控制”这一关键环节,造成许多项目上出现了脱硫效率低下、运行不稳定且结壁等一系列问题。
1运行问题分析
浙江某热电厂原半干法脱硫工艺运行时间已超过4 a,运行期间经常结壁,结壁区域无明显规律可循。从运行参数和状况分析,可能是由雾化系统和吸收塔内流场问题所致。为进行印证,经现场测试雾化喷枪,发现水雾呈明显的条状,而非团雾状,且用手触碰有明显被击打感,雾化效果较差。同时,对吸收塔内部流场进行了模拟,模拟结果见图1。从图1可以看出,吸收塔内7个文丘里出口流场比较混乱,气流分布极不均匀。另外,原系统在控制上采用的是手动控制,许多关键点的控制未采用PID(proportional-integral-derivative)自动调节控制,造成调节粗糙、响应延迟、联锁控制不到位等诸多问题。
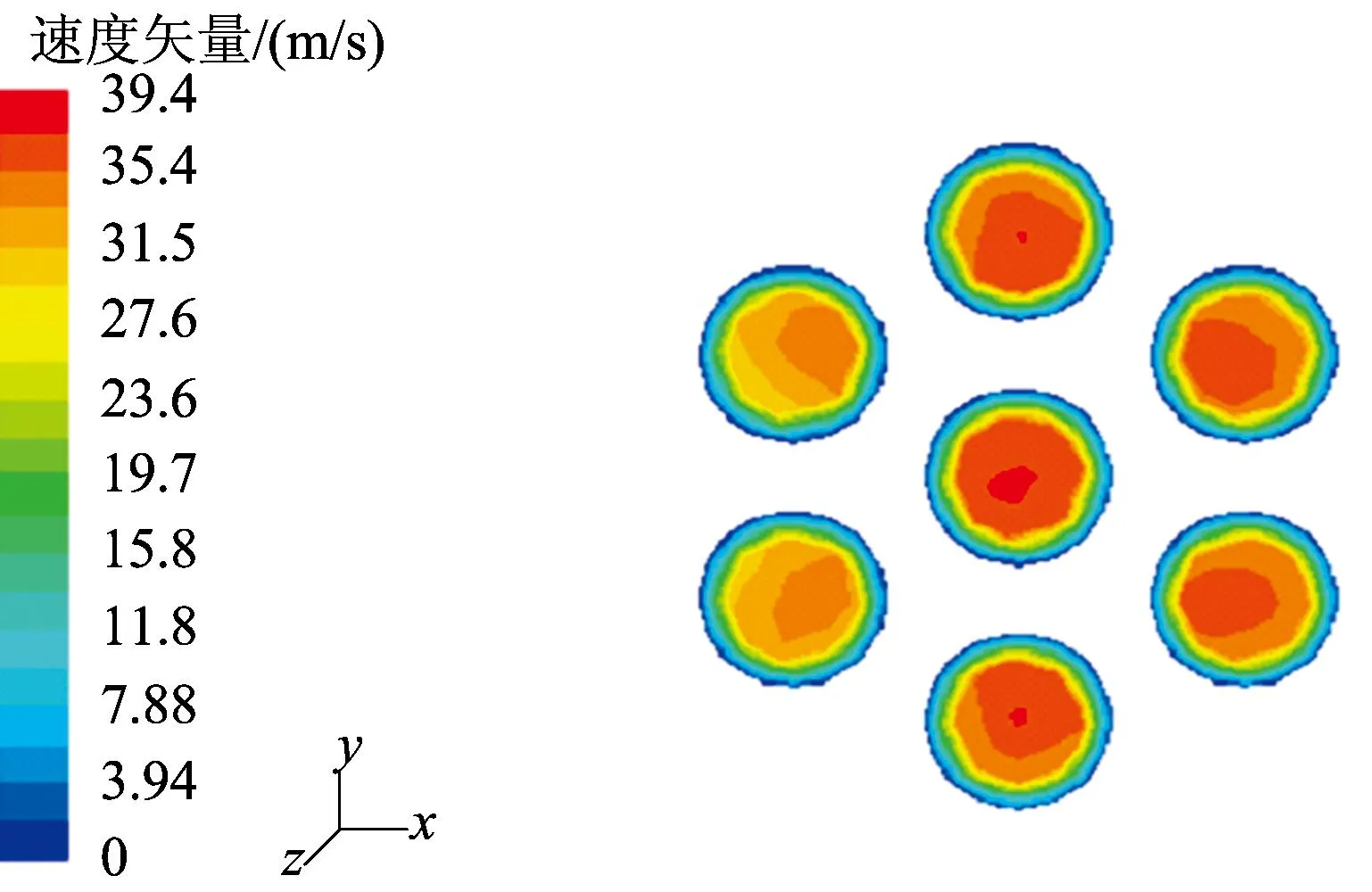
图1 原吸收塔内流场模拟Fig.1 Inner flow field simulation of original absorption tower
原系统脱硫效率设计值为90%,SO2排放浓度为100 mgm3,粉尘排放浓度为30 mgm3,无法满足超净排放的要求。如要满足超净排放的要求,脱硫效率需提升至96.5%,粉尘脱除效率接近100%。循环流化床半干法脱硫工艺最稳定、经济的脱硫效率约为90%[3],要突破该值,原有常规半干法脱硫工艺在吸收塔和布袋除尘器上的设计必须要有相应的升级改进措施。锅炉原始烟气参数见表1。
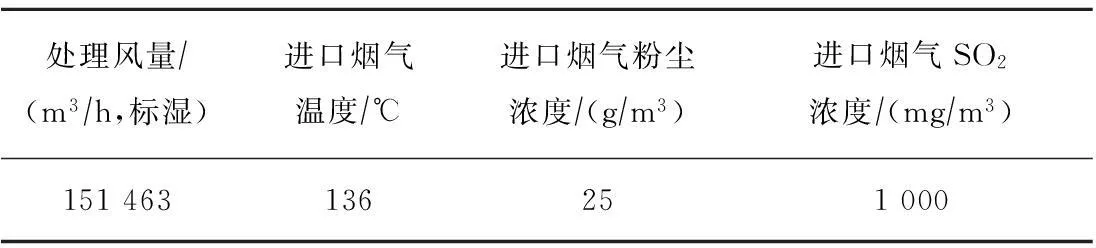
表1 锅炉原始烟气参数
2吸收塔的改造
2.1调整吸收塔内流场的均匀性
