智能巡检在设备故障诊断中的应用
2016-06-21撰文孙秀华
撰文/孙秀华
■111003 辽阳石化设备检修部 辽宁 辽阳
智能巡检在设备故障诊断中的应用
撰文/孙秀华
■111003 辽阳石化设备检修部 辽宁 辽阳
智能化巡检是企业实现全面信息化的重要组成部分,是一次设备管理模式的变革。通过智能巡检获取转动机械状态信息,基于设备的故障机理,提取故障特征,进行故障诊断,把诊断技术用于设备一生的各个环节。通过设备故障诊断技术的推广应用,达到预防为主的目的,有效的避免过维修和欠维修,为装置平稳生产提供了可靠的保障。设备;智能巡检;故障诊断;预知检修
设备故障诊断技术是一种了解和掌握设备在使用过程中的状态,确定其整体或局部正常或异常,早期发现故障及其原因,并能预报故障发展趋势的技术。通俗地讲,它是一种给设备“看病”的技术。本文结合辽阳石化动力厂空分装置P1101A冷冻泵,在实际工况条件下采集到的振动故障信号,对设备进行故障诊断的实例,简单介绍一下设备故障诊断技术在检修实际中的应用。
智能化巡检概述
近年来,由于各种监测、诊断和预测等新技术的发展,石化设备状态检修取得很大的进展。设备检修部按照设备管理“全员、全过程、全生命周期”的要求,为逐步实现从“事后检修”向“预知检修”过渡,从2013年3月1日起,全面启动智能巡检工作。8月份,对系统硬件进行升级,在部里配置了一台专业级服务器,为各车间监测站配置了专用电脑,保证了智能巡检系统的高效、稳定运行。2014 年6月,对智能巡检系统软件进行了全面升级,系统的分析功能得到进一步完善。目前,已建立起设备检修部、车间、班组三级管理机制,智能巡检范围覆盖辽阳石化公司7个生产厂的29个生产装置,对辽化公司各生产装置重点转动设备进行状态监测。
智能巡检工作流程:班组巡检人员每天按照巡检任务单和巡检线路,对设备进行智能巡检,规范采集设备数据。车间监测站负责将数据上传至服务器数据库,对巡检数据进行分析和汇总,填写“设备检修部智能巡检日报表”并发送到设备检修部监控站;对于报警的设备,分析设备报警原因,将运行趋势劣化的设备信息及时反馈给装置方面。设备检修部监控站将各车间“设备检修部智能巡检日报表”汇总到“设备检修部智能巡检统计表”,每天对服务器数据库内的所有报警测点进行汇总,填写“设备检修部智能巡检报警设备统计表”,对连续3天报警的设备分析报警测点频谱图,跟踪设备运行劣化趋势曲线图,及时与各检修车间沟通,将报警设备运行状况反馈给装置方面,明确报警原因,落实解决方案。
故障诊断的一般过程
a故障真伪的判断
机械设备本身是否真的发生了故障,是否为仪器失灵或工艺系统波动所造成的假象,是故障诊断首先应解决的问题。由于仪器失灵以及因工艺系统波动或操作不当(特别是在开车或工艺负荷调整的过程中)而产生的故障常有发生,因此切忌仅限于一、两个因素就轻易判断发生了机械设备故障,而应该根据系统、仪表、运行、现场等多方面情况进行综合的判断。
b根据现场提供的机器故障表象(异常声音、振动异常),完整收集现场信息。
凡是可能引起故障的信息都要收集,例如工艺系统、运行、检修方面的各种信息,甚至设备的原理、结构、型号等。然后对所收集的信息进行筛选,删除本身正确、正常、未发生变化的信息。最后,对剩下的疑点信息采用排除法,逐一去伪存真,特别要注意排除因发生故障所连带产生的异常现象,从而找出导致故障发生的真正原因。因此,对故障类型的诊断,要找主要矛盾,要找肇事者、排除受害者,在确保准确的前提下,尽可能只明确一条主要故障,即造成故障的真正原因。实在吃不准时也可以多列几条,但应附加说明其中的主次关系和可能发生的概率。
c根据仪器提供的数据,通过各种图谱进行分析
通过仪器提供的准确数据,查看各种谱图,进行对比分析,感觉一些相关信息不足,有时无法判断故障的原因,就要及时和现场相关技术人员沟通,把需要的机器信息补充完整。
d结合现场提供的相关信息,给出一般性结论(分清主次);
①故障程度的评估
判断时,应根据故障前后有关的运行及监测参数的数值进行慎重的比较,然后参照有关规范、规定及设备的历史状况加以综合判断。既要考虑原有数值的大小,更要考虑其变化量的大小,最重要的还是看其当前数值的大小。
②故障部位的诊断
判断故障所发生的具体部位,对停车后的抢修工作有着很重要的指导作用,判断具体、准确时,可以大大缩短抢修时间,降低检修费用。判断时,一定要紧密结合设备的具体结构特点并参考各方面的信息加以综合考虑。
