M12长螺纹火花塞安装力矩控制方法
2016-06-21撰文陈件明陈小双
撰文/陈件明 陈小双
■412001 株洲湘火炬火花塞有限责任公司 湖南 株洲
M12长螺纹火花塞安装力矩控制方法
撰文/陈件明 陈小双
■412001 株洲湘火炬火花塞有限责任公司 湖南 株洲
锅炉的安全稳定运行直接影响到生产单位的人身设备安全和蒸汽用户的工作可靠性,影响锅炉安全稳定运行的因素很多,需要对其加以改善才能够提高锅炉运行的安全性和稳定性。本文对影响锅炉安全运行的因素进行分析,旨在提高锅炉运行过程中的安全性和稳定性。锅炉;安全运行;影响因素
对于M12长螺纹火花塞,由于安装力矩控制不当造成的问题很多,最常见的问题有火花塞漏气、电极烧蚀、壳体断裂等。本文介绍了M12长螺纹火花塞安装力矩控制失效的模式及后果和力矩控制的方法。M12长螺纹火花塞;安装力矩
为实现节能减排目标,汽车发动机生产厂近几年逐步推广应用发动机小型化、多气门和缸内直喷技术来实现小排量、大功率、低油耗的目标。这些新技术的应用,使得火花塞的安装空间非常小,而为了降低火花塞的工作温度,火花塞安装孔设计得很长,改善散热的效果。基于这种设计理念,M12长螺纹火花塞的应用越来越普遍。然而这种火花塞由于安装力矩控制不当造成的问题也很多,最常见的问题有火花塞漏气、电极烧蚀、壳体断裂等。
M12长螺纹火花塞的结构特点及失效模式
M12长螺纹火花塞包括国标体系中的LDK、LD、YL等系列产品,其螺纹规格为M12×1.25,螺纹长度在25~28mm之间,对于铝缸盖,推荐火花塞安装力矩为20 ~25Nm。
图1为火花塞结构示意图,火花塞与汽缸盖装配后,有两个密封结构,包括内密封与外密封。
图2所示,当安装力矩过大时,火花塞壳体部件在退刀槽部位容易被拉长(A段),导致火花塞内密封垫圈预紧力减小,而致火花塞内部漏气。安装力矩过大时壳体亦会在退刀槽处断裂。
出现内部漏气时,陶瓷组件与壳体的配合面不能紧密地贴合,而致陶瓷组件的热量不能通过配合面有效散热,而此处的散热约占陶瓷裙部散热总量的75%。散热不良时,可能导致火花塞点火端温度过高,当温度超过850℃时,就会导致发动

图1 火花塞结构示意图

图2 火花塞安装力矩过大或过小时,漏气通道

M12长螺纹火花塞安装力矩控制方法
M12长螺纹火花塞的拧断力矩一般在70~90Nm之间,过力矩(按火花塞相关技术标准,在承受该力矩时,火花塞的结构、性能不能有损坏)为45~50Nm,推荐的安装力矩为20~25Nm。
目前火花塞安装工具一般采用气动或电动定力矩扳手、手动定力矩扳手、表盘式力矩扳手、普通套筒扳手。下面就上述几种安装工具说明力矩控制的方法。
发动机生产厂一般采用气动或电动定力矩扳手,设定安装力矩一般为推荐的安装力矩。但是里面有一个问题,火花塞外密封垫圈是一个三层结构,它在安装过程中有一个变形的过程。装配生产线的节拍很快,扳手的旋转速度也很快,当安装力矩“冲”到设定值时,扳手自动停止旋转,但此时密封垫圈的变形尚未完成。我们测试火花塞安装,用电动定力矩扳手以28Nm拧紧,安装后用表盘式力矩扳手复拧,实测复拧力矩值只有13~24 Nm,显然火花塞预紧力有所衰减。要解决这个问题,可以适当提高电动定力矩扳手的力矩设定值,提高多少与扳手的旋转速度相关,须进行工艺验证。另一个方式是通过程序控制进给速度,当力矩达到一定值后,降低旋转速度,使火花塞密封垫圈变形充分,达到规定的安装力矩。图5所示为推荐的安装控制程序。
采用手动定力矩扳手安装时,力矩一般设定为推荐值。装配线工人为尽快地将火花塞拧到位,一般会较大幅度地扳动扳手手柄来拧装(图6中从A1到A2),当听力矩扳手发出咔哒响声时即停止扳动。这种安装方式存在的一定的风险,当扳手转动到A2位置,没有达到规定力矩时(25Nm),会退回到A1位置,再扳一次。但是扳手转动到A2位置时,力矩有可能非常接近规定的力矩,而未达到规定的力矩时(如24Nm),定力矩扳手不会发出咔哒响声,此时再扳一次,由于惯性很有可能再次扳到A2位置。火花塞垫圈拧平后继续旋拧时,安装力矩会快速上升。
火花塞的实际安装力矩在20~45Nm之间(图7中绿色区域),火花塞能够正常工作。从图中也可以看到,如果扳手摆动幅度大,惯性动作使得扳手转角超过40°,实际拧紧力矩有可能超过45Nm,甚至达到70~80Nm,易导致内密封破坏甚至壳体拧断。正确的方法是,当火花塞垫圈与缸盖贴合时力矩会明显上升,此时有用较小的幅度拧动扳手(如图6中B1~B2),防止安装力矩过大。
采用表盘式扳手安装时,操作人员需要关注指针变化,安装速度比较慢,可以让外密封垫圈充分变形,表盘读数值也反应了火花塞安装的真实值,适用于维修和试验室安装用。

图5 火花塞安装时,力矩控制或旋转速度控制
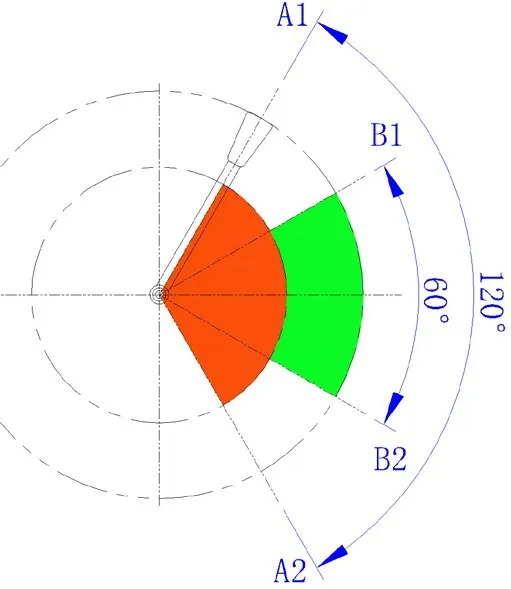
图6 火花塞安装时的角度控制

图7 安装角度与安装力矩的
对于常规的套筒扳手手工安装火花塞,安装扭断力矩普遍在100Nm以上的M14螺纹火花塞,安装力矩导致的失效极少,因其扭断强度比较高,当安装力矩大于80Nm以上,安装人员凭手感扳动不了,即会停止拧进。然而对于M12长螺纹火花塞,由于其结构的特殊性,火花塞壳体抗扭能力比较差,过力矩不宜超过45N.m,不太适合用普通套筒扳手安装。
作者简介:
陈件明(1966.3-),男,湖南茶陵人,本科,高级工程师,主要研究方向:火花塞的设计与制造,发动机点火系统。
