Plc在机械领域中的理论研究与应用
2016-06-18武昌工学院
李 享/武昌工学院
Plc在机械领域中的理论研究与应用
李 享/武昌工学院
【摘 要】随着科学技术的飞速发展,机械已不再是传统意义上的简单机械,也不再是老式的单纯的继电器接触器的控制。它已逐渐与其它科学领域紧密的连接起来,如利用plc实现机械加工的精密控制,使得机械加工产品更加完美。因此,对plc的研究也显得尤为重要。
【关键词】plc;机械;精密加工
1.Plc的工作原理
Plc的输入电路是用来采集被控设备的检测信号或操作指令的,输出电路则是控制设备的执行机构,而执行机构与检测信号、操作命令之间的控制逻辑则是靠微处理器执行用户程序来实现。
Plc一般采用对用户程序循环扫描的工作方式。扫描工作方式分为以下五个阶段。
(1)自诊断。首先执行自诊断程序,对输入/输出电路、存储器和cpu进行自诊断。
(2)与编程器通信。如有通信请求,在自诊断后就进行通信处理。
(3)读入现场信号。
(4)执行用户程序。
(5)输出结果。
2.Plc的主要功能和特点
2.1Plc的主要功能
(1)逻辑控制功能。
(2)定时记数功能。
(3)A/D、D/A转换功能。
(4)数控功能。
(5)通信和联网功能。
(6)数据处理功能。
2.2Plc的特点
(1)抗干扰能力强,可靠性高,环境适应性好。Plc是专门为工业控制而设计的,在设计和控制过程中均采用了屏蔽、滤波、隔离、无触点等多层次抗干扰措施,因此可靠性横高。
(2)编程简单易学。已梯形图作为程序的主要表达方式,程序清晰直观,指令简单易学,编程方法和步骤容易理解和掌握。
(3)应用灵活,通用性好。
(4)完善的监视和诊断设备。
3.plc在机械方面的具体应用
plc在机械方面的具体应用如图1,该过程是利用plc控制机械手臂的定向移动、夹紧和松弛。
