电镀废水综合治理工程实例
2016-06-22容继
容 继
(广西冶金研究院有限公司, 南宁 530023)
电镀废水综合治理工程实例
容 继
(广西冶金研究院有限公司, 南宁530023)
摘要:采用氧化还原、化学沉淀法处理广西某五金有限公司电镀废水,先用碱性氯化法和化学还原法分别对含氰废水和含铬废水进行预处理,处理后混入酸碱废水进入化学沉淀处理工序。结果表明:该方法技术成熟,运行费用较低,出水水质达到GB 21900—2008 《电镀污染物排放标准》中新建企业水污染物排放限值要求。
关键词:电镀废水;含氰废水;含铬废水;工程实例
电镀废水主要来源于镀件清洗、地面冲洗、吊挂具和极板冲洗等,镀件清洗废水是电镀废水中最主要的废水来源之一,占生产废水总排放量的80%以上,各种污染物由镀件表面附着的槽液带入镀件清洗废水中。车间地面冲洗、挂具冲洗、化验分析等过程中均产生少量废水,应全部收集后排入废水处理站。按照电镀废水分质分类处理的原则,将电镀车间排出的废水分为前处理废水、含氰废水、含铬废水、含铜废水、含镍废水、综合废水及电镀废液等。
1项目概况
广西某五金有限公司主要进行金属表面处理及电镀处理,在生产过程中排放出一定量的生产废水。生产废水主要有含氰、含铬、酸碱废水,废水排放量见表1。
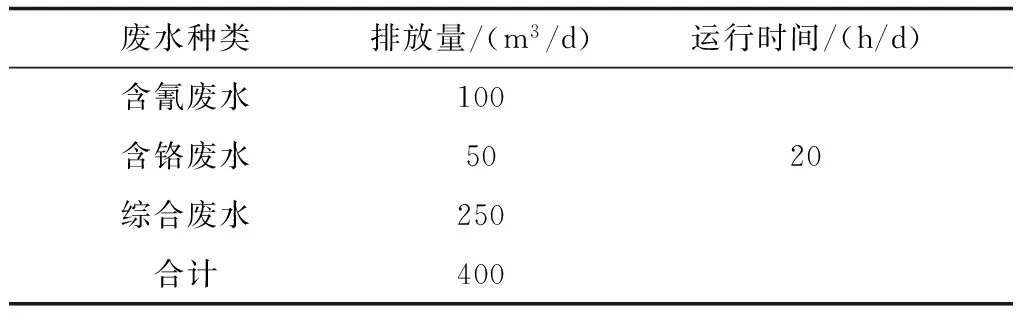
表1 各类废水排放量
设计进水水质参照该公司老厂废水水质指标,处理出水达到GB 21900—2008《电镀污染物排放标准》中新建企业水污染物排放限值要求。进、出水水质见表2。
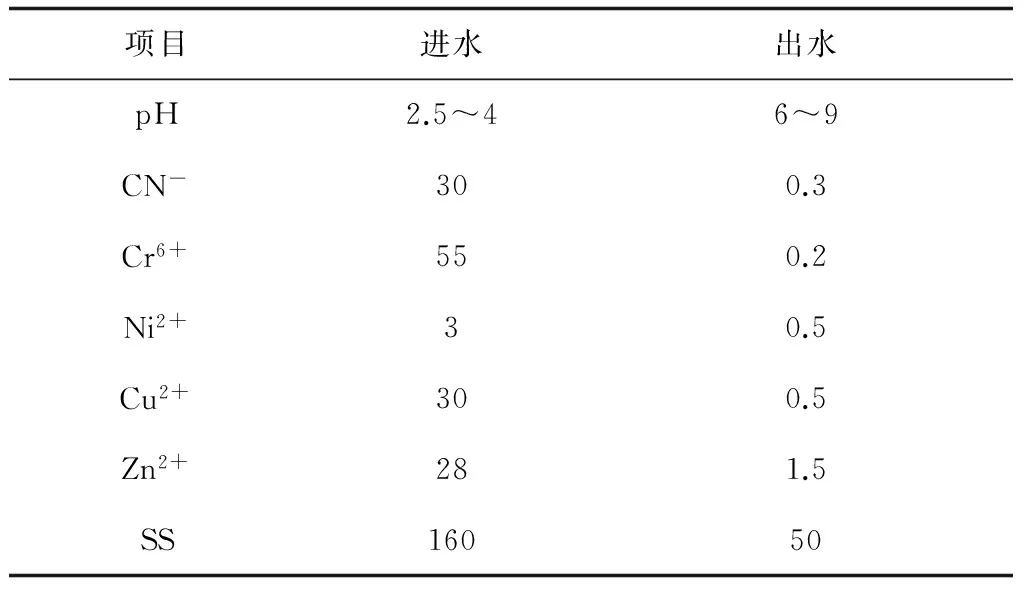
表2 电镀废水进、出水水质 mg/L
2工艺流程
根据分质分类处理原则,含氰废水和含铬废水分别进行预处理,先用碱性氯化法和化学还原法分别对含氰废水和含铬废水进行预处理,预处理后的废水排入综合废水调节池中与综合废水混合,将混合废水泵至pH调节池,加碱液调节pH=9.5后流入混凝反应池进行混凝反应。反应完成后流入沉淀池中沉淀,出水经砂滤池过滤,调节pH后达标排放。沉淀污泥排到污泥池后经板框压滤机脱水,泥饼外运,滤液回流至综合废水调节池。废水处理工艺见图1。

图1 电镀废水处理工艺
两级碱性氯化法破氰反应的化学方程式如下:
CN-+OCl-+H2O→CNCl+2OH-
CNCl+2OH-→CNO-+Cl-+H2O
