六西格玛管理在纺织品公司的应用研究
2016-06-25徐晓敏瞿志伟
徐晓敏, 瞿志伟
(上海电机学院 商学院, 上海 201306)
六西格玛管理在纺织品公司的应用研究
徐晓敏,瞿志伟
(上海电机学院 商学院, 上海 201306)
摘要将六西格玛管理应用于某纺织品公司,运用DMAIC程序对生产过程进行界定、测量、分析、改进和控制,使得公司的不合格率由9.6%降至2.5%,改善效果良好,经济效益得到提升。
关键词六西格玛; 不合格率; 经济效益; 纺织品公司
改革开放以来,随着我国经济进程的加速,中国制造的产品几乎遍布全世界,但同时中国的制造业也承受着巨大的外部压力。随着竞争的加剧,越来越多的制造型企业的管理者们认识到,只有企业运用先进的管理方法才能得到生存和发展的空间,六西格玛管理就是在这样的背景下产生的。通过减少企业生产过程中的变异,提高生产率、减少或消除浪费,不仅能够给客户提供满意的产品,而且合理地控制了企业的运营成本,提高了企业在市场和环境中的竞争力。20世纪80年代后期,世界形成了以顾客为关注焦点的质量观,这无形中决定了企业想要保持竞争力和更好地适应环境就必须实施质量改进。面对不断变化的顾客需求,企业只有不断地进行质量改进,提高产品的质量、顾客的满意度和忠诚度,才能保持竞争优势并不断地增加收益[1]。面对这些压力,企业管理者们最先想到的就是优化流程。虽然流程优化的方法有很多,但是运用不同的方法可能会产生不同的效果。六西格玛管理应用的巨大成功,吸引了无数的生产制造企业。六西格玛管理被认为是全新的管理模式,而不仅仅是单纯的技术方法[2]。六西格玛管理通过关注过程的波动,降低了生产成本,缩短了时间周期,提高了产品质量,增强了满足顾客要求的能力[3]。在我国,对大多数企业来说,推行六西格玛管理,要先从改变传统的经营观念做起。要从思想上建立起顾客驱动的企业理念,才能最终将企业的产品质量提高到了一个全新的境界[4-6]。以目前国内三西格玛、四西格玛的管理水平是无法与具备六西格玛水平的国外大型企业合作或竞争的[7]。
在我国,六西格玛管理从刚开始的大型企业、合资企业和外资企业逐渐向中小型制造企业扩展[8-13]。由于国内中小制造型企业和国内大型企业、合资企业、外资企业的管理水平、投入资源程度和对六西格玛管理的重视程度有着明显的差异,虽然在不同的行业都有所尝试[14-18],但是总体而言,目前国内许多中小型制造企业实施六西格玛管理的效果不如预期。
1六西格玛理论
六西格玛(6σ)意为“6倍标准差”,在质量上表示每100万件产品只有3.4件次品,非常接近“零缺陷”的要求。从概念上讲,有2种含义: ① 正态分布的质量特性,考虑到±1.5σ的偏移量,产品故障率为3.4×10-6,即合格率为 99.99966%;② 指工程师及统计学者用来精确调整产品及生产过程的高技术方法,任何一个工作程序或工艺过程都可用几个σ表示。
六西格玛管理是以顾客需求和顾客满意为出发点,基于数据和事实驱动的一种持续改进产品质量、服务质量和过程质量的先进的管理模式。运用DMAIC对现有流程定义(Define)、测量(Measure)、分析(Analyze)、改进(Improve)和控制(Control),找出影响过程质量的关键因素,以零缺陷管理为目标,消除不稳定因素,提高客户满意度,减少浪费,降低成本,提高周转率。
2六西格玛管理在ZW公司的应用
ZW纺织品有限公司是一家专业从事布料生产、加工、染色以及布料的后整理的企业,已实现从织造-印染-服装制造到后整理的一体化生产。随着同行业的竞争日益激烈,使得ZW纺织品公司面临的内外部压力越来越大: 生产效率、交货期、顾客满意度均出现了不同程度的下降,产品不合格率、生产成本大幅度增加,企业利润持续减少。
2.1界定阶段
这个项目主要目标就是通过实施六西格玛项目使得不合格品率降低,使得公司在满足顾客需求的同时达到顾客要求的产品,经过识别顾客需求,确定项目的改进目标为,不合格率从9.6%降至2.5%。同时根据以上改进目标,列出各阶段的推进内容,确定起止日期,形成项目的日程计划。
本项目所需团队成员如表1所示。

