影响PVC树脂制品加工性能的因素分析
2016-06-29文仕敏宜宾天原集团股份有限公司四川宜宾644004
文仕敏,颜 华(宜宾天原集团股份有限公司,四川宜宾644004)
影响PVC树脂制品加工性能的因素分析
文仕敏,颜华
(宜宾天原集团股份有限公司,四川宜宾644004)
摘要:从分子结构、分子量及分布、颗粒形态、加工助剂等方面分析了PVC树脂质量对加工制品质量的影响。提出了管材、异型材、注射制品、片材、电缆料、等常见PVC制品的质量问题,并提出解决措施。
关键词:分子结构,加工助剂,PVC;加工制品
1 聚氯乙烯树脂内在结构及加工助剂对加工制品性能的影响
聚氯乙烯树脂内在结构及加工助剂对加工制品性能的影响主要从以下4方面进行分析,即分子结构对加工制品性能的影响;分子量及分布对加工制品性能影响;颗粒形态对加工制品性能影响;聚氯乙烯树脂与加工助剂之间的相互作用对加工制品性能影响等。
1.1聚氯乙烯的分子结构对加工制品性能的影响
氯乙烯悬浮聚合反应时,氯乙烯单体聚合形成大分子,由不同引发剂、分散剂、不同反应温度下,分子链主链的结构方式、立式规整性、分子量以及分子量分布、以及形成的异常结构等存在差异,对聚氯乙烯性能产生影响。
1.1.1键接方式和立体规整性影响
聚氯乙烯的分子链节主要为首尾相接方式,但由于电子效应和位阻效应,还存在头-头相接、尾-尾相接结构。此外,氧、引发剂残基、氯乙烯中杂质、链转移等因素使分子链结构变得复杂,产生烯丙基氯、羰基、巯基、醛类等。这些异常结构使PVC树脂在加工过程中,温度升高时更易分解,这是聚氯乙烯最大的结构缺陷,热稳定性差的重要原因。
在PVC链结构单元中存在不对称碳原子,可能有立体异构物,氯原子从一侧到另一侧交替排列的,称为间规立构;其氯原子是杂乱无章地排列,称为无规立构。间规立构规整度是聚合温度的函数,温度越低,间规立构规整度越高[1]。PVC树脂(40~70℃)的间规立构规整度不太高(52%~56%),而间规结构能够产生约5%~10%的结晶度,对PVC性能影响很大。晶核的存在,对加工制品的性能影响极大,才能使PVC吸收增塑剂后具有弹性和强度,可以制作各类性能各异的软制品。因为少量晶核的存在,能在增塑体系中无定型大分子链间起到物理交联骨架的作用[2]。
1.1.2反常结构