循环流化床半干法脱硫工艺吸收塔中,气、固混合程度是其内部反应的决定性因素之一,吸收塔内7个文丘里的气流分布将直接影响吸收塔内床层的稳定性[4]。因此,为了使CFD(computational fluid dynamics)数值模拟最大程度地接近吸收塔内流场的真实情况,将模拟断面选择在锅炉尾部竖井烟道上。通过在吸收塔进口外的各弯头处及变径处增加导流板,并在文丘里进口之前增加2 m左右的整流段,从而最大限度地调整吸收塔内流场的均匀性,模拟结果见图2。

图2 调整后的吸收塔内流场模拟Fig.2 Inner flow field simulation of adjusted absorption tower
2.2增加导灰环
吸收塔结壁是造成循环流化床半干法脱硫装置无法可靠运行的主要原因之一,因此,要提升装置的可靠性,必须先处理好结壁问题。循环流化床半干法脱硫工艺吸收塔内是“灰包水”反应,只有避免液态水与反应器的直接接触,才能降低结壁的风险[5-6]。在反应器直筒段每隔4~5 m安装导灰环装置,导灰环采用规格为100 mm×8 mm的等边角钢环向焊接在吸收塔内壁,其目的在于将湿灰导向吸收塔中心,避免湿灰直接贴壁,可最大限度降低吸收塔内结壁的风险,保证了系统的正常稳定运行。
2.3延长化学吸收反应时间
烟气中的SO2与吸收剂的反应是在液相离子状态下发生的,延长液相挥发时间可增加化学吸收反应时间,从而提高脱硫效率[7]。因此,液体雾化粒径的大小尤为重要,过大则蒸发时间过长,不但增加设备的投资,也增加了结壁风险;过小则反应时间过短,不利于效率的提升。本项目选择了高压回流式雾化喷枪,平均粒径(D32)为200 μm。图3为雾滴蒸发时间曲线。从图3可以看出,200 μm的粒径在130 ℃时,蒸发时间约为3 s,考虑到充分反应,吸收塔的高度按4 s停留时间进行计算,留足安全余量,比改造前增加了1.5 s的反应时间,效率提升有了保障。
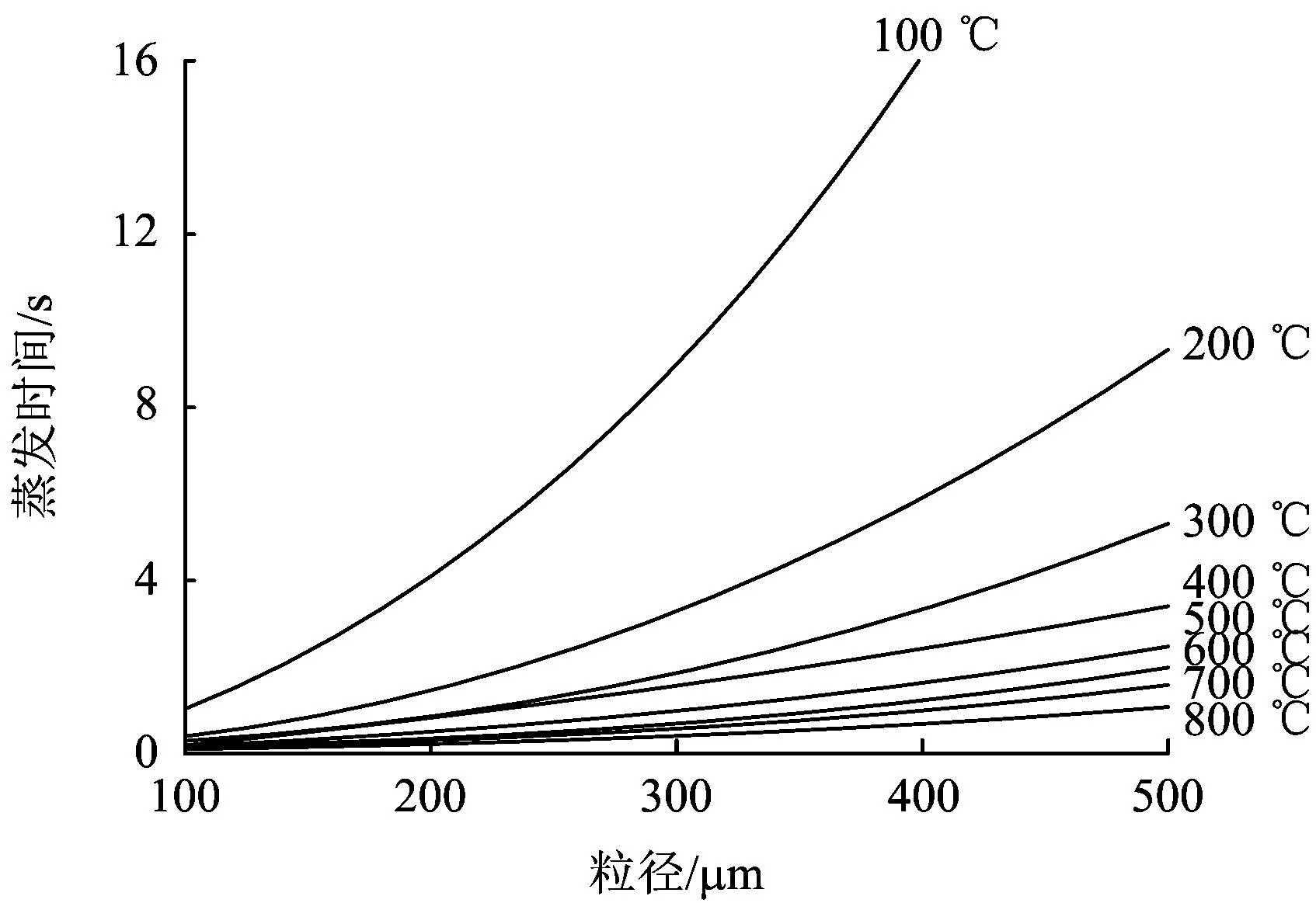
图3 雾滴蒸发时间曲线[8]Fig.3 Droplets evaporation time curve