表1 项目组成员
3.2测量阶段
测量过程的主要任务就是寻找并确定对顾客影响严重的关键质量问题(Y),凭借取得的数据作为分析的基础和起点,明确地分析Y当前的过程能力水平,并且深入探索影响Y变化的影响因素(X)。这一阶段由公司有丰富经验的长期从事质检工作的人员来完成。
3.2.1缺陷数的测量由于产品不合格率是内外部顾客和公司管理层都很重视的问题,故应该对不良品进行细化分类,找到问题所在。该公司2015年5~8月的缺陷数统计分析结果如表2所示。由表2可清晰地看出,累计百分率为80%以上的不合格是由前6个因素导致的。

表2 改善前缺陷数统计表
3.2.2获得返修率信息根据过去的生产情况,测量收集返修率数据5次,连续10周收集数据如表3所示。从表中得出,平均返修率是23.45%,改进空间很大。
3.3分析阶段
将测量阶段得到的相关数据进行收集和汇总,然后运用统计分析方法寻找问题的根本原因,验证Y与X的函数关系,同时为项目改进寻找有效途径。
3.3.1因果矩阵分析因果矩阵是当预期解决问题比较复杂,有多种缺陷形式,且它们的影响互相关联,无法将它们分开来考察和解决时,用此法可以帮助项目团队选择重点关注的过程输入或影响因素,以便于有针对性地收集数据进行分析的一种有效的分析工具。绘制因果矩阵的步骤如下: ① 在矩阵图的上方填入过程输出缺陷的形式或关键过程输出变量。② 确定每一输出特性或

表3 返修率数据表
缺陷形式的重要度,并给定其权重(1~10的范围)。③ 在矩阵图的左侧,列出输入变量或所有可能的影响因素。④ 评价每一输入变量或影响因素对各个输出变量或缺陷的相关关系,矩阵图中单元格用于表明该行对应的输入变量的相关程度,并分别赋予4档值(0,3,6,9),表明其不同的相关程度。其中,“0”表示无关联;“3”表示仅轻度影响到顾客主要需求;“6”表示中度影响到顾客主要需求;“9”表示直接和显著影响到顾客主要需求。⑤ 考察每个输入变量或影响因素的重要度值(对应于每个输入变量的输出缺陷的权重乘以相关度值的和),重要度值较高的将是项目重点关注的对象。如表4所示。其中,“裁剪不良、剪裁尺寸不合、规范不到位、清晰度不高、编码顺序有误、测试结果不准确”这几项的权重分别为“7、5、7、7、5、5”。
3.3.2过程故障模式和影响分析(Failure Modes and Effects Analysis, EMEA)风险顺序数(RPN)=严重度×频度×探测度,即RPN=S×O×D。一般RPN>120,则对应的输入变量为“必须改进事项”;当RPN>60时,则对应的输入变量为“重点改进项目”(见表5)。
综合以上两种方法的分析结果,得到影响产品不合格率的主要因素有:

表4 项目的因果矩阵分析表

表5 过程FMEA分析
(1) 人员的流动性较大。这样会导致岗位空闲的状况出现,新员工往往技能掌握和培训不足就上岗,从而导致操作不规范和不熟练很容易引起质量不合格,造成返工。
(2) 员工的积极性不高。在枯燥无味的工作环境和重复单一的操作下,工人很容易产生疲倦感和厌烦心理,从而导致工作的积极性下降且很难调动工作的热情,进而影响生产效率和产品的质量。
(3) 剪裁操作不规范。在剪裁的过程中,员工没有养成遵守标准作业的习惯,目视工具成为摆设,每个人的操作按自己习惯来,并没有按照标准作业指导书来操作。降低了生产的效率,也有可能影响到产品品质。
(4) 员工不知晓整机加工的程序。员工对整机的加工程序不知晓,导致员工的操作不规范,降低了整机效率,整机后的产品质量降低,最终致使不合格率的大幅度增加。
3.3.3相关性分析通过表4和表5,找到Y与X的对应关系,如表6所示。
3.4改进阶段
收集2015年9~12月的缺陷数数据,其统计分析如表7所示。
改善后的返修率数据表如表8所示。

