折叠纸盒创新设计新工艺下的新发展
2016-07-04吕晓彬
吕晓彬
凭借加工成本低、储运方便、方便回收等优势,折叠纸盒已经广泛应用于药品、化妆品等产品的包装。如今,随着生产技术的不断进步,折叠纸盒已经由手工糊盒方式向自动糊盒方式转变。为此,折叠纸盒从设计、印刷到印后加工都需要进行创新,这样才能在新的生产模式下满足需求。
盒型设计
1.一体成型纸盒设计
目前,越来越多的产品,尤其是瓶装化妆品,使用的外包装纸盒内通常会放置发挥缓冲固定作用的部件,用于防止产品在运输过程中由于震动或跌落而发生破损。在包装产品时,需先将缓冲固定部件放入纸盒内,再放入产品,这无疑增加了操作步骤,降低了包装效率。如果在纸盒设计初期能将内部的缓冲固定部件与纸盒连为一体,将大大提高包装效率。下面,笔者以瓶装精油化妆品的包装盒为例,介绍一体成型纸盒的结构设计。
产品为直径约25mm、高约65mm的精油瓶,要求纸盒内部有缓冲固定结构,使精油瓶底部腾空,精油瓶瓶身与纸盒侧面要有一定距离,使其居中放置。由于精油瓶体积很小,重量轻,只需一张卡纸就能承受瓶子的重量。因此,决定在纸盒的糊口增加一个固定结构,盒型展开效果如图1所示。根据纸盒及精油瓶的尺寸,设置了不同间距和长短的模切刀线,为了确保糊盒后纸盒内部的成型效果,折线部位采用刀线+压痕线的模切排刀方式。由于糊盒后纸盒呈扁平状,内部结构的折线如果采用常规的压痕方法制作,难以确保纸盒能够顺利撑开成型。内部结构采用喷胶方式完成糊盒,内部结构粘合效果如图2所示。纸盒糊口可采用滚盘上胶,或喷胶上胶方式。糊盒成型后,纸盒内部就可形成一个固定精油瓶的结构,纸盒立体成型效果如图3所示。
纸盒立体成型的外观(如图4所示)与常规纸盒没有明显区别,但其内部增加了固定瓶子的结构,且该结构与纸盒连为一体,糊盒时可一次成型,糊盒效率高。糊盒成型后,纸盒可以扁平状运输储存,占用空间小。在包装化妆品时,只需将纸盒打开,内部结构就能自动撑开成型,相对手工放置缓冲固定部件的操作,明显提升了包装效率。
2.直线型纸盒设计
对于常用的直线型纸盒,如果原本采用手工包装方式,后更改为自动包装方式,那么应先在自动包装机上进行测试,检测包装过程是否顺畅,如出现问题,则应根据实际情况对纸盒结构进行微调,以适应自动包装机。
手工包装的直线型纸盒盒底的锁口收位相对较小,包装成型后缝隙较小,外观较为美观。但如果采用自动包装机,较小的锁口收位会使得盒盖、盒底插舌难以插进盒身,容易导致自动包装机停机。而增大锁口收位尺寸(如图5中A、B处所示)后,盒盖、盒底插舌在自动包装机上就能够更容易插入盒身,避免因插舌插不进盒身而造成自动包装机停机。
3.加强型自锁底纸盒设计
一般情况下,采用卡纸纸盒包装的产品重量相对较轻,但有些客户出于印刷美观度的考虑,要求用卡纸纸盒包装较重的产品。这种情况下,常规的锁底结构很难达到承重要求,需要将纸盒的底部设计成加强型自锁底结构。如图6所示,该盒底较长的锁底折片尺寸能够完全覆盖盒底,卡在其他锁底折片之上,有效防止盒内重物从盒内脱落。
生产设计
1.糊口尺寸的合理设计
纸盒通常采用糊盒机进行糊盒,在设计纸盒结构时,需注意设置合适的糊口尺寸。糊口尺寸如果过大,会造成纸张的浪费;过小,糊盒时糊盒胶经过挤压后容易溢出糊口范围,影响纸盒外观质量。