在PVC的分子中,由于反应中加入的引发剂、分散剂含有其他杂质,氯乙烯单体含有水分、二氯乙烷、三氯乙烯、氯甲烷、乙炔、氯乙炔、铁离子、硫离子等杂质,这些杂质在反应过程中会生成其他大分子物质,这些大分子物质可能会含-OH、-O-、=O-、-CCl2等结构,这些结构的存在会使树脂的热稳定性下降。此外,引发剂的残基在反应结束时,通常加入终止剂终止反应,但仍有少量未被终止,通常引发剂的残余还与大分子自由基结合进入分子链的端基,形成R-CH2-CHCl-、R-COOCH2-CHCl-、HSO4CH2-CHCl-等结构形式[2]。进入汽提系统,继续反应生成小分子物质,混在树脂中,影响树脂热稳定性。未反应的氯乙烯气体进入回收系统,也会反应生成少量聚合物,留在管道或设备上,造成系统堵塞,留在回收单体中,会在下一次进入聚合釜反应时影响反应的平稳运行。
从图1和图2分析可知,树脂分子结构中含反常结构。电石法和乙烯法生产的PVC树脂的成分略有差别,电石法树脂在1 720 cm-1附近有明显的羰基吸收,可能与引发体系不同有关。在1 625~1 630 cm-1区间也有吸收,与存在的不饱和碳碳双键有关,这可能与电石法单体与乙烯法单体中含羰基、醛类、氯甲烷等存在差别有关。
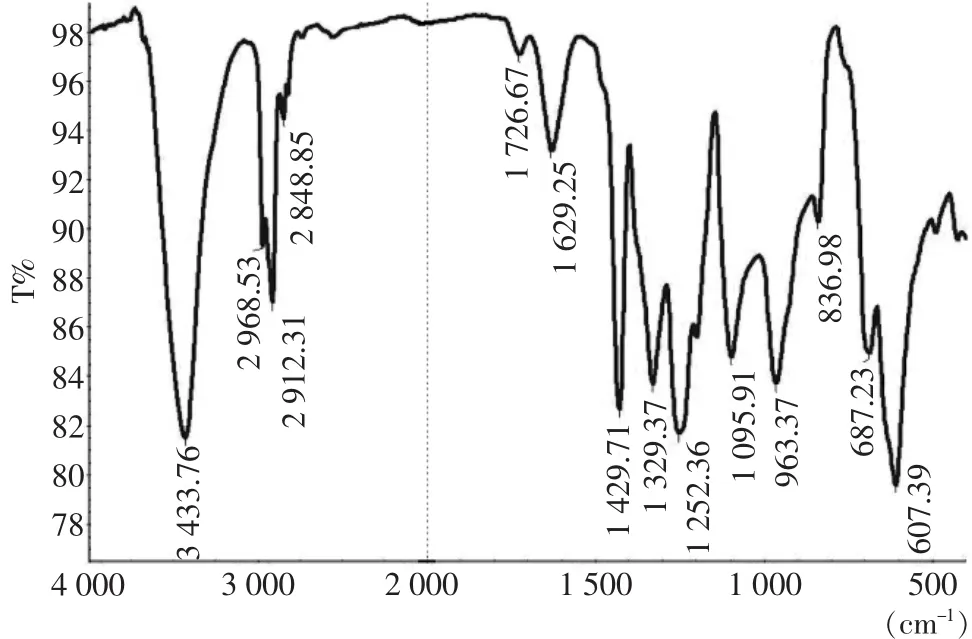
图1 国内某生产商(电石法生产聚氯乙烯)红外光谱图
1.2聚氯乙烯树脂分子量及分布对加工制品性能影响
PVC树脂并不是由某一分子量相同的分子所构成,而是由某一区间相接近分子量的分子构成,也存在渗杂部分大分子量的物质组成,或掺杂部分小分子量的物质组成。因此,在树脂检测中的粘数是代表平均分子量。

图2 国内某生产商(乙烯法生产聚氯乙烯)红外光谱图
树脂分子量越大,由于分子链间的引力增大,或其他缠结、扭曲等异状增多,制品的塑化变难,热变形温度随之上升。树脂分子量越小,越容易分解,因此,树脂中低分子物偏多,会造成低分子物分解,导致材料色泽变暗、强度变差;在树脂中高分子物多则塑化困难,造成晶点、“鱼眼”、表面有颗料、强度变差等情况出现。但由于低分子量物质塑化快,可适当加入少量小分子物质以促进塑化。试验表明,在SG5树脂用于做管材时,在100份SG5中加入2~6份SG7树脂会缩短塑化时间,对制品色泽、强度等无不良影响。因此,分子量分布以适中为好,在2左右最佳。