表6 相关性分析
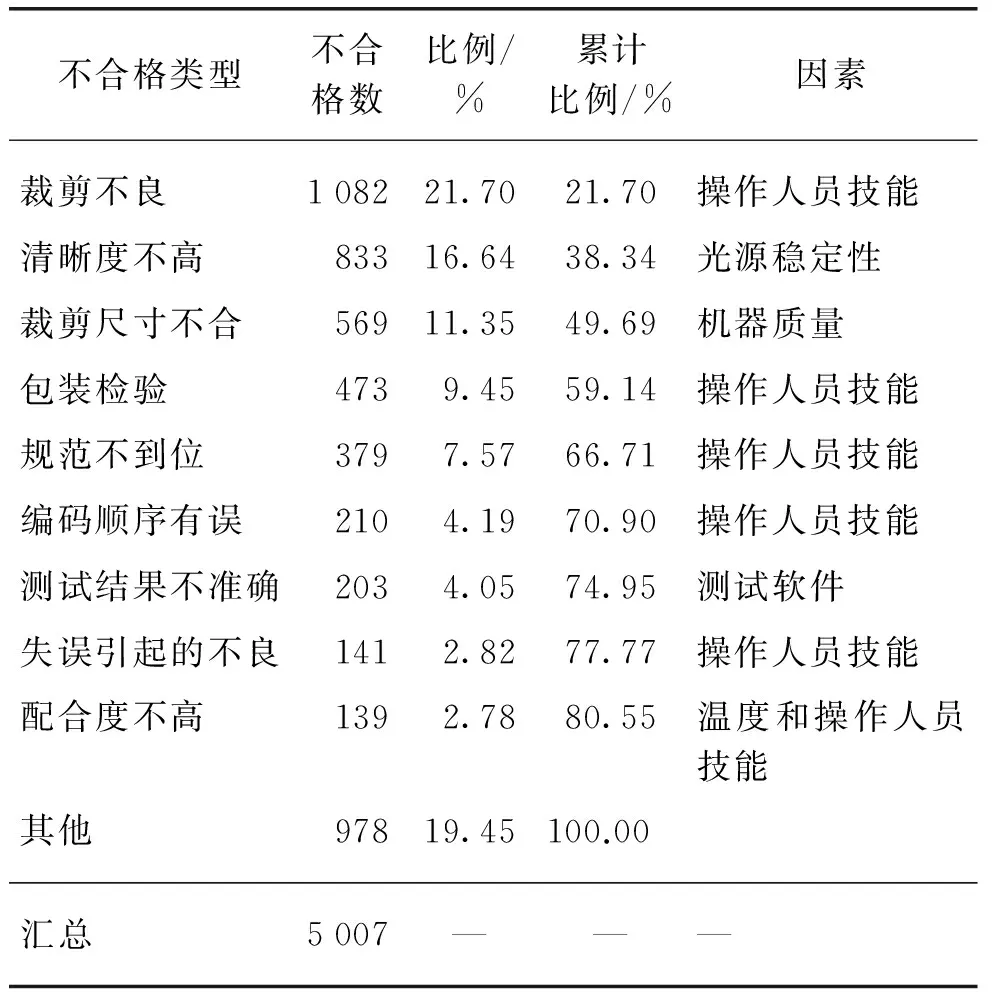
表7 改善后缺陷数统计表
通过比较表7和表2可以看出,不合格数总数在下降,不合格项的缺陷数也在下降。通过比较表8和表3,得到改善前后的平均返修率下降很明显。
3.5控制阶段
一个好的产品的质量并不是通过检验而来说明的,真正的质量是靠生产制造出来的。通过对生产过程进行控制,减少不合格率,加大检查的力度和频度,减少缺陷对产品质量的影响。
各项改进措施实施后,统计了2015年9~12月总不合格率为2.5%,比之前4个月的9.6%的不合格率下降了7.1%。