该控制过程是一种顺序控制,因此要以步进顺控指令STL作为控制指令。
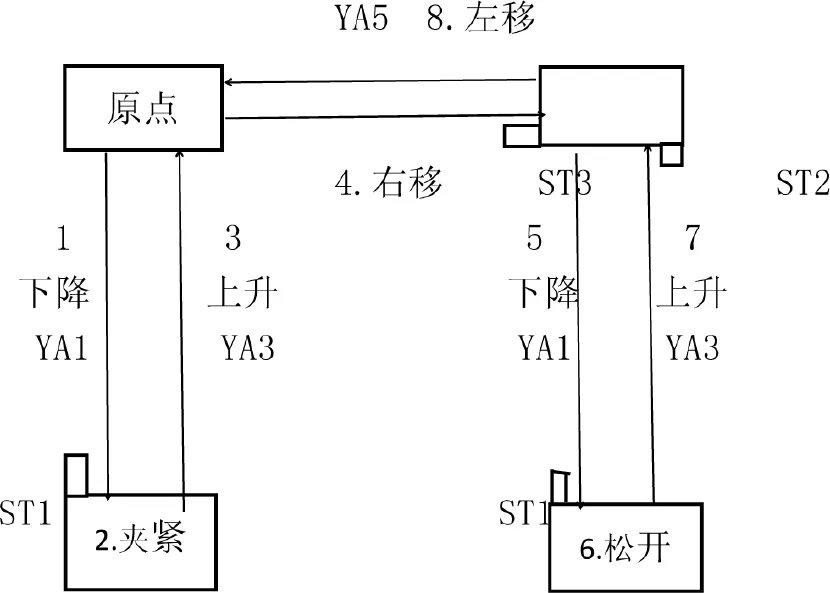
图1 搬运机械手工艺流程图
机械手工作前应位于原点,不同的位置分别装有行程开关。ST1为下限位开关,ST2为上限位开关。
机械手上、下、左、右的移动以及工件的夹紧,均由电磁阀驱动气缸来实现。电磁阀YA1通电,机械手下降;电磁阀YA2通电,夹紧工件;电磁阀YA3通电,机械手上升;电磁阀YA4通电,机械手右移;电磁阀YA5通电,机械手左移。
机械手的具体工作过程如下:按下启动按钮SB1,下降电磁阀YA通电,机械手由原点下降,当碰到下限位开关ST1后,停止下降;夹紧电磁阀YA2通电,将工件夹紧,为保证工件夹紧可靠你,机械手在该位置等待三秒;上升电磁阀YA3通电,机械手开始上升,碰到上限位开关ST2后停止上升;右移电磁阀YA4通电,机械手向右移动,碰到右限位开关ST3后,停止右移;下降电磁阀YA1通电,机械手下降,碰到下限位开关ST1后,停止下降,夹紧电磁阀YA2失电,将工件松开,放在右工作台上,为确保可靠松开,机械手在该位置停留两秒;上升电磁阀YA3通电,机械手上升,碰到上限位开关后,停止上升;左移电磁阀YA5通电,机械手左移回到原点,压在左限位开关ST4和上限位开关ST2上,各电磁阀均失电,机械手停在原位。再按下启动按钮时,有重复上述过程。(见表1)

表1 机械手动作顺序
现场信号与plc输入、输出接点的连接:
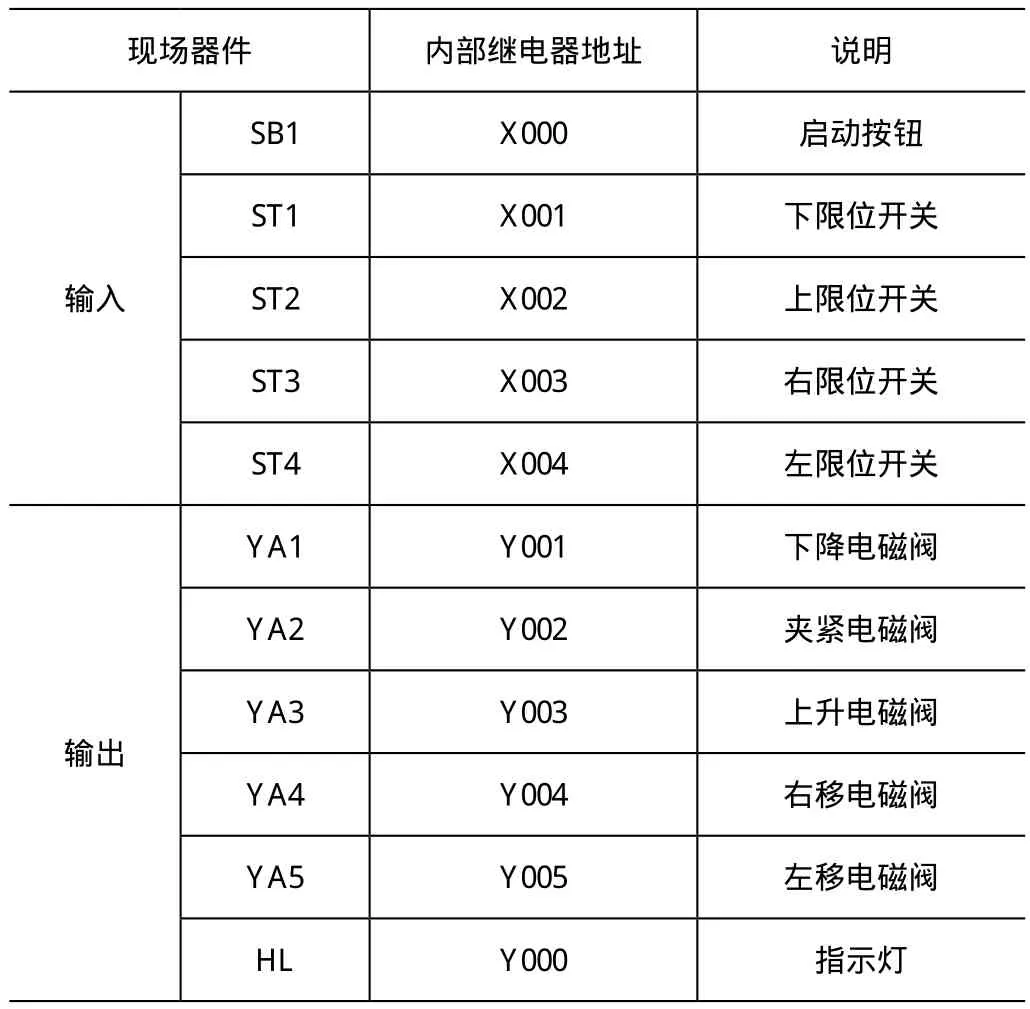
表2 现场信号与plc输入输出的连接表
plc与现场器件的实际连线图:


上升 KT2 - - + - - -左移 ST2 - - - - + -