2CNO-+4OH-+3Cl2→2CO2↑+N2↑+
6Cl-+2H2O
在酸性条件下还原剂将6价铬还原成3价铬,还原剂可采用硫酸亚铁、亚硫酸钠、亚硫酸氢钠等。6价铬还原反应的化学方程式如下:
2H2Cr2O7+6NaHSO3+3H2SO4→2Cr2(SO4)3+3Na2SO4+8H2O
H2Cr2O7+3Na2SO3+3H2SO4→Cr2(SO4)3+3Na2SO4+4H2O
Cr2O72-+6Fe2++14H+→2Cr3++6Fe3++
7H2O
氢氧化物沉淀法的主要反应化学方程式如下:
Cr3++3OH-→Cr (OH)3↓
Ni2++2OH-→Ni(OH)2↓
Cu2++2OH-→Cu(OH)2↓
Zn2++2OH-→Zn(OH)2↓
3主要构筑物
3.1含氰废水调节池
采用地下式钢筋混凝土结构,环氧树脂防腐,内部尺寸为5 m×2 m×4 m,容积为40 m3,停留时间8 h,池底布空气管,定时开启防止沉淀。设置耐腐蚀自吸泵2台,根据池内水位高低,自动控制。
3.2一级破氰池
采用地上式钢筋混凝土结构,环氧树脂防腐,内部尺寸为1.5 m×1.5 m×1.6 m,容积为3 m3,停留时间0.6 h,采用机械搅拌装置,配置pH和ORP自动控制加药系统各1套。
3.3二级破氰池
采用地上式钢筋混凝土结构,环氧树脂防腐,内部尺寸为1.5 m×1.5 m×1.6 m,容积为3 m3,停留时间0.6 h,采用机械搅拌装置,配置pH和ORP自动控制加药系统各1套。
3.4含铬废水调节池
采用地下式钢筋混凝土结构,环氧树脂防腐,内部尺寸为2.5 m×2 m×4 m,容积为20 m3,停留时间8 h,池底布空气管,定时开启防止沉淀。设置耐腐蚀自吸泵2台,根据池内水位高低,自动控制。
3.5还原池
采用地上式钢筋混凝土结构,环氧树脂防腐,内部尺寸为1.5 m×1.5 m×1.6 m,容积为3 m3,停留时间1 h,采用机械搅拌装置,配置pH和ORP自动控制加药系统各1套,控制pH值为2~3、ORP值为250~300 mV。
3.6综合废水调节池
采用地下式钢筋混凝土结构,环氧树脂防腐,内部尺寸为8 m×5 m×4 m,容积为160 m3,停留时间8 h,池底布空气管,定时开启防止沉淀。设置耐腐蚀自吸泵2台,根据池内水位高低,自动控制。
3.7pH调节池