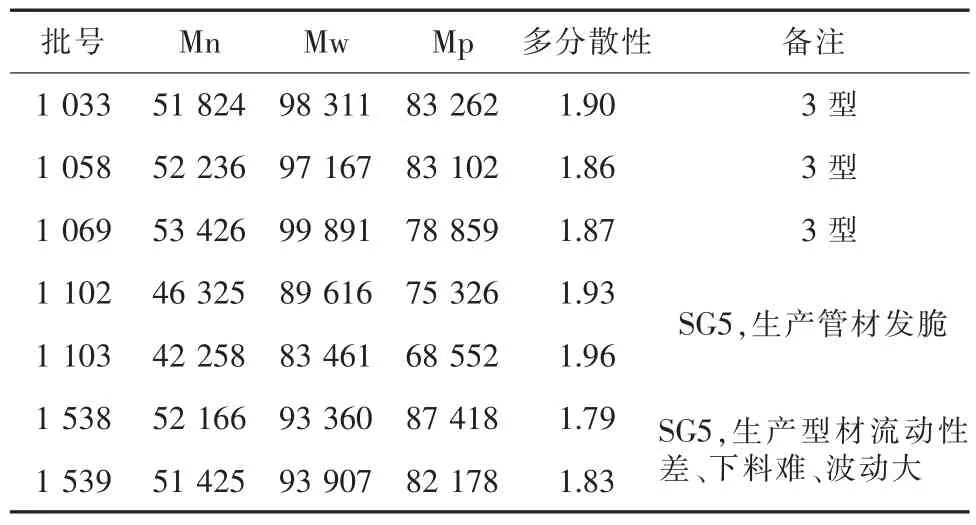
表1 树脂GPC的分析
为此,在PVC生产中,反应温度需控制平稳,氯乙烯单体中杂质严格控制,这样,分子质量分布才能处于最佳范围,尽量减少低相对分子质量部分的PVC和支链结构生成。以国内某厂树脂为例,从表1可以看出,对同型号的5型树脂,其Mn和Mw绝对值差比较大,其中1103和1539的Mn差值约9 900,Mw差值达9 800以上。从多分散性看,均低于2,1103低分子物偏多,导致管材发脆;1538高分子物偏多,导致型材流动性差,波动大。
1.3树脂颗粒形态对加工制品性能的影响
由于各生产商原料如氯乙烯单体质量、纯水质量有差异,选择的聚合助剂如引发剂、分散剂牌号和质量的差异,树脂的粒子形态及质量也会有差异。树脂颗粒形态影响加工过程的塑化速度及塑化程度,对加工制品质量影响很大。
树脂颗料在显微镜下观察到是粒径为100~160 mm,多数为圆形、椭圆,是由许多微细粒子并在一起的聚集体,这种聚集粒子通常以聚合初期形成的尺寸仅为0.1~0.8 μm的原生初级粒子为基础,含有若干由初级粒子聚集后尺寸为2~10μm的聚集粒子所组成。
PVC树脂成粒过程为原始微粒—初级粒子核—初级粒子—聚结体—熔结的聚合体。
在微细粒子聚集的过程中,微细粒子间有不同形态的孔隙形成,这些孔隙的均匀程度对树脂塑化影响极大。在悬浮聚合情况下,粉粒外表面还包覆有以分散剂为主要成分的皮膜,皮膜厚塑化差,皮膜薄,塑化快,但皮膜太薄颗粒易并粒,可能会出现粗料。
此外,粒子还含有残留的氯乙烯、分散剂及其他助剂。由于颗粒大小分布、颗粒表面形状、内部初级粒子聚集程度、内部孔隙率等存在差异,使树脂在表观密度、干流动性、增塑剂吸收率、比表面积等方面存在差异,因而在树脂加工时,粉料与添加剂的相容性、流动性、增塑剂吸收率等加工性能出现差异。
1.4主要加工助剂对加工制品性能影响
1.4.1热稳定剂
聚氯乙烯最显著的缺点是热敏性,加工过程容易发生分解变色。这是在加工温度条件下,PVC脱除氯化氢,自动氧化断链与交链、少量芳构化以及大分子链断裂引发降解作用[3]。PVC由于其共轭多烯序列结构,在加热时颜色发生改变,由正常的透明,到淡黄、黄、黄橙、微红、棕、棕褐、黑色。