2.4提高吸收塔内循环灰浓度
循环流化床半干法脱硫工艺中,吸收塔内循环灰浓度是影响脱硫效率的又一关键因素,循环灰浓度越高,则脱硫效率越高[9]。常规半干法脱硫工艺,吸收塔内循环灰浓度通常为800~1 000 gm3。为提高脱硫效率,将循环灰浓度控制在1 000~1 200 gm3;为防止塌床,须对文丘里进行相应的改造,缩小喉口尺寸,将喉口流速从45 ms提高到50 ms。
2.5降低近绝热饱和温度
反应器出口烟气温度与烟气绝热饱和温度之差称为近绝热饱和温度(△T)[10],△T的降低能促进脱硫效率的提高。△T越低,烟气的含湿率越大,液滴干燥时间就越长,化学吸收反应时间也越长,从而脱硫效率就越高(图4)。改造前,吸收塔出口烟气温度控制在80 ℃(△T为25 ℃),烟气含湿率为11.11%。改造后,吸收塔出口烟气温度控制在75 ℃(△T为20 ℃),烟气含湿率为11.40%,比改造前增加了2.61%,避免了糊袋的发生。
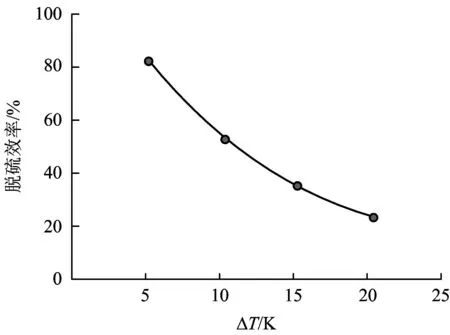
图4 △T与脱硫效率的关系[11]Fig.4 The relationship between the △Tand the desulfurization efficiency
3配套布袋除尘器的改造
3.1气布比的选取
常规半干法脱硫工艺配套布袋除尘器的气布比较高,一般为0.75~0.80 mmin。但在超净排放中,由于布袋入口烟气中的粉尘浓度更高,黏度和湿度更大,因此,布袋除尘器的过滤面积必须合理经济,才能达到最佳的过滤效果。同时合适的气布比可在循环灰建立过程中,使布袋压差处于“可控”状态。经反复试验,本项目改造后,最佳气布比为0.65 mmin。
3.2气流上升速度的选取
