刷辊间隙可调式板坯在线除鳞装置
2016-06-17撰文朱美玲ZhuMeiling
撰文/朱美玲 Zhu Meiling
刷辊间隙可调式板坯在线除鳞装置
撰文/朱美玲 Zhu Meiling
连铸板坯的生产过程中由于使用保护浇注、以及板坯在铸机内的表面氧化等原因导致板坯表面产生“鳞片”,这些“鳞片”影响连铸坯的表面质量,清除连铸坯表面的鳞片对提高质量连铸坯的生产有益。本装置用于在线清除板坯表面的鳞片,能实现对上下刷辊间隙的在线调整,且调整方便,调整作业时间短。连铸板坯,间隙可调,在线除鳞,
During the slab casting process, it yields a lot of scales because of protective casting and oxidation of the slab surface. This kind of scales has a significant impact on the quality of the slab. Cleaning the scales on the slab surface is benefit of the improvement of slab quality. The instrument is used for cleaning the scales on the slab, and it can adjust the casting gap on-line. This kind of device is conveniently adjustable and less time used. casting slab,adjustable gap, on-line descaling
■030003山西太钢不锈钢股份有限公司炼钢二厂山西太原
■Machinery and Energy Department of NO.2 Steelmaking Plant TISCO Shanxi Taiyuan 033003