因此,为弥补聚氯乙烯在热稳定性能方面的缺陷,在加工过程中需加入热稳定剂,部分聚氯乙烯生产商在聚合过程或聚合结束时加入热稳定剂,在加工过程中可减少热稳定剂加入量。
主要的热稳定剂品种有金属皂类、有机锡类、钙锌类、稀土类、复合稳定剂、辅助类等。稀土稳定剂是上世纪80年代开发出的无毒、高效、多功能稳定剂,通常与其他稳定剂复合使用,适于各类制品。具体选用主要考虑3方面的因素,热稳定的效果、稳定剂的混配工艺性、对制品性能的影响。根据制品对性能的要求(如热、光稳定性、润滑性及透明性等)以及成本因素综合来选择。
1.4.2润滑剂
润滑剂作用是改善聚氯乙烯熔体的流动性、减少树脂混合物之间的摩擦;降低树脂熔融物分子之间的摩擦,防止熔融物粘附在加工设备的金属表面上。分内、外润滑剂。内润滑是降低聚合物熔体分子链之间的运动摩擦,并具有改进熔体流动性和均匀性的功能。外润滑是降低聚合物熔体和加工设备之间的摩擦或减小聚合物粒子之间的摩擦。
在选择润滑剂时,基本原则是得到受控制的熔化速率。选用的内、外润滑剂组合起来得到最佳润滑效果。如外润滑剂加过量,会影响塑炼,会产生渗出,使物料达不到所要求的凝胶化度,制品的冲击强度下降,如生产型材则焊角强度达不到规定要求。此外,润滑体系的使用配合特定的稳定体系,才能发挥更好的作用。
常用的内润滑剂有硬脂酸、硬脂醇、硬脂酸钙、单油酸甘油酯等,外润滑剂主要有石蜡、聚乙烯蜡等,内外润滑皆有的是硬脂酸锌钡、硬脂酯丁酯、褐煤酸、部分氧化的聚乙烯蜡等。此外,还有复合润滑剂。
1.4.3增塑剂
增塑剂的作用使树脂产生可塑性、柔韧性或膨胀性,降低加工温度、降低热熔融温度,改进流动性,在增塑浓度范围内降低模量、强度、硬度、玻璃化温度和脆化温度,提高冲击韧性;在反增塑范围内,则增加模量、硬度、拉伸强度及脆性[4]。增塑剂对PVC树脂的作用,是把沿聚合物链的许多连接点隔断,同时遮蔽将聚合物链聚拢在一起的作用力中心。
增塑剂种类很多,主要有环氧酯类、邻苯二甲酸酯类、磷酸酯类等。增塑剂的选择,主要从与树脂相容性、制品的用途和耐久性等方面综合考虑选用。在增塑剂中,邻苯二甲酸二辛酯(DOP)综合性能最好,但单一增塑剂很难满足PVC的多种性能(如耐寒、阻燃以及耐热等)的要求。因此,通常将主增塑剂(如DOP)与特种增塑剂配合使用,互相补充,效果更加显著。