在超净排放中,布袋箱体内的气流上升速度是非常关键的控制参数。在设计过程中,须保证气流的上升速度小于粉尘颗粒的沉降速度,如果气流上升速度过大,则会造成滤袋清理下来的粉尘悬停在半空中,甚至会二次夹带到滤袋上,造成布袋除尘器的阻力居高不下,使得整个清灰系统处于瘫痪状态。由于循环灰的粉尘颗粒粒径90%在60 μm以上[12],经CFD反复模拟,当气流上升速度低于0.80 ms时,粉尘颗粒能靠重力自由沉降。
3.3滤料的配置
滤袋作为布袋除尘器的核心部件,有着举足轻重的作用,滤料的选择自然也成为重中之重。对于常规的半干法脱硫工艺而言,聚苯硫醚(PPS)是首选滤料[13],然而其无法满足超净排放的要求,通常粉尘排放浓度只能达到30 mgm3。为此,经过大量试验研究,对现有滤料升级为高精过滤滤料,高精过滤滤料分为梯度滤料和超微孔覆膜滤料。从加工难易程度及成本上比较,梯度滤料优于超微孔覆膜滤料;如果场地受限,过滤风速较高时,可选超微孔覆膜滤料。本次改造选用梯度滤料,其结构为:PPS基层+PTFE(聚四氟乙烯)基布+PPS基层+超细PPS面层(图5)。同时,滤袋增加针孔涂封防渗漏处理。
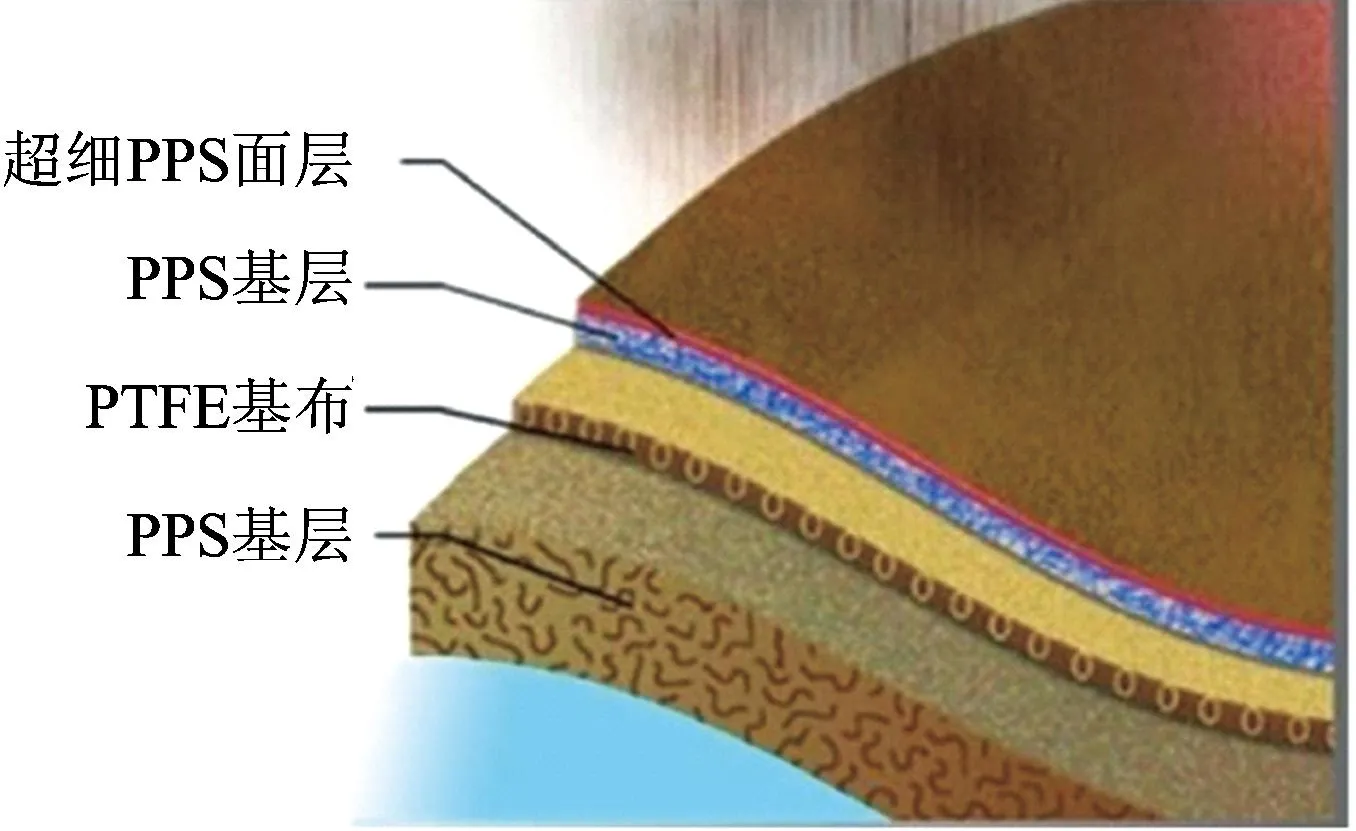
图5 梯度滤料结构Fig.5 Filter material structure
滤料的后处理工艺同样非常重要,如表面烧光、砑光、热定型、防水防油、浸滞及抗静电处理等,可更有效地改善滤料的性能[14-15]。另外滤料的表面克重也是不可忽略的因素,在常规的半干法脱硫工艺中,滤料表面克重只有550 gm2,而在超净排放中,滤料表面克重不得低于630 gm2,甚至要更高。经过一系列处理后,滤料纤维之间的间隙可控制在1 μm左右,能有效阻挡细粉尘和PM2.5通过滤袋。
3.4布风系统的流场优化
由于采用模块化结构设计,袋室内分为多个小袋室,袋室与袋室之间相互独立,因此,各袋室的进风均匀性至关重要,直接影响布袋的除尘效果。通过CFD数值模拟验证流场的均匀性,图6为布风系统优化前后的烟气流场模拟对比。

