油浴式空滤器总成失效分析与改进
2016-07-08袁丽马勇
袁丽,马勇
(陕西重型汽车有限公司,陕西 西安 710200)
油浴式空滤器总成失效分析与改进
袁丽,马勇
(陕西重型汽车有限公司,陕西 西安 710200)
摘 要:为解决油浴式空滤器总成失效率高的问题,采用质量工具,找出了影响产品失效的主要原因,提出从设计方面对油浴式空滤器总成进行改进,开展台架试验对改善方案进行了综合分析及验证,改进效果显著。
关键词:油浴式空滤器总成;质量工具;结构
10.16638/j.cnki.1671-7988.2016.04.047
CLC NO.: U467.3Document Code: AArticle ID: 1671-7988(2016)04-136-03
引言
汽车作为人类重要的交通运输工具,随着国民经济逐渐发展,客户对商用车性能的要求也越来越高,推动着汽车向更高效、更安全、更舒适的方向发展。影响汽车性能的一个重要的零部件就是油浴式空滤器总成,它作为整车进气系统的核心零部件,是保证整车进气质量的关键因素,其失效会造成发动机早期磨损,不仅影响用户生产工程进度,还严重影响公司品牌形象及顾客忠诚度,近两年随着X车型的市场销量不断增长的同时,与之配套的油浴式空滤器总成也出现了开裂、密封不良等诸多问题,引起了用户抱怨。为了提高进气系统可靠性,开展了油浴式空滤器的结构优化。
1、问题概述
2014年度油浴式空滤器总成的“三包”数量总计为319只,失效率1.44%,损失金额49.16万元,随着整车运行时间加长,该件的损坏数量呈上升趋势,外损高、顾客抱怨严重,急需改善。油浴式空滤器主要应用于自卸车,自卸车作为主推车型,品牌效应极为显著,该产品的实车装配图(图1)。失效模式主要集中在开裂和密封不良两方面(图2),如不改进产品质量,索赔金额会逐渐加大。

图1 实车装配图
经对2014年全年售后市场返回的油浴式空滤器总成的失效模式进行识别,失效模式统计表和失效数量柏拉图见表1和图3所示。
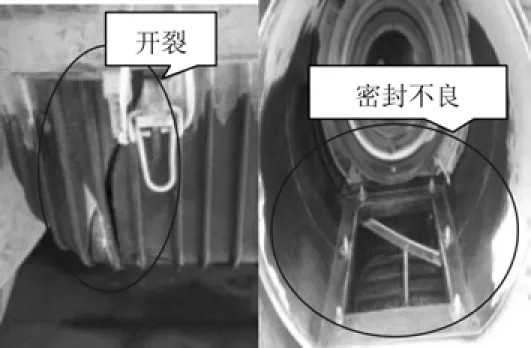
图2 油浴式空滤器失效图

表1 油浴式空滤器总成失效模式统计
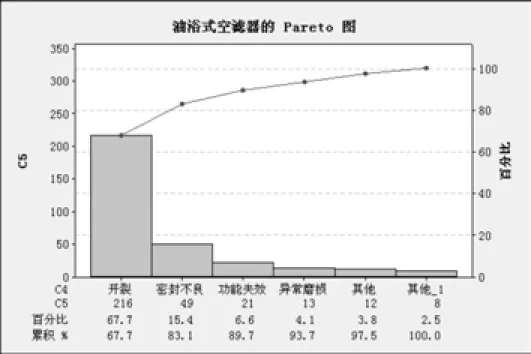
图3 油浴式空滤器总成失效数量的柏拉图
从上表可知,油浴式空滤器的缺陷类型主要集中在壳体开裂和密封不良,累计百分比为83.1%,超过了80%,按照“关键的少数”原则,对其实施改进。
2、油浴式空滤器总成失效分析
油浴式空滤器集多种除尘方式为一体,由粗滤部分和精滤部分组成,底部为油室,粗滤部分过滤空气中大颗粒杂质,精滤部分靠双极滤芯完成精滤。空气由垂直方向切线进入过滤器粗滤部分的外夹层,获得旋转并向下冲击油面,使油面产生波动并被气流掀起油沫,空气得到油浴,空气中所含灰尘和杂质被沾入油内。气流再次通过滤网,滤去较少尘埃和油滴,达到滤清空气的目的。在整车运行环境较差时,油浴式空滤器总成性能的可靠性显得尤为重要。
经对售后三包数据采用minitab进行分析,油浴式空滤器总成在6个月内和6万公里内频繁发生故障,经过图形化汇总分析发现,首次失效日期集中在3个月,首次故障里程的平均失效里程为10980km ,由此可见,该产品为早期失效。
通过对油浴式空滤器故障树分析,从顶事件、逻辑门、中间事件、底事件展开分析,共计分析出11个底事件(X),经过潜在失效模式及后果分析( FMEA)&筛选因子,最终识别出密封圈尺寸(X3)、密封圈老化变形(X4)、材料强度不足(X7)、异物冲击(X8)4个影响空滤器总成失效的影响因子。