1.4.4加工助剂
加工助剂作用降低PVC熔化温度、传热均匀、增进热强度、增进熔体均匀性。这类加工助剂可增强PVC树脂颗粒内的内摩擦作用,促进PVC的凝胶化,增加PVC熔体和加工设备金属面间的摩擦作用,减轻或消除外润滑剂带来的副作用,从而可加快PVC塑料的塑化速率,提高塑化质量,降低加工温度和能耗,防止离析结垢,使制品表面平滑光洁。丙烯酸酯共聚物(ACR)在所有PVC的挤出、压延、吹塑、注塑及热成型加工技术中均可使用。
常用加工助剂有CPE、ACR、MBS、EVA等。加工助剂可提高制品的内在质量和表面光泽度,使加工过程中物流稳定,熔体输送和塑化平稳、质量均匀,提高加工速率。
2 加工制品存在的典型问题分析
普通树脂主要指从SG1至SG8型号。主要型号有SG3、SG5、SG7、SG8。SG3型主要用于生产软管、电缆、膜、鞋底、人造革等,对质量指标的要求:“鱼眼”和杂质粒子少;颗粒均匀适中,因大粒子塑化差易形成假性“鱼眼”;分子量分布均匀,如果大分子物多则塑化差,易形成“鱼眼”;增塑剂吸收量适当,因主要用于生产软制品,添加增塑剂,吸收差,则塑化不好,增塑剂易析出。SG5型主要用于生产管材、型材、板材等硬制品,部分地区也用于生产电缆、包装膜、人造革等。对质量指标的要求:颗粒均匀,太细则下料不畅,太粗则塑化差影响强度。SG7和SG8型主要用于生产管件、片材等,对质量指标的要求:要求塑化快;分子量分布均匀,因为分布宽低分子物易分解,管件易碎,片材颜色发暗。
2.1硬聚氯乙管材生产中异常情况及原因分析
PVC管材通常采用双螺杆挤出机成型,由于各管材厂使用助剂不同,配方成本差异较大,钙粉最高加到300份以上,因此,质量差异较大,常见硬聚氯乙烯生产异常情况及原因分析见表2。
2.2异型材生产中异常情况及原因分析
异型材在用于户外,需考虑耐候性、耐光性、耐热性、耐寒性、尺寸稳定性等。采用挤出成型,与管材工艺相近,由于异型材结构更复杂,因此,对原料质量要求更高些。树脂颗粒均匀,塑化快,分子量分布集中,力学性能好。异型材生产中异常情况及原因分析见表3。
2.3注射制品生产中异常情况及原因分析