滚盘上胶方式的上胶盘宽度一般为5mm,与之对应的糊口宽度可设计为15mm左右,这样就可以在糊盒时将上胶盘调节至糊口的正中央,两侧留给糊盒胶铺展的距离也较为适中,能有效避免溢胶现象的发生。在纸张尺寸有限的情况下,则可以适当缩小糊口宽度,糊盒时选择宽度为3mm的上胶盘。
喷胶上胶方式所使用的糊盒胶黏度较低,相比滚盘糊盒胶,受到挤压后的铺展面积更大,因而糊口尺寸应更宽。一般情况下,采用喷胶糊盒的纸盒,糊口宽度可以设计为20mm左右,最小也要保证15mm的宽度。
2.折叠线的合理设计
合理设计折叠线,不仅能保证折叠线能够准确认线,还可确保纸盒的顺利生产,提升自动糊盒生产效率。
常规的折叠纸盒一般都能够在糊盒机上顺利出纸和走纸,但是对于有开窗(不贴膜)结构的纸盒,在糊盒时前后两张纸盒的某一部位容易卡在开窗处,从而造成停机。因此,在设计此类纸盒时,应尽量将其边角设计为圆滑形状,避免尖角凸起等,或将开窗部分通过折痕线和连接点连在纸盒上进行糊盒,在纸盒装配时再将开窗部分打开,这样就能避免糊盒过程中出现卡纸停机。
需要注意的是,在设计纸盒时,如果两条折叠线的距离很近,且两条折叠线的反弹力也很接近,在糊盒过程中就容易出现认线错误,不需要折叠的那条线可能会被折叠起来。这种情况下,需将要折叠的那条线设计为“痕线+刀线”的形式,这样折叠线就会被部分切穿,形成的反弹力会比另外一条折叠线的反弹力低得多,糊盒时就能够进行准确折叠。此外,对于纸盒的折叠线采用齿刀线而不是压痕线的这种情况,模切时可以在需要折叠的那条齿刀线下加装压痕条,降低该齿刀线的反弹力,确保认线准确。
表面整饰工艺改进
我公司引进了一台全开式卷烟自动包装机,替代原有的手工包装方式。在设备调试过程中,发现原本没有刮痕的全开式小盒,在完成包装后表面出现了很多刮痕,尤其是在在小盒楞边的金线部位。经分析后发现,由于自动包装机的导轨及各种定位装置均为金属,该小盒在上机包装过程中不可避免地会与之发生摩擦和磕碰,再加上全开式小盒楞边的金线表面的绒面光油与底层油墨的结合牢度不足,因此很容易被刮掉。
为解决这一问题,需改进该小盒的表面整饰工艺。该小盒原先采用满版印刷绒面光油的表面整饰工艺,经检验,该小盒底部没有出现刮痕,说明底部的绒面光油与底层油墨的结合牢度较强。因此,可仅对全开式小盒楞边的金线部位的表面整饰工艺进行调整,用触感光油代替绒面光油,增强与底层油墨的结合牢度,从而有效解决该小盒在自动包装过程中其楞边金线部位产生刮痕的问题。
可见,纸盒的表面整饰工艺是纸盒印刷生产的重要环节。除了能增强包装的视觉效果,提高产品档次外,还能对纸盒表面起到保护作用。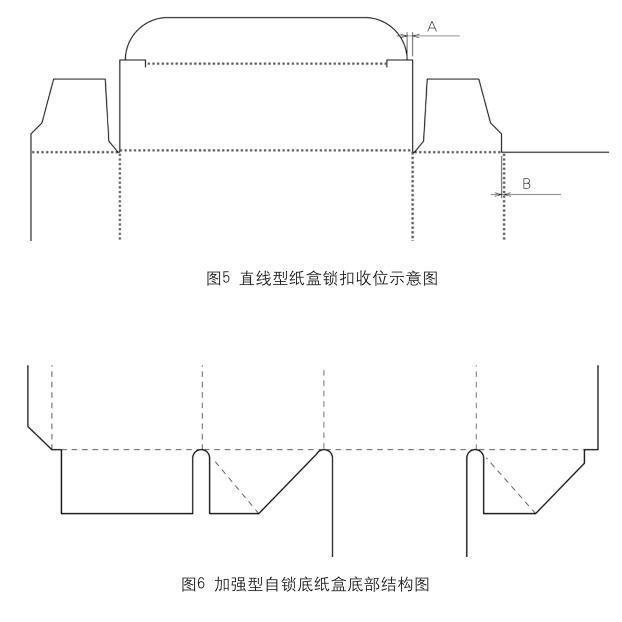
目前,国内市场上一些常规盒型(直线盒、四角盒、自锁底盒等)已经普遍采用自动糊盒,而对于有内部固定和支撑结构的纸盒,或造型独特的纸盒,大部分还采用手工糊盒或手工组装的方式进行生产。随着糊盒机自动化技术的发展,糊盒成型质量要求的提升以及人工费用的上涨,纸盒的设计将朝着适应自动化一体成型糊盒方式和自动包装的方向发展,从而提高折叠纸盒的糊盒效率,保证糊盒质量的稳定性,提高客户的包装效率。