在太钢炼钢二厂北区连铸板坯的生产过程中,由于使用保护浇铸,以及板坯的表面氧化等造成板坯的表面产生许多氧化鳞片,这种板坯表面的“鳞片”影响板坯的表面质量,多数厂家采用离线修磨或简易在线除鳞装置改善表面质量。离线修磨投入成本高,处理时间长,需要板坯吊运下线,并且须配备专门修磨设备;简易除鳞装置多不能实现在线调节刷辊间隙,刷辊间隙的调节通过垫片调整,调整作业时间长,作业人员劳动强度大。本装置能实现板坯的在线除鳞,能在线调整上下刷辊的间隙,调整方便,作业时间短。
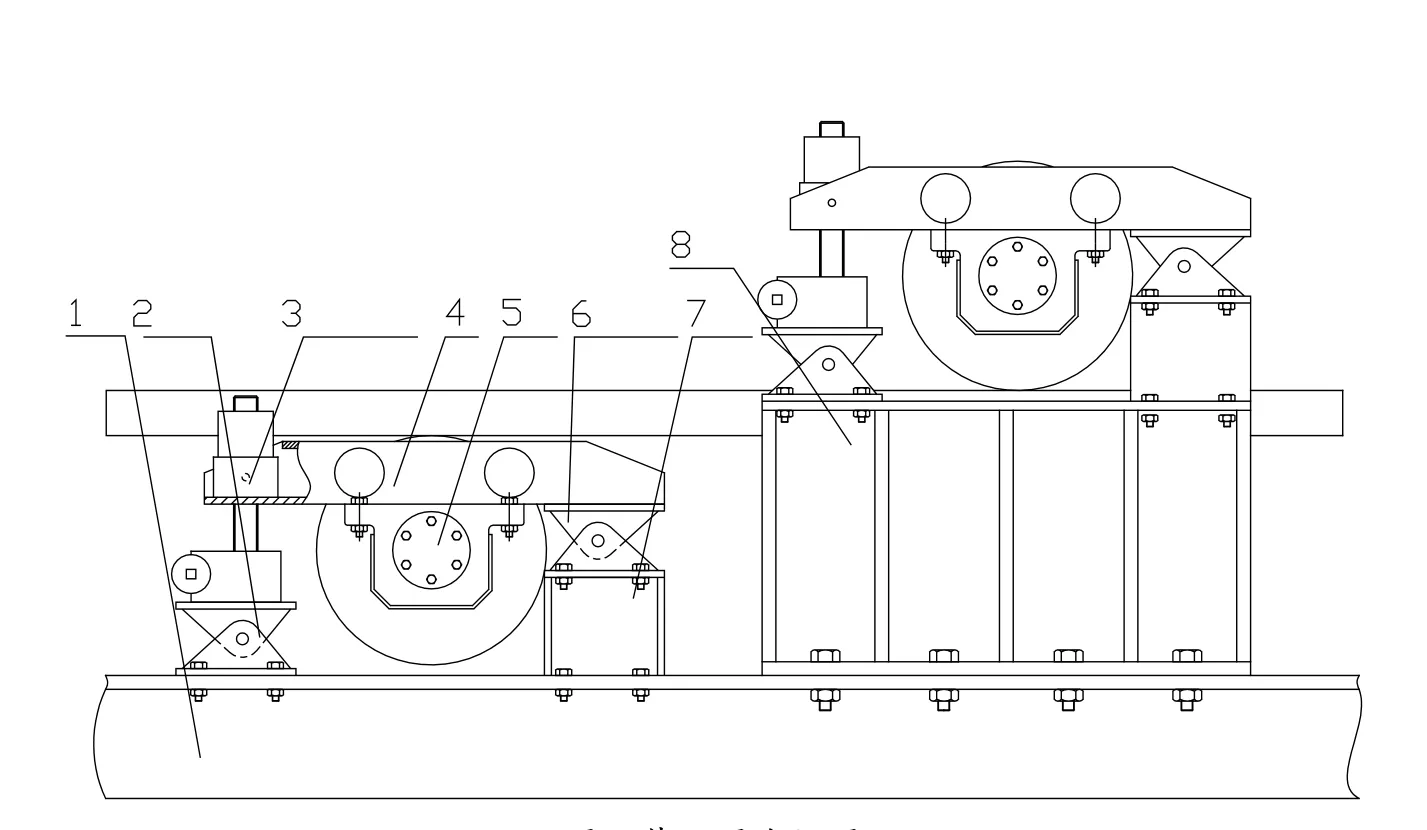
图1 装配图左视图1 出坯辊道梁,2 旋转支撑架1,3 蜗轮蜗杆提升装置,4 横臂,5 轴承座,6 旋转支撑架2,7固定支撑架1,8 固定支撑架2
1 设备功能和结构
该装置安装于连铸出坯切后辊道上,板坯切割完毕后,切后辊道旋转,同时,该装置获取出坯辊道电机旋转信号后,控制该装置电机启动,随即刷辊开始旋转,板坯随着切后辊道被输送到该装置的上下刷辊间隙间,通过上下刷辊表面的刷针与板坯表面的摩擦实现除鳞,当板坯通过切后辊道后,切后辊道电机停止旋转,该装置获取切后辊道电机停转的信号,控制该装置电机停止旋转。
该装置主要由旋转支撑架、蜗轮蜗杆提升装置、横臂、轴承座、固定式支撑架、电机、减速机、万向联轴器、上刷辊和下刷辊等构成,如图1和图2所示。上下刷辊表面布满钢丝刷针。
该装置通过旋转支架2、6和固定支架7、8安装于出坯辊道梁1上,如图1所示,刷辊上下排列,当连铸板坯通过上下刷辊间隙时,上下刷辊旋转,通过布置于刷辊表面的刷针与板坯间的摩擦实现对连铸坯的表面除鳞,如图2所示。刷辊旋转的动力由电机9,减速机11,万向联轴器12传递。
2 上下刷辊间隙的调节和刷辊结构