随着注塑设备的进步,很多厂家都采用由计算机程序控工艺参数的注塑机,可控性增强。由于注射制品要求塑化快,因此,在配方设计中要注意,由于在注塑过程中分子间作用力比较大,因此,对润滑刘特别是内润滑剂的要求较高。填充剂如钙粉加入量不能过量,影响塑化。为促进塑化,通常用会加入加工助剂ACR。注射制品生产中异常情况及原因分析见表4。
2.4电缆料生产中异常情况及原因分析
电缆由于对导电性有要求,因此,对原料树脂的“鱼眼”、杂粒子、导电率等要求较高。对树脂塑化性能要求也高:首先要均匀,不能有颗料,通常电缆料是先造粒,再做成线缆。由于产品要在生产出来后放置或使用一段时间后,有些问题如增塑剂的渗出、电缆护层的粘连等,因此,在原料使用和生产过程控制以及质量检验中严格要求。对电缆料生产中常见异常情况的分析见表5。
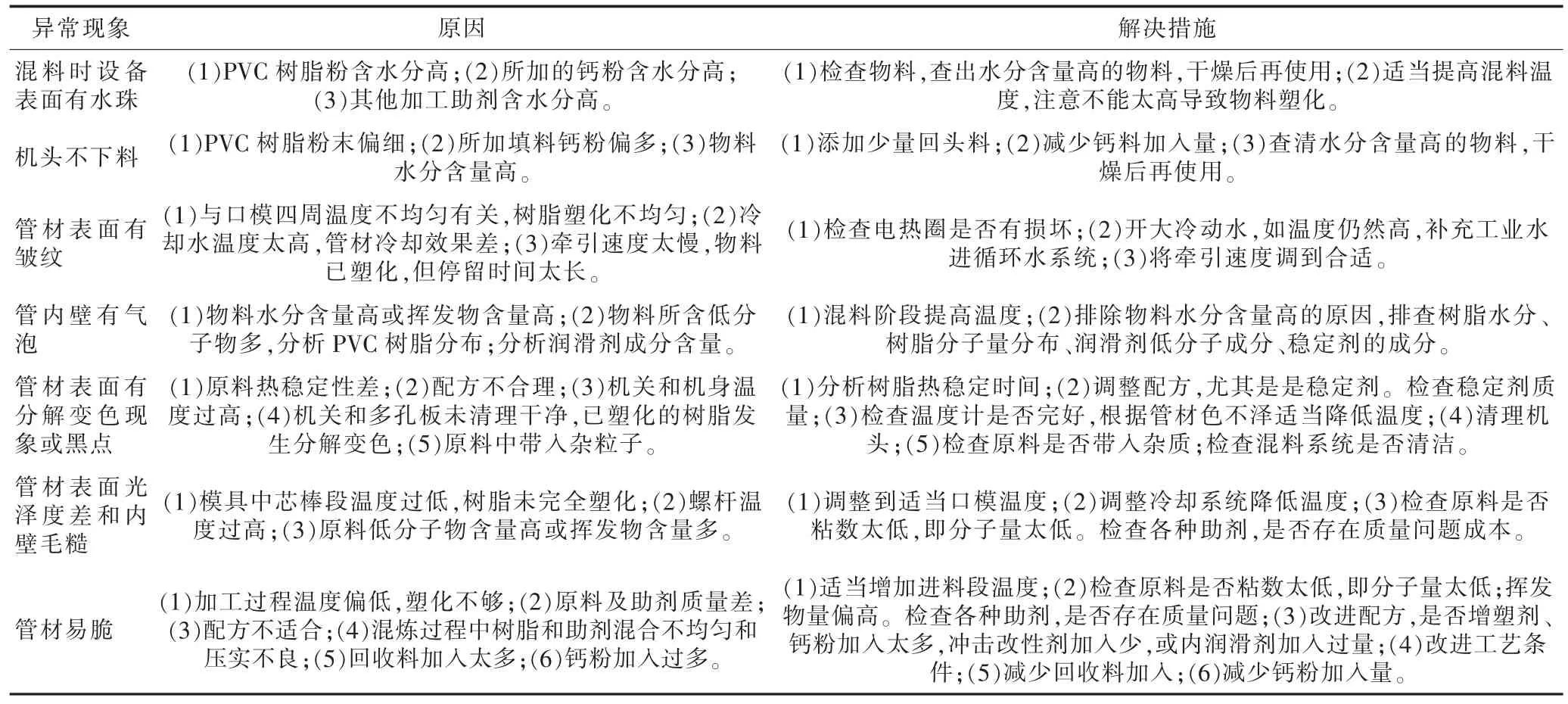
表2 硬聚氯乙烯管材生产中异常情况及原因分析
2.5片材生产中异常情况及原因分析
片材要求树脂塑化快,鱼眼少、杂粒子少。生产透明片材,不仅对树脂质量要求高,对热稳定剂、加工助剂、增塑剂、润滑剂的选用也有要求。稳定剂通常选用有机锡类,增塑剂选用邻苯二甲酸二辛酯(DOP)、癸二酸二辛酯(DOS)等,改性剂选择用甲基丙烯酸甲酯-丁二烯-苯乙烯(MBS),因MBS与PVC折光率相近,作透明制品效果好。片材生产中的异常情况及原因分析见表6。
2.6PVC膜生产中异常情况及原因分析
用PVC生产的膜种类多,对树脂质量要求有高有低,透明膜要求最高,需要树脂颗料均匀且疏松,内部孔隙均匀,分子量分布窄,“鱼眼”少,杂粒子少,PVC膜生产中异常情况及原因分析见表7。
以上是对普通树脂制品包括硬聚氯乙烯管材、异型材、注射制品、电缆料、片材、膜等生产中存在的常见问题的原因加以分析,其他影响因素很多,在此未更多例举分析。
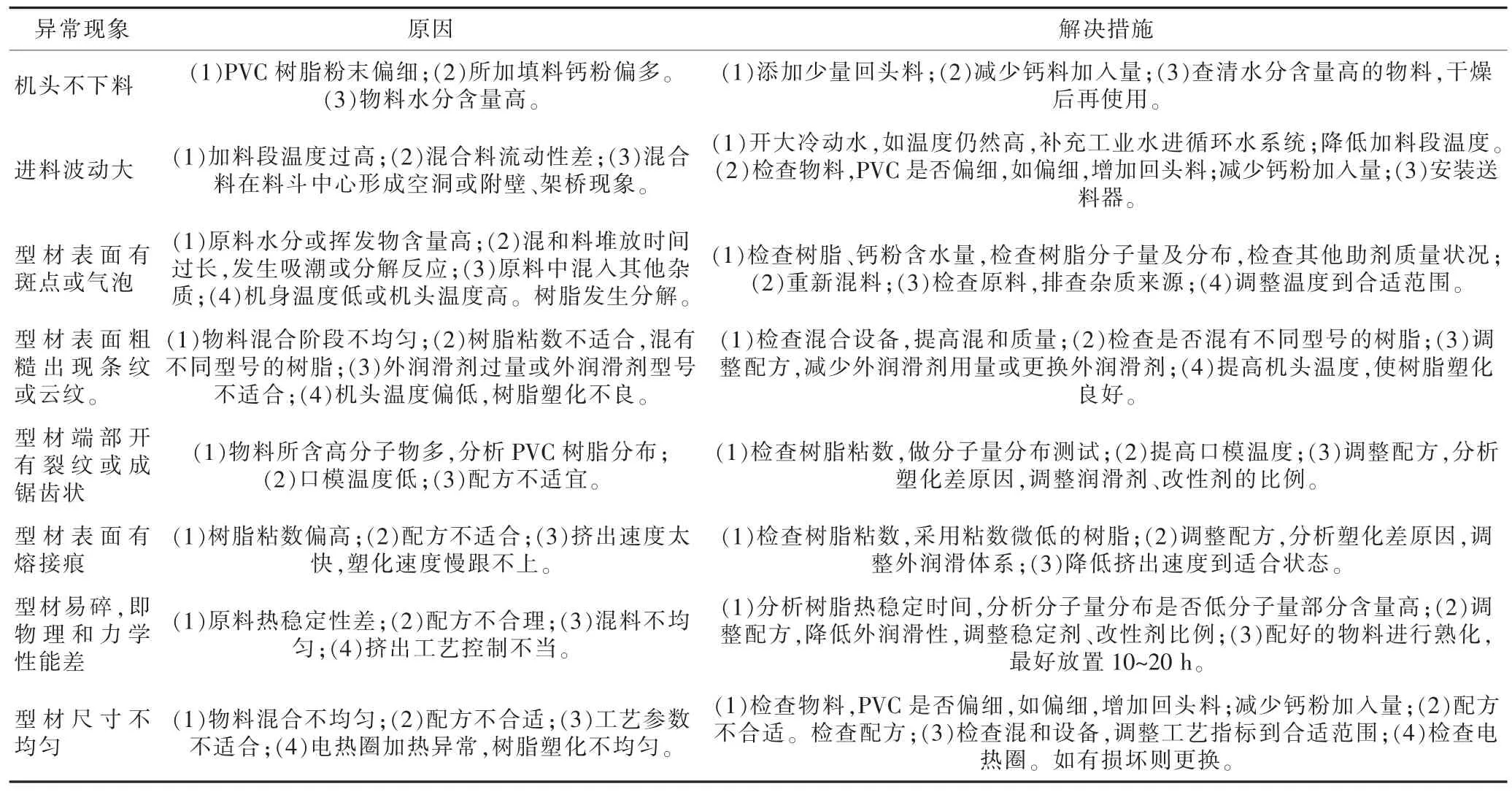
表3 异型材生产中异常情况及原因分析

表4 注射制品生产中异常情况及原因分析
3 结论
当前,中国氯碱工业发展正处在一个关键转型阶段,单纯的产能增长和简单的运营模式复制使行业在高速发展后,面临着同质化竞争加剧、低端产品产能结构性过剩等一系列问题,是影响行业可持续发展的内生性根本问题。聚氯乙烯行业应加强整体质量提升,开发专用树脂,从行业内的竞争转向替代其他材料的竞争,重新开拓聚氯乙烯的发展之路。因此,聚氯乙烯生产厂商与下游加工厂商之间应加强沟通,共同提高质量、降低成本,实现共赢,促进行业发展。

