不规则零件的夹具设计
2016-07-13周国华惠州市技师学院广东惠州516003
周国华(惠州市技师学院,广东 惠州 516003)
不规则零件的夹具设计
周国华
(惠州市技师学院,广东 惠州 516003)
摘要:对于数控铣床来说,一般情况下都是加工较为复杂的工件,所以通常会用到专用夹具。这样不但有助于提高加工效率而且利于保证加工精度和表面质量。现在以批量生产一种机械的零件为例,使用专用夹具加工,从而提高加工效率和加工精度,大大降低操作人员的技能等级要求和劳动强度,该夹具能够满足加工其他的类似工件加工,工件批量较大时具有良好的加工艺性和经济性。
关键词:复杂零件;专用夹具;铣削加工
现有一批加工零件,外形不规则,若采用传统加工工艺加工时,经常会出现工序繁琐、辅助时间长、加工出来的工件外形以及尺寸误差不符要求,精度得不到保障。如:要批量生产如图1的零件,若使用传统加工工艺,加工出来的精度很难达到加工要求而且效率低下。
1 零件分析
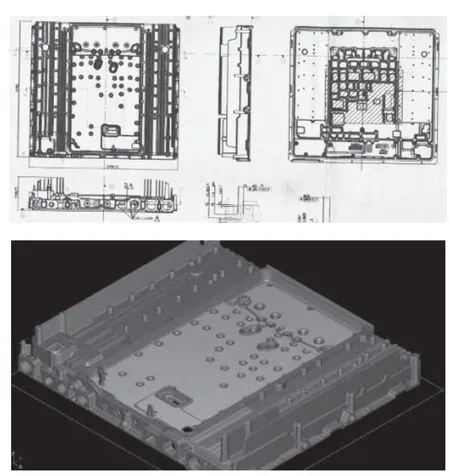
图1 不规则的铸件
如图1所示,是一外形不规则的铸件,主要是用作多户型住宅的大型路由器的底座,形状奇特,需要正反面加工,加工复杂,本文主要讲述设计正面加工夹具设计,以加工正面的尺寸作为加工反面的基准,还进行钻孔加工。
2 加工难度分析
(1)工件装夹困难。零件是一个不规则的铸件,在加工过程中,会产生受力不均,导致加工误差较大,严重还会导致工件变形。
(2)此加工零件属于框体类加工零件,尺寸较大,精度要求高。
(3)工件测量困难。当加工完后必须要通过三坐标检测仪检测。综上所述,在实际加工过程中有必须设计一个专用的夹具,使工件能进行快捷、准确的定位装夹。同时,夹具的必须结构简单,制作方便,而且要有一定的通用性。
笔者根据加工的要求和该零件的特点,设计专用夹具,成功按要求加工了该不规则零件。此夹具如图2所示。
3 夹具的结构分析
夹具设计的原理是使巳铸的两个定位孔与两个中心孔定位销进行定位,零件腔体四个圆角与四个圆角定位块定位,由六个气缸夹紧工件。为此设计专用夹具,该夹具由垫板与零件正面所有定位组合为一个整体夹具。如图2所示。

图2 夹具立体图

图3 不规则铸件主视图
T形块与垫板将夹具固定在工作台上,中心孔定位销与圆角定位来定位、支撑工件,利用气缸快速装卸工件提高效率,A、B两个气缸使工件向右侧压紧,E、F两个气缸使工件向左侧压紧,C、D两个气缸使工件向下压紧,符合六点定位原则。
4 定位与加工
根据零件的加工要求,首先必须能够准确地定位装夹,其次是必须在进行钻孔加工时提高工件的刚度。工件反面以腔体四个圆角进行定位,以A、B两个定位孔定位,支撑工件,保证在进行孔加工时工件不变形。如图3所示。
方法步骤如下:
(1)先将垫板夹具固定在工作台,稍微给一定的预紧力,不能紧固死。
(2)利用百分表,使夹具水平,然后紧固垫板,录入数控机床。
(3)装上零件,用气缸夹紧工件。
(4)数控机床执行己经编制好的数控程序。
(5)卸下工件。
为了保证好夹具的精度,使用加工中心进行加工,尤其要保证以下两点:①中心孔定位销与中心孔定位中心线必要保证平行,平行度误差不能大于0.015 mm。这样,夹具在找正的时候只需要利用百分表找直边即可,方便易行。②圆角定位和大垫板底面的垂直度误差不大于0.015 mm。经过几批零件加工实践,效果很好,对刀找正方便,夹具的整体刚性好、正反两面对称均匀。零件外观质量得到了客户的好评。
5 结论
对于加工该类零件使用以上夹具能很好地提高该零件的加工精度和加工效率,大大降低了对操作者的技能等级要求。同时,该夹具还满足加工的定位夹紧要求,结构简单紧凑,加工精度达到要求,具有良好的加工艺性和经济性。针对类似零件的结构和加工特点,设计此类夹具方便高效、可靠。
参考文献:
[1] 朱耀祥主编.《现代夹具设计手册》,机械工业出版社.
[2] 李名望主编.《机床夹具设计实例教程》,化学工业出版社.
[3] 杨峻峰主编.《机床与夹具》,清华出版社.
(P-01)

Fixture design for Irregular parts
中图分类号:TQ320.52
文章编号:1009-797X(2016)12-0036-02
文献标识码:A
DOI:10.13520/j.cnki.rpte.2016.12.015
作者简介:周国华(1988-),男,本科,惠州市技师学院机械助理讲师,研究方向:机械设计及机械自动化方向。
收稿日期:2016-05-16