图6 布风系统优化前后的烟气流场模拟对比Fig.6 Comparison of flue gas flow field beforeand after optimization of air distribution system
由图6可知,优化前,各袋室的烟气负荷极不均匀,尤其是靠近尾部的袋室烟气负荷偏大,这将导致尾部袋室超负荷运行,出现“头重脚轻”的状况,气布比和气流上升速度都将严重超出设计值,导致清灰系统无法正常运行;优化后,各袋室的烟气负荷分配较为均匀,为清灰系统正常运行提供了有力保障。
3.5旁路系统的取消
常规的布袋除尘器一般设置内置式旁路,当锅炉爆管时,切换烟气走向以保护布袋。但在超净排放系统中,布袋除尘器的旁路密封性极其重要,正常运行时,如果密封性不好,原烟气极易泄露,对烟气排放浓度造成影响,导致其排放超标,而旁路阀又很难做到零泄漏。与此同时,环境保护部已明文规定脱硫除尘系统不准设置任何旁路系统。此次改造过程中,考虑取消内置旁路系统,从源头上杜绝泄漏的一切可能性。
4控制系统的优化
(1)在超净排放中,雾化系统的联锁控制尤为重要,如当吸收塔内床层差压小于500 Pa时,不允许启动雾化喷水系统等。
(2)在超净排放中,由于吸收塔床层差压较大,布袋的灰斗必须存有足够循环的灰量,满足吸收塔灰循环系统的建立。常规的半干法脱硫工艺采用料位计控制方式,在实际运行中,经常出现误报警,不是灰斗排灰过量,就是灰位过高,导致二次扬尘。经优化后,采用分区流化风压力的远程控制方式,通过流化风压力来监控和控制灰斗内的料位,从而可精确控制灰斗内的循环灰量,确保循环灰系统的正常运行。
(3)调整清灰系统脉冲阀的清灰模式,由连续式清灰方式改为跳跃式清灰,可有效防止粉尘的二次夹带。