表5 电缆料生产中异常情况及原因分析

表6 片材生产中异常情况及原因分析
参考文献:
[1]林师沛.聚氯乙烯塑料配方设计指南.北京.化学工业出版社,2002:2-3.
[2]潘祖仁,邱文豹,王贵恒,等.塑料工业手册:聚氯乙烯分册.北京:化学工业出版社,1999:440-442.
[3]潘朝群、康英姿.绿色环保PVC的热稳定剂研究进展.弹性体,2006(16):60-64.
[4]王西能、李曹.PVC树脂原粉结构分析及热稳定性研究.聚氯乙烯,2009(11):37-40.
[5]张小文.塑料管道及管件加工与应用.北京.中国石化出版社,2002:156-157.
Processing performance influence factor analysis of PVC resin products
WEN Shi-min,YAN Hua
(Yibin Tianyuan Group Co.,Ltd.,Yibin 644004,China)
Abstract:The effects of PVC resin on the quality of processed products were analyzed from the aspects of molecular structure,molecular weight and distribution,particle morphology,processing aid and so on. To find out the quality problems of common PVC products,such as pipes,profiles,injection products,sheets and cable materials,analysis the reason and put forward solutions.
Key words:molecular structure;processing aid;PVC;processed products
中图分类号:TQ325.3
文献标识码:B
文章编号:1009-1785(2016)04-0021-06
收稿日期:2015-11-25