③故障趋势的预测
判断故障的发展趋势,除了对确定是否需要停车有决定性作用外,还对如何维持运行有着具体的指导作用。应着重所发生故障的自身特点及故障发生后短时间内所呈现的特征来进行判断。
e根据故障现象,通过结论,给出故障机理
从原理上解释故障现象的故障机理
f给出故障处理的方法
结合现场情况,由相关现场决策者给出。基于判断要提出可靠、稳妥、切实可行的处理意见,通常需要依次明确以下问题:
①是立即停车检修,还是维持运行待机修理;
②是降低负荷维持运行,还是满负荷运行;
③是否需要采取应急措施来维持运行;
④维持运行中需要监视、调整哪些主要的运行参数,具体为何值;
⑤哪些运行参数变化为何值时需立即停车;
柴油机活塞上行过程中,压缩压力大小主要受进气工况、进气阀关闭滞后和燃烧室气密性(气阀密封性、活塞环与缸套气密性等)等影响。压缩终点压力的降低会影响柴油机燃烧性能,尤其是低转速低负荷区域的发火性能。
⑥停车后的抢修项目,抢修中的重点检查内容及主要控制指标。
g检查验证
分析诊断的全过程并不是做出结论就算结束了,最后必须检查验证诊断结论及处理决策的结果。故障分析人员应当了解设备检修的详细情况及处理后的效果,同时,对损坏零部件拍照留存,检查诊断结论与实际情况是否符合,这是对整个分析过程最有力的总结。
典型实例:P1101A冷冻泵故障诊断报告
a机组简图

b机组运行情况简介
辽阳石化动力厂空分装置P1101A冷冻泵,属多级离心泵,型号为100D16×6,机械密封,由长春水泵厂生产,转速2940RPM,流量50m3/h,扬程53m,该泵连续运行一年多,一直运行稳定,经巡检仪采样频率调整到6400/10000HZ后,发现在2000HZ处产生另一峰值, 其水平振动3h测点由开始的26.476m/s2上升至40m/s2,最高时可达47.581 m/s2,垂直振值为33.12 m/s2超过预警值。经趋势分析和频谱分析后,判断此泵滚动轴承运行出现劣化。于2015年4月22日向空分装置发出转机巡检问题通报单,并开始加强监测,安排解体检修。
c测试分析图
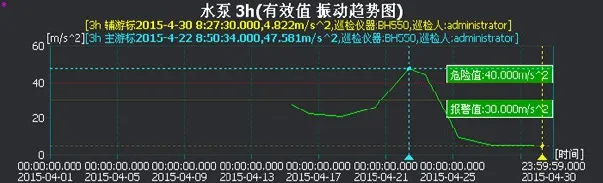




由转机振动趋势看,其振动逐渐增高已经超过振动危险值40m/s2,后期振动值波动增高,振动劣化严重,需停机检修。
由振动运行状态图对比各测点趋势图可看出非驱动端第4测点振动趋势并没有增大,驱动端轴承箱第3测点振动值有明显上升,由此推断非驱动端轴承运转相对平稳。
泵转速2940RPM,主要振动频率发生于2465HZ,振值峰值超越危险值18.95%,因此泵轴承发生故障的可能性极大。第3测点轴承型号为N307,由智能巡检软件所得轴承N307故障特征频率:内圈故障频率321.33HZ,外圈217.67HZ,滚珠122.69HZ。初步判断轴承N307可能间隙增大,或保持架损坏,导致振动增大。
e维修建议
接触该轴承部位手感振动明显,建议解体检修,检查泵轴承磨损情况。
f维修反馈及总结
经过拆检发现,该轴承间隙明显增大,在拆卸过程中,一个滚子脱落,轴承的润滑脂发黑发硬。
总结:经各项图谱分析判断出轴承存在故障,经过更换轴承检修,及时避免了离心泵其它恶性事故的发生,有效降低了维修成本,做到了预知检修。此案例中,轴承发生峰值的频率在2465HZ,可能反映的是由于润滑不良造成的振动,或由于轴承在运行过程中,间隙增大,而产生的峰值,这有待进一步的探索。
结束语
总之,设备检修部大力开展智能化巡检工作以来,设备巡检的技术含量显著提升,通过对公司各生产装置重点转动设备进行状态监测,全面分析设备运行状态,为生产装置提供的维修建议和设备运行劣化预警更具科学依据,使设备运行可靠度大幅提高,这种防患于未然的处理方法为设备由被动维修、计划维修向预知维修转变提供了保障,大大节省了维修时间和维修成本,也为设备长周期运转提供了有力的技术支持。
参考:
[1]盛兆顺,尹琦岭编著.设备状态监测与故障诊断技术应用—北京:化学工业出版社,2003
[2]杨国安编著.机械设备故障诊断实用技术—北京:中国石化出版社,2007 (2013.3重印)
作者简介:
孙秀华(1970.10.4-),女,1992 年7月毕业于沈阳化工学院,工学学士,设备工程师,从事设备检修、安装、管理及职工培训工作。