(4)控制系统由分布式控制系统(DCS)调整为可编程逻辑控制器(PLC)。由于布袋除尘器清灰脉冲最佳宽度为50~120 ms,调试时需每隔10 ms调节,而DCS最小调度周期为50 ms,再加上总线轮巡周期,其能发出最快脉宽为150 ms以上。如需每隔10 ms调节,会影响系统正常运行。为保证布袋清灰效果和系统正常运行,不宜采用DCS控制。而PLC属高速逻辑开关控制器,能发出ms级脉冲,适合控制布袋除尘器。
5运行评价
该脱硫装置自2015年6月通过168 h试运行后,至2016年1月,已运行近8个月,在此期间,系统运行良好,各项性能指标均满足且优于设计值,其中脱硫效率达到96.5%,SO2排放浓度小于35 mgm3,粉尘排放浓度小于5 mgm3,且年运行费用较改造前仅增加20.401万元,综合净化效益较高(表2、表3和图7)。

表2 脱硫装置性能验收试验结果

表3 脱硫装置改造前后经济性比较
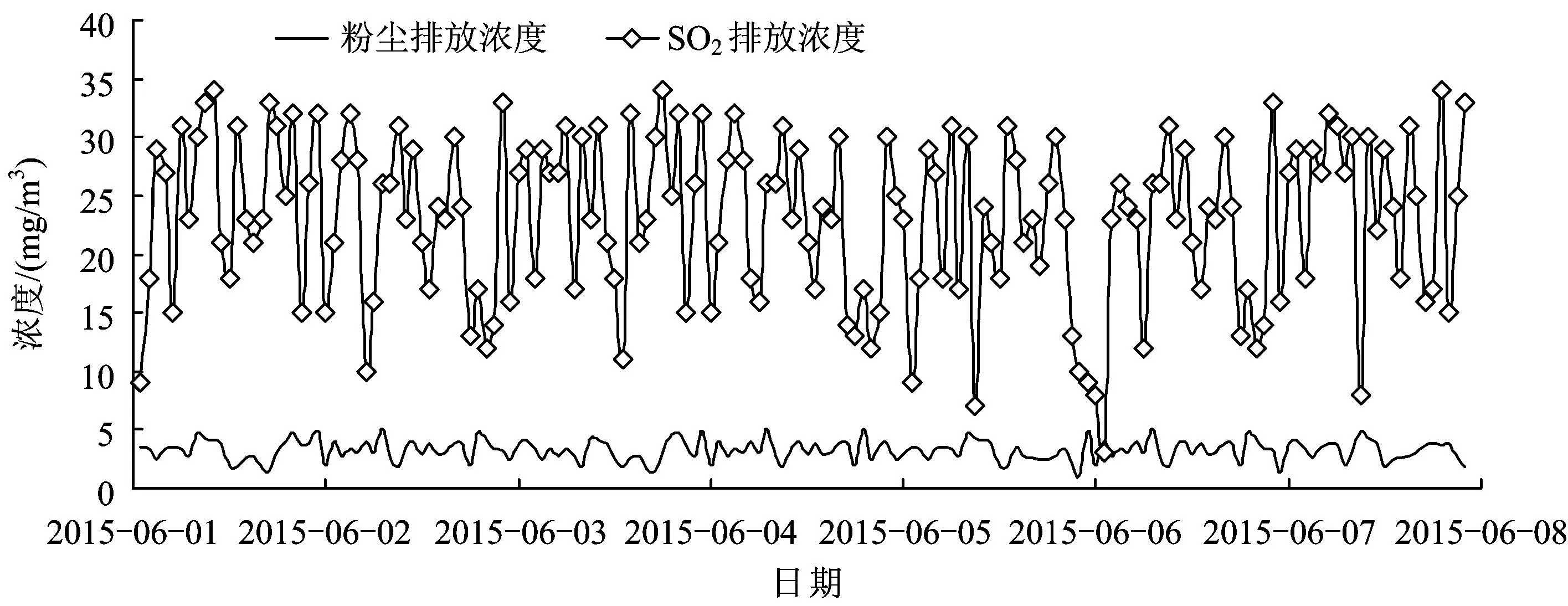
图7 脱硫装置168 h运行数据Fig.7 Running data of the desulfurization device during the 168 hours operation
6结语
在燃煤机组实现超净排放,湿法脱硫工艺占主导的大环境下,传统的循环流化床半干法脱硫工艺经技术革新后,在脱硫装置入口SO2浓度低于1 000 mgm3时,脱硫装置出口净烟气中的SO2排放浓度可稳定在35 mgm3以下,粉尘排放浓度稳定在5 mgm3以下,脱硫效率约为96.5%,该工艺尤其适用于燃烧含硫量约为0.4%的煤粉炉和含硫量约为1%的流化床锅炉(通常炉内脱硫的效率为60%左右)。
参考文献
[1]彭应登.北京近期雾霾污染的成因及控制对策分析[J].工程研究:跨学科视野中的工程,2013,5(3):233-239.
[2]中国环境保护产业协会脱硫脱硝委员会.我国脱硫脱硝行业2013年发展综述[J].中国环保产业,2014(9):4-15.
Desulfurization and Denitration Committee of CAEPI.Development report on China desulfurization and denitration industries in 2013[J].China Environmental Protection Industry,2014(9):4-15.
[3]陈秋,杨杰,张志强.半干法脱硫技术的应用与分析[J].电力环境保护,2008,24(2):9-10.
CHEN Q,YANG J,ZHANG Z Q.Application and discussion of semi-dry desulfurization technology[J].Electric Power Environmental Protection,2008,24(2):9-10.
[4]GUINEE J B,HEI J S R,HUPPES G,et al.Life cycle assessment:past,present,and future[J].Environment Science & Technology,2011,45(1):90-96.
[5]CHEN C,LI F,QI H Y.Modeling of the flue gas desulfurization in a CFB riser using the Eulerian approach with heterogeneous drag coefficient[J].Chenucal Engineering Science,2011,69(1):659-668.
[6]QI G,YANG R T,CHANG R.Low-temperature SCR of NO with NH3over USY-supported manganese oxide-based catalysts[J].Letters,2003,87(1):67-71.
