某机平尾主梁数控加工工艺研究
2016-07-11中航工业沈阳飞机工业集团有限公司数控加工厂姜晓伟
中航工业沈阳飞机工业集团有限公司数控加工厂 姜晓伟
某机平尾主梁数控加工工艺研究
中航工业沈阳飞机工业集团有限公司数控加工厂 姜晓伟

本文主要针对某机平尾主梁零件的结构特点,在国内制造加工领域,毛坯率先采取技术先进的激光快速成型技术,以及成型后所采取的数字化加工手段完成零件的制造过程,真正实现了材料的提取过程与制造过程一体化和设计与制造一体化,通过在某机平尾主梁上的实施与应用以及取得的研制效果进行了全面剖析,为以后激光快速成型技术推广及在数字化加工的具体实现过程提供技术基础和技术支持。
近几年,我公司大力推进了信息化与工业化融合,规划和实施了“新一代飞机研发平台”——第四代战机研制,此飞机具有先进的制造技术,高端的性能和优秀设计等特点,型号的研发和生产周期也从过去的10年到15年缩短到如今的19个月,为航空产品设计制造带来了重大变革,打破了我国航空研究制造领域过去处于的技术跟随,难以形成自主创新和突破的状态。通过对某机平尾主梁采用的激光快速成形及数字化加工技术的研究,对航空制造业工艺技术的提升和先进技术的推广起到了积极的作用,为未来机型研制提供了可借鉴平台。
平尾主梁的工艺性分析

图1 平尾主梁装配图
某机平尾主梁是飞机整个平尾结构中的一项重要承力构件,通过水平尾翼大轴与机身连接,是支撑及传动水平尾翼的主要构件,具有安全传递载荷和实现飞机各部位连接之功用。
毛料采用激光快速成型,其零件形状复杂,不仅有精密的结合孔,还有配合槽和理论外形。而且,零件的外形公差要求严格,表面粗糙度要求较高,
外形存在多处变角度曲面,这些曲面连接处光顺衔接也是影响零件表面质量的直接因素。
1. 平尾主梁的典型特点
(1)此零件外形为机身理论外缘面,多处存在变角度曲面,外形公差±0.2mm。
(2)零件为双面多型腔结构,多处加强筋相连接,水平尾翼转动大轴孔处耳片采用加强筋连接,典型转角R8mm,底角R4mm。
(3)腹板厚度为2 m m,2.6mm,3.6mm,3.8mm,4mm不等,缘条厚度从2mm到4mm不等,加强筋厚度最小2mm。
(4)耳片高度很高,最高处182mm,间距33mm,厚度公差要求±0.1mm,垂直度公差0.05。
(5)腹板上有3处装配孔,并且位置、精度要求严格。
(6)孔径精度IT7级,表面粗糙度Ra=0.8μm,孔的同轴度0.02mm。
(7)零件的结构尺寸最大外廓为1080mm×410mm×280mm,涉及3处关键特性和6处重要特性。
2. 激光快速成型特点
激光快速成型技术是20世纪80年代出现的一种新型的快速制造技术,与传统的机械加工方法相比,激光快速成型技术是一种全新的“增量”制造方法,无需借助工具、模具,直接从三维CAD文件制造处复杂的近净形致密金属零件,从而降低了生产成本,提高了加工效率。研究表明,激光快速成型技术可节省新产品研发时间70%以上,节省产品投放市场时间的90%左右。正是由于激光快速成型技术的高效率和低成本的特点,利用激光快速成型技术,企业可以随时根据市场需求变化进行产品的开发和多品种变批量的生产,从而极大提高了企业的市场竞争能力。
激光快速成型有以下特点:
(1)具有快速性,生产制品的周期较传统加工工艺短,从CAD设计到原型只需几个小时至几十个小时。
(2)高度柔性和适应性,可以制造任意复杂形状的零件。
(3)直接CAD模型驱动,如同使用打印机一样方便快捷。
(3)无需使用任何专用夹具,非常适用于快速实现新产品的小批量生产制造。