采用地上式钢筋混凝土结构,环氧树脂防腐,内部尺寸为1.8 m×1.8 m×2.0 m,容积为6 m3,停留时间0.3 h,采用机械搅拌装置,pH自动控制加药系统1套,控制pH值为9.5~10.5。
3.8混凝反应池
采用地上式钢筋混凝土结构,环氧树脂防腐,内部尺寸为3 m×1.8 m×2.0 m,内分2格,分别为快混池和慢混池,容积为10 m3,停留时间0.5 h,采用机械搅拌装置。
3.9斜管沉淀池
斜管沉淀池采用升流式异向流结构,地上式钢筋混凝土结构,环氧树脂防腐,内部尺寸为8 m×5 m×4.5 m,水力表面负荷0.6 m3/m2·h,池内放置斜管,管孔为60 mm,倾角为60度。
3.10砂滤池
采用地上式钢筋混凝土结构,环氧树脂防腐,内部尺寸为3 m×1.5 m×3.0 m,设计滤速7 m/h,滤料采用石英砂,承托层采用卵石。滤池采用穿孔管配气冲洗系统。
3.11pH回调池
采用地上式钢筋混凝土结构,环氧树脂防腐,内部尺寸为1.8 m×1.5 m×2.5 m,容积为6 m3,停留时间0.3 h,采用机械搅拌装置,pH自动控制加药系统1套。
3.12污泥浓缩池
采用地下式钢筋混凝土结构,环氧树脂防腐,内部尺寸为2.5 m×2 m×4 m,容积为20 m3,采用全自动板框压滤机1台。
4调试与分析
4.1含氰废水的预处理
将含氰废水提升到一级破氰池后,pH控制加药系统自动投加碱液,控制pH值在11~11.5,ORP控制加药系统自动投加漂白水,控制ORP值在300~350 mV;出水流到二级破氰池后,pH控制加药系统自动投加酸液,控制pH值在6.5~7,ORP控制加药系统自动投加漂白水,控制ORP值在600~650 mV。采用两级碱性氯化法处理工艺,废水中的氰离子被氧化成为N2[3-4]。
4.2含铬废水的预处理
将含铬废水提升到还原池后,pH控制加药系统自动投加酸液,控制pH值在2~3,ORP控制加药系统自动投加亚硫酸钠溶液,控制ORP值在250~300 mV。采用化学还原法处理工艺,在酸性条件下亚硫酸钠将6价铬还原成3价铬。
4.3综合废水的处理
将综合废水提升到pH调节池后,pH控制加药系统自动投加碱液,控制pH值在9~10,废水中的镍、铜、锌以及3价铬等离子与氢氧根生成氢氧化物沉淀,再经快混池和慢混池分别投加PAC、PAM,提高混凝沉淀效果,同时可去除大部分的有机污染物和悬浮性污染物,最后废水通过砂滤池去除细小的、不易沉淀的悬浮物,在pH回调池控制pH值为7~8后达标排放[6-7]。
4.4运行效果