[7]CHEN L,LI J H,GE M F.The poisoning effect of alkali metals doping over nano V2O5-WO3TiO2catalysts on selective catalytic reduction of NOxby NH3[J].Chemical Engineering Journal,2010,170(2):531-537.
[8]卢江,余敏,陶乐仁,等.水滴蒸发的理论分析与蒸发时间的研究[J].上海理工大学学报,2003,25(1):25-28.
LU J,YU M,TAO L R,et al.Analysis of vaporization of a single water drop and study on its vaporization-time[J].Journal of University of Shanghai for Science and Technology,2003,25(1):25-28.
[9]LÜ T,LU K,SONG L J.Analysis and settlement of gypsum rain issue in the wet-type FGD[J].Advanced Materials Research,2012,1477(347):3396-3399.
[10]王岳军,刘学炎.基于CFD的半干法反应器优化设计[J].环境工程,2013,31(1):73-74.
WANG Y J,LIU X Y.Optimization design of semidry flue gas desulphurization reactor based on the CFD[J].Environmental Engineering,2013,31(1):73-74.
[11]赵艳志.半干法脱硫技术的应用解析[J].黑龙江科技信息,2010(32):19.
[12]林炜.半干法脱硫配套布袋除尘器的特殊要求[J].环境工程,2011,29(1):121-122.
LIN W.Special requirements on assembly bag dust collector in semidry desulfurization process[J].Environmental Engineering,2011,29(1):121-122.
[13]高国卿.火力发电厂烟气脱硫治理研究[J].中州大学学报,2008,25(5):124-125.
GAO G Q.A research on power plant’s flue gas desulfurization[J].Journal of Zhongzhou University,2008,25(5):124-125.
[14]郝吉明.燃煤SO2污染控制技术手册[M].北京:化学工业出版社,2001.
[15]刘学军.高浓度布袋除尘器在内回流循环流化床烟气脱硫系统上的应用[J].热力发电,2007(12):53-55.
LIU X J.Application of bag dust collector with high concentration in RCFB desulfuration system[J].Thermal Power Generation,2007(12):53-55.□
Optimization and Upgrading of Semi-dry Desulfurization Process of Circulating Fluidized Bed for Ultra Clean Emission
YANG Jiajun
Zhejiang Dechuang Environmental Polytron Technologies Inc., Hangzhou 310012, China
AbstractIn order to achieve ultra clean emission requirements of coal-fired units, the conventional semi-dry desulfurization process for circulating fluidized bed was upgraded. When the SO2concentration of the FGD inlet is lower than 1 000 mgm3, the SO2concentration of the FGD outlet can be stable below 35 mgm3, dust emission concentration is stable below 5 mgm3, with the desulfurization efficiency of up to 96.5%, achieving the advantages of high desulfurization efficiency, low emission concentration of dust, and stable and reliable operation, etc. This process is particularly suitable for the pulverized coal boilers with sulfur content of about 0.4% in coal and the fluidized bed boilers with sulfur content of about 1%. Compared the dominate process of wet desulfurization, the upgraded semi-dry desulfurization process is cheaper by investment and more efficient by comprehensive benefits. Taking an example of a thermal power plant in Zhejiang, the whole project transformation process was analyzed from three links of the absorption tower, the bag filter and the control system. According to the operational data, the semi-dry process route not only can meet the current stringent ultra clean emission requirements, but also has more advantages than the wet desulfurization.
Key wordsclean emissions; absorption tower; baghouse; control system
收稿日期:2016-02-14
作者简介:杨家军(1979—),男,工程师,主要从事大气污染控制技术的研究,15868125350@126.com
中图分类号:X505
文章编号:1674-991X(2016)04-0371-06
doi:10.3969�j.issn.1674-991X.2016.04.055
杨家军.超净排放中循环流化床半干法脱硫工艺的优化升级[J].环境工程技术学报,2016,6(4):371-376.
YANG J J.Optimization and upgrading of semi-dry desulfurization process of circulating fluidized bed for ultra clean emission[J].Journal of Environmental Engineering Technology,2016,6(4):371-376.