由于此种材料应用处于初级阶段,成型后出现局部缺陷或局部余量不均现象,对外形复杂的结构和曲面,加工比较粗糙,尺寸精度低,制作的实物模型与设计模型之间不能建立一一对应的关系,因而还需在后续数字化加工中进行协调验证。
3. 工艺难点
(1)此零件为双面结构,需翻面加工,翻面需要有专用工装。
(2)零件的腹板、缘条壁厚较薄,加工中容易变形。
(3)耳片高,厚度公差较小,加工中容易产生让刀,厚度尺寸不易保证。
(4)装配孔位置及精度要求较严,且有同轴度要求,对工装的制造精度要求较高。
(5)零件的表面粗糙度要求较高,且外形多处为变角度面,型面要求严格。
(6)对激光成型材料的加工是一个新的加工过程,我们缺乏相应的知识,一切都在摸索中前进。
(7)零件的所有型面、孔位需要使用测量机进行测量。
(8)零件的生产周期短,制定工艺方案、编制工艺文件及数控加工程序的工艺准备时间短。
加工方案论证及数字化加工实现过程
1. 装夹方案
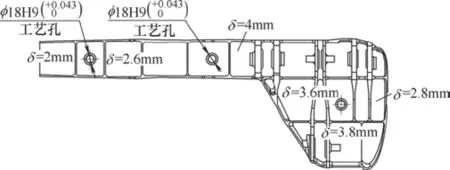
图2 某机平尾主梁结构图
选择夹具时首先要确定零件加工的定位基准,基于此类零件的结构特点,定位基准采用零件上的2个φ18H9孔及腹板面进行定位,保证与装配基准一致;其次需要考虑零件在夹具中定位后需要夹紧,夹紧力的方向应垂直于主要定位基准面,夹紧力作用点的选择应能保持零件稳固并且尽可能减小夹紧变形,作用点尽量靠近切削部位以提高夹紧的可靠性。此类零件多采用压板压在缘条顶面或者腹板面上的方式进行夹紧,夹紧力作用点应均布于零件,以增加其稳固性。基于以上分析设计夹具图结构如图3所示:
零件翻面后同样采用此种2个φ8H9基准孔和腹板面的定位方式装夹,保证了零件加工中基准统一。
对于此套装夹方案有以下优点:
(1)零件放置平稳,装夹力集中、均匀。
(2)定位面采用两孔一面,较易装夹,方便零件找正。
(3)装夹迅速。
(4)加工方便,无多余物限制加工过程。
(5)翻面后的定位基准及加工基准统一,找正准确,相对累积误差较小。
2. 工艺方案
工艺方案如下:激光成型毛料—粗铣定位基准面—制2个φ18H9定位孔—粗加工零件外形—粗加工零件内形—精加工缘条高度—插铣R8mm转角—半精铣缘条外形、内形—精铣缘条外形—精铣缘条内形—制一处φ18H9装配孔—检验—翻面—粗加工零件内形—精加工缘条高度—插铣R8mm转角—精铣缘条内形—补铣闭角残余—制两组耳片同轴孔底孔—半检—清洗、渗透—吹砂—检查压套—镗套孔—铣套端面——测量检查—成检—交付。
3. 加工原则
零件的加工采用五坐标数控机床,铣切方式按顺铣加工。一般采用粗加工、半精加工、精加工的顺序安排工序,依据不同的加工情况采用不同的加工方法。在翻面前,其加工状态为加工减轻槽腔,由于其内、外形的加工余量较大,同时,缘条的厚度较薄,耳片厚度及垂直度要求严格,因此,采用粗加工、半精加工、精加工达到要求。而翻面后,加工减轻槽、腹板,同时,筋条不高,并且较厚,所以,只安排粗加工、精加工工序。
粗加工的原则是尽可能的去除余量,释放大部分应力。留下很少的余量,程序里在腹板及连接筋条上各留1mm余量,在缘条宽度方向上留2mm余量,耳片两侧厚度各留0.5mm余量。
半精铣主要是进一步去除余量,释放应力,程序里在腹板及连接筋条上各铣去1mm余量,在缘条宽度方向上铣去1.5mm余量。
精铣是保证零件尺寸及表面粗糙度等要求,符合数模要求,达到最终装机状态。程序里在缘条宽度方向和耳片方向各铣去0.5mm余量。
4.刀具的选择
(1)加工刀具的选择原则是“先大后小”,能使用大的直径刀具就尽量使用大刀,大刀铣不到的部位再使用小刀补加工。刀具直径大有以下优点:
(2)刚性好,不易折断。
(3)切削参数(转数、进给)较高,切削用量(切深、切宽)较大。因此,切削效率较高。
(4)刀具的直径越大,刀具的长度就越长,加工中不易与夹具发生干涉。
(5)大直径刀具一般都采用锥柄结构,易于装夹。而小直径刀具多采用直柄,用弹簧夹头装夹,易产生偏摆。
刀具的材质的选择要依据零件的材料来确定。一般情况下使用硬质合金和高速钢。硬质合金刀具的优点是刚性强,可以进行高转速、大切削量的加工,对于零件的粗加工,可以节省时间。硬质合金刀具的缺点是刀具材质较脆,耐冲击性能不好,小余量切削时容易产生振动,影响加工表面的质量。高速钢刀具的优点是韧性较好,用于精加工时,零件的表面质量较好,并且在加工厚度薄、面积大、背面悬空的槽腔底面时产生的变形较小(因为刀具刃磨锋利,对于零件的作用力较小)。其缺点是刀具的刚性较硬质合金刀具要小,转数、进给、切削用量不能太大,相对来说效率较低,从加工的效率考虑,选用硬质合金刀具。
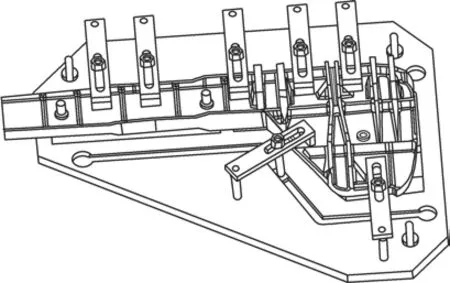
图3 夹具结构图
5. 切削参数确定
切削参数需要根据刀具的材质与零件的材料来确定。
切削速度:不同的刀具材质切削不同的零件材料的切削速度不同。其主要来源是刀具生产厂家提供的数据以及在实际应用中的加工情况。
切削转数:根据切削速度、刀具直径和公式
n(转数)=1000v(切削速度)/(πD(刀具直径))
进给速度:由公式“F=转数×齿数×每齿切削量”计算出来。
每齿切削量:由刀具材料与被加工零件的材料决定。
齿数:齿数多则振动小,但不利于排屑。齿数少排屑好,但是刀具刚性较差。依据刀具直径多数选用3~6齿。
在程序中主要使用了以下参数:
6. 主要尺寸控制
在制定工艺过程和编制数控程序中,对关键部位主要采取以下的控制方案.
(1)对理论外缘的控制。平尾主梁理论外缘多处存在变角度曲面,内形成闭角,外缘型面为飞机理论外型面,与其他钣金件有装配关系,并且其装配孔是以外缘上一点为基准制出,为保证装配的要求,零件的加工采用A、B角五坐标数控机床加工,严格划分加工工序,对称零件分别编制数控加工程序,采用顺铣加工的方式,保证加工后的零件符合要求。
(2)对腹板的尺寸精度控制。零件的腹板尺寸厚度不一,其控制主要通过夹具与程序来保证腹板的尺寸在其公差范围内。零件在装夹中要与夹具定位面贴合,无间隙,加工中主要是使用螺栓与压板结合夹紧零件。
(3)对装配两组同轴孔的控制。零件的装配孔与零件外缘有严格的位置度要求,并且,装配孔的精度要求较高(孔径精度IT7级),孔的同轴度要求φ0.02mm。
为了保证装配孔的位置及精度,在零件的加工中采用的是常规镗孔的方式来保证孔的加工精度要求。加工中采用初镗、半精镗和精镗相结合的方式,初镗孔前对孔的位置及孔边距进行预调整,在保证各尺寸要求前提下再进行精镗孔,此工序安排关系到后续压套镗孔的精度及同轴度,决定整个加工流程的成败与否,是加工流程中控制的重中之重。

加工中使用的参数表
结语
在装备制造业不同类型产品的制造技术中,专有制造技术体现了产品创新设计与制造工艺和用户使用工艺的独特要求,它是核心竞争力的重要组成部分。发展高端产品制造,必须突破传统的工艺和技术,在产品设计和制造工艺上逐步形成我国自己的专有技术。
通过此次加工大尺寸多型面零件的同时开展高效铣切加工技术的研究,在加工过程中使用的激光快速成型技术,解决了零件变形大及加工效率问题,建立了高效加工工艺参数库,为我们今后生产大尺寸多型面零件提供了经验。□