表8 改善后的返修率数值表
4结论
通过六西格玛管理在ZW纺织品公司的实践,企业的不合格率下降,从9.6%降至2.5%,达到了很好的改善效果;产生的直接经济效益为62.5(万美元)。
参考文献
[1]苏比尔·乔杜里.六西格玛设计的力量[M].张彦玲,胡楠,译.北京: 电子工业出版社,2003: 1-5.
[2]张晓谦.导入6Sigma管理模式的理论探索[J].全国商情(理论研究),2010(6): 39-41.DOI: 10.3969/j.issn.1009-5292.2010.06.017.
[3]胡晓明.5S,8S及6Sigma管理[J].企业导报,2011(10): 78-79.
[4]何晓群,王作成.六西格玛管理与MINITAB软件[J].中国统计,2005(9): 41-42.DOI: 10.3969/j.issn.1002-4557.2005.09.024.
[6]仇元福,潘旭伟,顾新建.6Sigma企业知识质量优化与管理[J].科学学与科学技术管理,2002,23(11): 41-44.DOI: 10.3969/j.issn.1002-0241.2002.11.011.
[7]张敏,何桢,赵小松.国内外著名企业成功实施六西格玛管理的经验及启示[J].未来与发展,2008,29(5): 48-51.DOI: 10.3969/j.issn.1003-0166.2008.05.011.
[8]彭娟.六西格玛管理[M].中国质检出版社,2013.
[9]胡雅琴,何桢.论六西格玛管理的本质属性[J].科学学与科学技术管理,2004,25(10): 137-139.DOI: 10.3969/j.issn.1002-0241.2004.10.034.
[10]章志刚.六西格玛在生产制造与非生产制造流程中的运用[J].统计与决策,2005(7): 134-135.DOI: 10.3969/j.issn.1002-6487.2005.07.070.
[11]曾凤章,采峰.六西格玛(6σ)法与ERP的集成模式研究——企业信息化新思路之探讨[J].中国管理信息化,2005,8(8): 38-41.DOI: 10.3969/j.issn.1673-0194.2005.08.012.
[12]王玖河.精益生产方式下的现场管理[J].价值工程,2002,21(2): 53-56.DOI: 10.3969/j.issn.1006-4311.2002.02.019.
[13]顾慧琼.提高生产率的基本法则[J].现场管理,2002(7): 30-32.
[14]薛跃,盛党红.6σ管理法与精益生产整合研究[J].科学学与科学技术管理,2003,24(1): 103-106.DOI: 10.3969/j.issn.1002-0241.2003.01.027.
[15]彭宏涛.六西格玛DMAIC方法在联邦快递的应用研究[D].上海: 华东师范大学,2011: 1-40.
[16]李波.六西格玛管理在天雅科贸公司的应用研究[D].内蒙古: 内蒙古科技大学,2010: 1-51.
[17]ARNHEITER E D,MALEYEFF J.The Integration of Lean Management and Six Sigma [J].The TQM Magazine,2005,17(1): 17-18.
[18]GEORGE,MICHAEL L,ROWLANDS,et al.The Lean Six Sigma Pocket Tool book [M].McGraw-Hill Professional,2004: 156-190.
Application of Six Sigma Management in a Textile Company
XU Xiaomin,QU Zhiwei
(School of Business, Shanghai Dianji University, Shanghai 201306, China)
AbstractSix sigma management is applied in a textile company, and DMAIC is used to define, measure, analyze, improve and control the production process. The company’s fraction defective is reduced from 9.6% to 2.5%. This firm’s performance and economic benefits are greatly improved by using the method.
Keywordssix sigma; fraction defective; economic benefits; textile companies
收稿日期:2016-03-28
基金项目:上海电机学院重点学科资助项目(10XKJ01)
作者简介:徐晓敏(1972-),女,副教授,博士,主要研究方向为质量管理,E-mail: lygxxm@126.com
文章编号2095-0020(2016)02-0111-06
中图分类号F 273
文献标志码A
DOI:[5]杨力.6σ管理实施模式研究[J].经济问题探索,2002(6): 76-78.10.3969/j.issn.1006-2912.2002.06.018.