该工程经一定时间的调试运行后,系统运行稳定,处理效果可靠,出水达到GB 21900—2008《电镀污染物排放标准》中新建企业水污染物排放限值要求,水质数据整理结果见表3。
5投资与运行费用
工程总投资约110万元,处理水量为400 t/d。运行费用主要包括:电费、药剂费、人工费等,运行费用约1.9元/m3,药剂成本计算见表4,运行费用计算见表5。
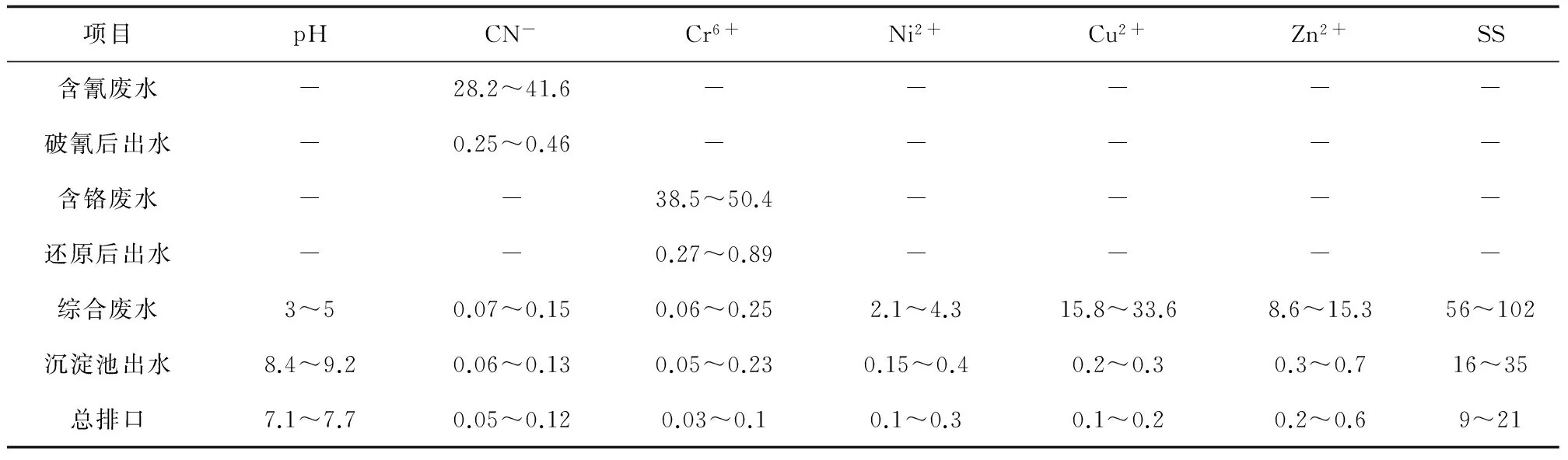
表3 水质数据整理结果 mg/L
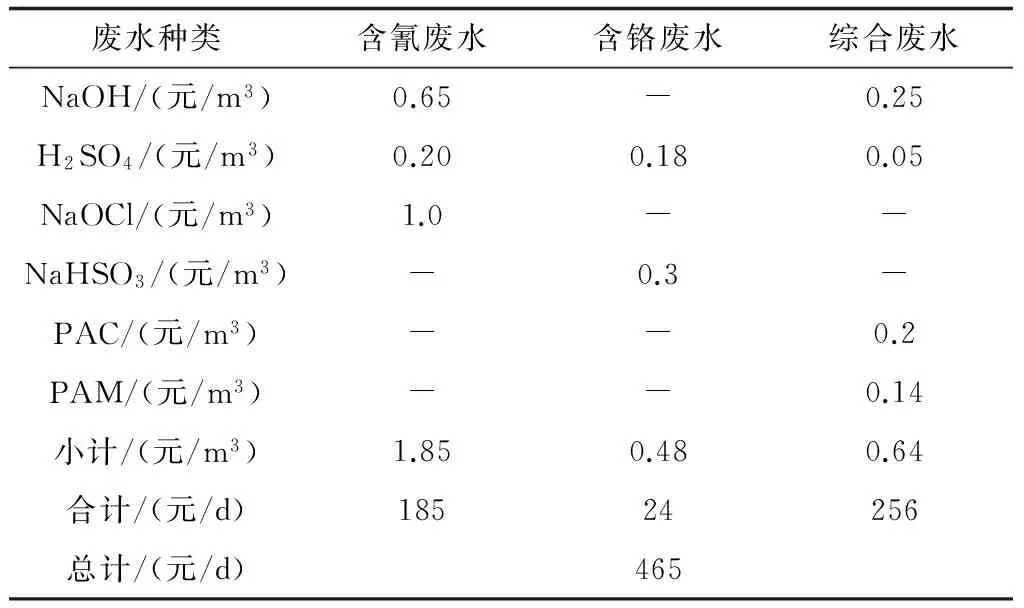
表4 药剂成本计算
备注:药剂价格NaOH按2.5元/kg、H2SO4按1元/kg、NaOCl按1元/kg、NaHSO3按2元/kg、PAC按2元/kg、PAM按25元/kg计算;综合废水包括预处理后的含氰废水和含铬废水。
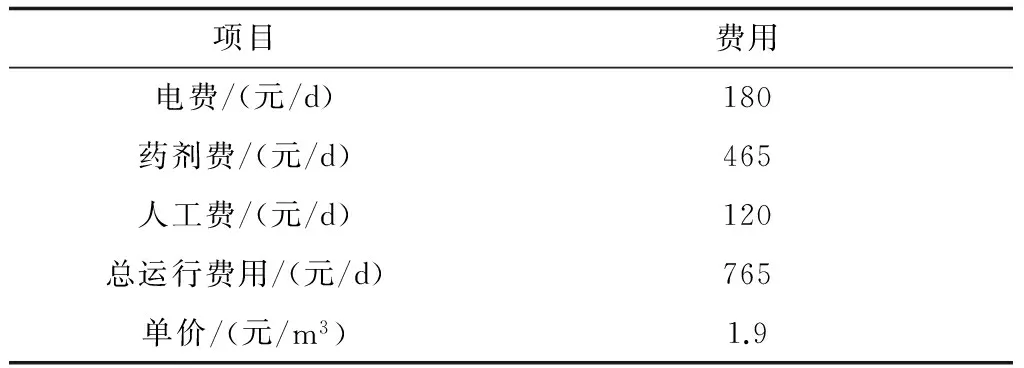
表5 运行费用计算
备注:电费按0.6元/(kW·h);人工费按2人计;总运行费用为前面3项总和。
6小结
(1) 电镀工艺种类繁多、工艺复杂,不同企业的电镀废水水质相差较大,但共同特征是均含重金属离子、酸、碱等污染物,电镀废水应分类收集、分质处理。
(2) 本工程综合考虑了含氰、含铬废水、综合废水的性质,含氰废水和含铬废水单独收集进行预处理后再与综合废水混合统一处理排放。工艺采用的是传统的化学法,技术成熟、操作简单、效果稳定可靠,能承受大水量和高浓度负荷的冲击。
(3) 本工程在设计过程中,将地上式建筑和地下式建筑分别合建在一起,使整个处理工艺更加紧凑,施工及操作管理方便,占地面积小。最大限度地采用机械化、自动化设备,以降低劳动强度,提高废水处理效率和处理设施运行的稳定性。
(4) 电镀企业应推行清洁生产,提高清洗效率,减少废水产生量。有条件的企业,废水处理后应回用。
参考文献
中华人民共和国环境保护部.HJ 2001—2010电镀废水治理工程技术规范.2009.
杨志泉,刘国林,周少奇.电镀废水处理工程应用[J].工业水处理,2010,30(7):75-78.
印春生.电镀废水处理工程改造实例[J].污染防治技术,2009,22(4):120-123.
刘启明,林锦美,黄锦山.电镀废水分类化学法工程设计实例[J].工业水处理,2008,28(4):65-67.
朱靖,张瑶.电镀废水综合治理技术及应用[J].水处理技术,2008,34(6):89-91.
王亚东,张林生.电镀废水处理技术的研究进展[J].安全与环境工程,2008,15(3):69-72.
王月娟,侯爱东,孙涛.综合电镀废水处理技术及应用[J].污染防治技术,2005,18(5):37-39.
An engineering project of treating electroplate wastewater
Rong Ji
(Guangxi Research Institute of Metallurgy, Nanning 530023,China)
Abstract:In this case,we adopted redox and chemical precipitation to treat the electroplate wastewater from a hardware company in Guangxi. Firstly,cyanide-containing and chromium-containing wastewater was separately preprocessed by chlorination and chemical reduction,and then mixed with acid-base wastewater and went into chemical precipitation process.The application showed that,this technology was matured and cost saving,and its effluent was able to meet the requirements of Emission Standard of Pollutants for Electroplating (GB 21900-2008).
Keywords:electroplate wastewater;cyanide-containing wastewater;chromium-containing wastewater;case
收稿日期:2015-09-14;2016-01-07修回
作者简介:容继,男,1979年生,工程师,研究方向:环境工程设计、清洁生产。E-mail:30122333@qq.com
中图分类号:X703
文献标志码:A