随着刷辊表面的刷针磨损,上下刷辊的间隙增大,需要定期调节蜗轮蜗杆提升装置3,使上下刷辊保持固定间隙,保证上下刷辊上的刷针能有效与连铸板坯表面摩擦,实现对板坯的有效除鳞。以下刷辊为例,刷辊间隙的调整方法为:旋转手柄16,驱动蜗杆17转动,带动蜗轮18转动,蜗杆的上端通过螺旋传动驱动提升本体19向上抬升,横臂4和下刷辊15绕着旋转
支架6向上抬升,实现下刷辊表面的刷针与板坯表面有效接触,从而实现对板坯的表面除鳞。上刷辊的调节方法类似。

图2 装配图主视图9 电机,10 动力输出台架,11 减速机,12 万向轴联轴器,13 上刷辊,14 铸坯,15 下刷辊

图3 上下刷辊间隙调整装置16 手柄,17蜗杆,18 蜗轮,19提升本体
刷辊的结构如图4所示,刷针均匀布置于刷辊的表面,刷针选用0.5-0.8毫米厚钢丝制成,刷针紧密排列于刷辊的轴向和周向,通过刷针额旋转实现对板坯表面的往复摩擦,实现除鳞。

图4 刷辊结构图
3 结论
为了验证本除鳞装置的效果,制定如下验证方案:
选取判定为6块无修磨板坯,按坯号B01、B03、B05使用除鳞机,B02、B04、B06不使用除鳞机区分,喷号后不经水爆冷却直接下线放冷,待铸坯表面温度降至200℃以下(或放冷时间≥6h)后检查铸坯表面渣皮量及铸坯表面状况。
试验结果表明,使用该设备后,连铸板坯的表面质量得到了有效提高,并且该设备上下刷辊间隙的调整方便,作业人员的劳动强度小。
参考:
[1]谢兵.连铸结晶器保护渣相关基础理论研究及其应用实践:[博士学位论文].重庆:重庆大学,2004
[2]杨成禹,喻依兆.高压水除鳞技术的研究. 冶金动力.2012,(139):62-69
A Online Casting Slab Descaling Device of Implementing of Adjustable Roll Gap
作者简介:
朱美玲(1987-),高级工程师,太原工业大学流体传动与控制专业毕业,现为山西太钢不锈钢股份有限公司炼钢二厂设备能源科技术员。
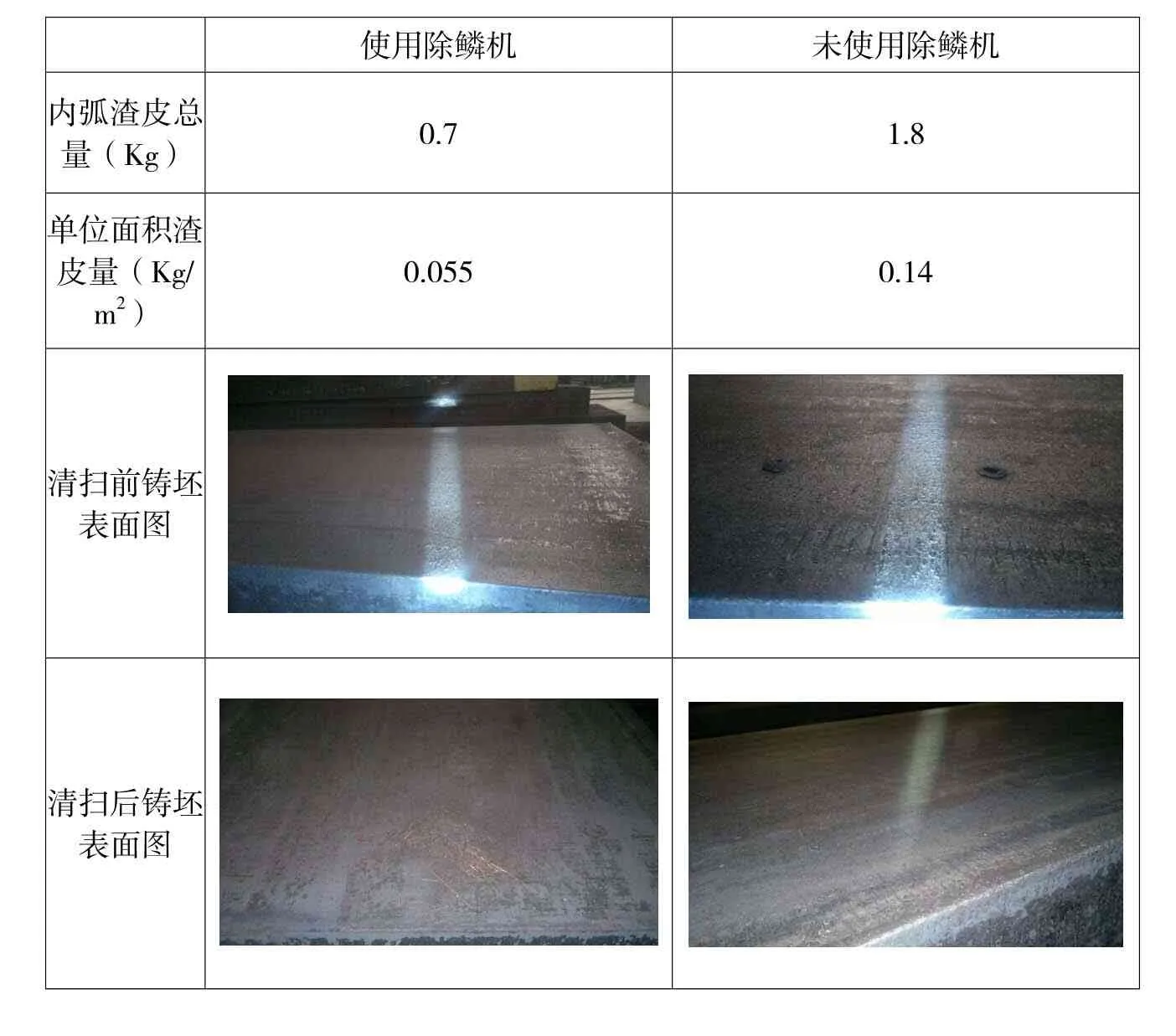
表1 除鳞效果对比图
