拉伸及冲压钣金件的展开计算实例
2016-06-29徐开宝济南蓝动激光技术有限责任公司济宁分公司山东济宁272000
徐开宝,王 旭(济南蓝动激光技术有限责任公司济宁分公司,山东 济宁 272000)
拉伸及冲压钣金件的展开计算实例
徐开宝,王 旭
(济南蓝动激光技术有限责任公司济宁分公司,山东 济宁 272000)
摘 要:钣金件的展开计算,工件的平面展开方法,弯曲中性层位置的确定,弯曲件毛坯展开长度计算。
关键词:工件剖面图;弯曲中性层;展开长度;弯曲方式
0 引言
随着工业化进程中对薄板件的精度要求的提高,薄板件冲压前的原材料计算也越来越精确,因此展开计算变得尤为重要。然而对于拉伸件的展开计算人们往往无从下手,下面以青铜薄板拉伸件为例进行展开计算说明,希望在实际应用中对大家有一定的帮助,工件尺寸如下:
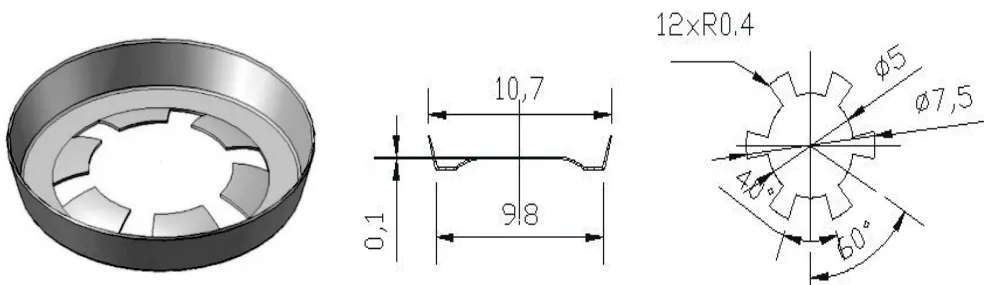
图1
1 工艺分析
此件加工工艺为拉伸和冲裁,冲裁的孔如上图所示:零件尺寸均为未标注公差的一般尺寸,按惯例取为IT12级,符合一般级进模冲压件的精度要求,模具精度为IT9即可。图示零件材质为青铜。
2 工件的平面展开方法
工件剖面图和展开图如下:

图2
由上图可以 看出加工工件时含有弯曲工序,因此在计算前应该把圆角展开。在板料弯曲时,弯曲件毛坯展开尺寸准确与否,直接关系到所弯曲工件的尺寸精度。而弯曲中性层在弯曲变形的前后长度不变,因此,可以用中性层长度作为计算弯曲部分展开长度的依据。
2.1弯曲中性层位置的确定
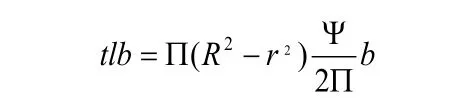
设板料弯曲前的长度,宽度和厚度分别为l、b、t,弯曲后成为外半径R、内半径r、厚度nt(t为变薄系数)、弯曲带中心角为系数Ψ的形状。根据变形前后金属体积不变的条件得:
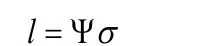
塑性变形弯曲后,中性层长度不变,所以:
联解上两个公式并以R=r + Κt 代入,可以得到塑性弯曲的中性层位置为:

由上公式可以看出,弯曲中性层位置与r/t和系数Ψ的数值有关,而弯曲时,随着凹模下行,相对弯曲半径r/t系数Ψ是 不断变化的,因此,随着弯曲的进行,中性层位置在不断改变。因为板料压弯的系数Ψ小于一,所以中性层位置是内移了。r/t值愈小,系数Ψ值也愈小,中性层位置的内移量也愈大。
在实际生产中为了便于计算,一般用经验公式确定中性层的曲率半径:

2.2弯曲件毛坯展开长度计算
确定了中性层的位置后,就可以进行弯曲件毛坯展开长度计算。本工件的r>0. 5t ,一般将r>0. 5t的弯曲称为有圆角半径的弯曲
R0.1处R≤ 2t
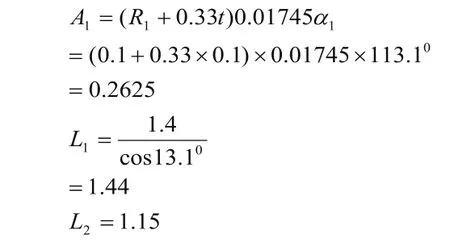
R3.3处:

所以展开后工件直径为

用上述公式计算出来的毛坯展开长度仅仅是一个参考值,与实际所需的长度有一定的误差。因为上述公式中有很多影响弯曲变形的因素,如材料性能、模具结构、弯曲方式等,都没有考虑。所以只能用于形状简单、弯曲个数少和尺寸公差要求不高的弯曲件。对于形状复杂、弯曲角较多及尺寸公差较小的弯曲件,应先用上述公式进行初步计算,确定试弯坯料,待试模合格后再确定准确的毛坯长度。
参考文献:
[1]肖景容.冲压工艺学[J].北京:机械工业出版社,1988(07).
[2]王新华.冲模结构图册[J].北京:机械工业出版社,2003(04).
[3]夏琴香.冲压成型工艺及模具设计[J].华南理工大学出版社,2004(05).
DOI:10.16640/j.cnki.37-1222/t.2016.13.027
作者简介:徐开宝(1983-),男,山东济宁人,本科,初级工程师,研究方向:金属成型及非标设备的研发。