图4 油浴式空滤器失效故障树
经过对现有生产过程进行测量系统分析及过程能力计算,现有产品的测量系统可接受,过程能力稳定,且呈正态分布,产品状态满足设计要求。故对密封圈尺寸(X3)、密封圈老化变形(X4)、材料强度不足(X7)、异物冲击(X8)进行逐项分析如下:
1)密封圈尺寸、密封圈老化变形原因分析
通过检测新密封圈与使用1-3月的密封圈外径尺寸发现,新到货密封圈尺寸完全符合图纸要求,使用1-3月后,密封圈出现变细,直径出现粗细不均的情况,即材料老化、耐久性差,改进前O型密封圈为聚氨酯发泡,在使用段时间后,材料老化,永久变形率达到100%,在二次装配后密封部位存在间隙,在对油浴式空滤器总成的滤芯保养、侧盖反复拆装过程中,密封圈压紧力不足,在高压水的冲洗下,存在渗水的隐患。经查阅工程手册发现,三元乙丙橡胶具有优异的耐候性、耐臭氧、耐热、耐酸碱、耐水蒸汽、颜色稳定性、电性能、充油性及常温流动性。乙丙橡胶制品在120℃下可长期使用,在150- 200℃下可短暂或间歇使用。加入适宜防老剂可提高其使用温度。三元乙丙橡胶在臭氧浓度50pphm、拉伸30%的条件下,可达150h以上不龟裂。 且由于乙丙橡胶分子结构中无极性取代基,分子内聚能低,分子链可在较宽范围内保持柔顺性,仅次于天然橡胶和顺丁橡胶,并在低温下仍能保持,使得其胶弹性良好。故考虑采用三元乙丙橡胶(EDPM)替代原来的聚氨酯发泡材料的密封圈。
2)材料强度不足失效原因分析
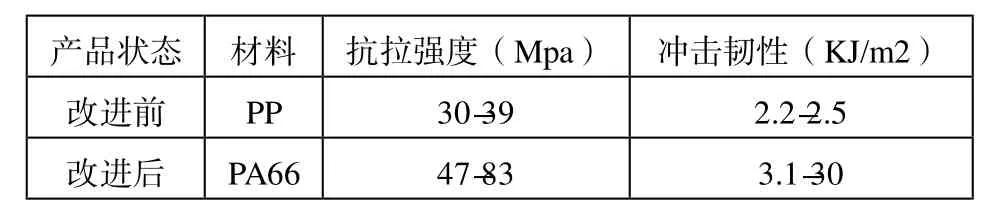
表2 PP和PA66材料力学性能参数对比表
原设计的底壳材料为PP+30%GF,抗拉强度30-39MPa,考虑因设计时验证不充分,未考虑复杂恶劣工况,产品虽符合设计要求,但材料强度不能满足使用要求,造成整车运行时油浴式空滤器总成的底壳出现撞击损坏的现象,经查相关资料,PA66材料在强度、韧性上都比PP有显著提升(详见下表2),故考虑优化底壳材质为PA66。
3)异物冲击失效原因分析
自卸车空滤器离地间隙低,矿用自卸车运行工况差行驶路面上砂石较多,现有空滤器位置过低,不能满足工况要求。
3、设计改进
1)密封圈尺寸、密封圈老化变形改进:将密封圈材质由发泡聚氨酯改为三元乙丙橡胶橡胶,结构改为矩形密封圈,使得耐老化性能优良,低永久变形率,确保密封圈材料在长期压紧力作用下的复原性。
2)底壳材料强度不足失效改进:将油底壳材料由PP+GF30%改进为 PA66+GF20%,底壳厚度由2.5mm增加到3mm,提高抗冲击性能。为保证整车的通过性,缩短油浴式空滤器粗滤部分的高度尺寸(总高减低50mm),离地间隙提升到560mm以上,通过压缩空滤器本体尺寸,将油浴式空滤器位置抬高到极限位置,减小空滤器被破坏的机率,此部分已经高于周围其他部件的离地间隙,可有效避免油底壳的撞击导致破损。因粗滤部分尺寸减小,分析主要影响油浴式空滤器的失油率,经在长安大学台架试验室验证,额定流量下失油率等性能参数满足技术要求。
3)异物冲击失效改进:在油底壳底部增加防护铁板(冷轧薄板ST14,厚度0.8mm),提高抗冲击性能。
从改进前后的油浴式空滤器外观可以看出,改进后比改进前高度降低,空滤器底部增加防护板(图5),改进前后件可通用、互换。

图5 改进后产品实物图
4、结论
本次产品改进从油浴式空滤器的密封圈和底壳的材质与结构方面进行优化,并增加防护底板,采用台架试验的方法验证其失油率、滤清效率等性能指标的可靠性,解决了油浴式空滤器总成破损和密封不良的问题。目前改进后的空滤器已批量投放市场,市场反馈效果良好,经济效益显著。
参考文献
[1] 唐晓芬.六西格玛核心教程.中国标准出版社.2006.
[2] 李志颖.兰仲菊.潜在失效模式及后果分析(FMEA)(第三版).中国汽车技术.2001.
中图分类号:U467.3
文献标识码:A
文章编号:1671-7988(2016)04-136-03
作者简介:袁丽,就职于陕重汽质量管理部,主要从事质量技术工
Oil bath type air filter assembly failure analysis and improvement
Yuan Li, Ma Yong
( Shaanxi Heavy Automobile Co. Ltd, Shaanxi Xi'an 710200 )
Abstract:In order to solve the problem of high failure rate of the oil bath type air filter assembly, the use of quality tools, finding out the influence of the main causes of product failure, put forward from the side facing the oil bath type air filter assembly was improved, and to carry out the bench test to improve the plan has carried on the comprehensive analysis and verification, improve effectively.
Keywords:Oil bath type air filter assembly; Quality tools; structure