电火花成型修整加工工艺的研究
2016-06-16钱立锋陈文海
钱立锋+陈文海

摘 要:本文简要的阐述了课题研究的背景和意义;对电火花整形加工技术作了全面的论述;研究了电火花成型技术;研究了电火花加工原理;对电火花成型加工工艺实验做了系统的分析。
关键词:电火花整形;工作电极;电解液;效率和精度
DOI:10.16640/j.cnki.37-1222/t.2016.12.006
长期以来困扰电火花成型加工技术推广应用的内因是:由于加工对象日趋复杂,操作者对设定加工参数以及保持加工过程的稳定可靠感到越来越难,生产厂虽然也提供一些成套参数,但距离实用的要求还有一定差距,在电极的损耗、尺力精度、表面粗糙度、安全系数、加工效率等等指标之间如何取得平衡,达到要求的权衡序列,那就更加困难。作为一种精加工手段,我们还要进一步去研究。
1 电火花加工技术
1.1 电火花加工原理
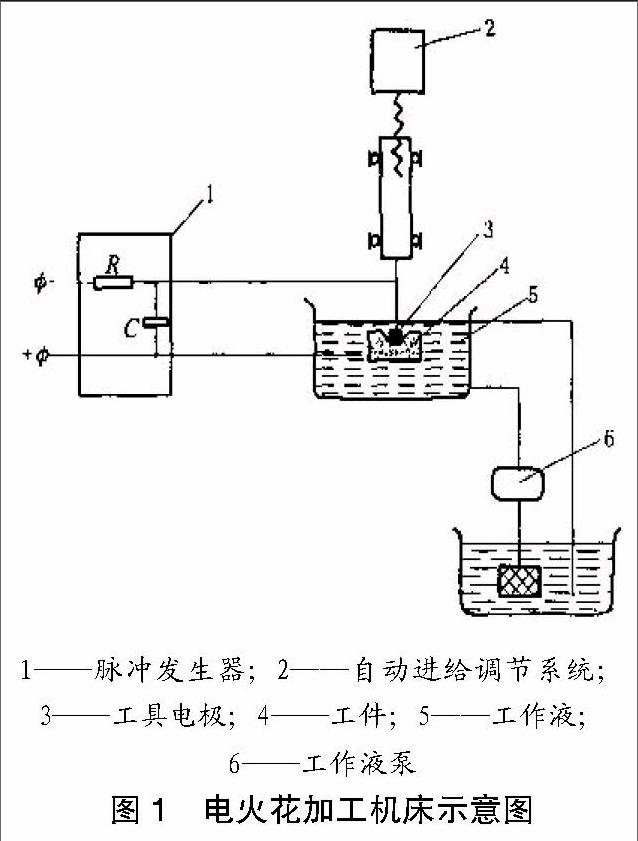
脉冲发生器l是利用电容器C的充电放电,把直流电转变为脉冲电流,电流经过限流电阻R逐渐充集储存在电容器C上。电容器上的电压逐渐升高,当它升高到足以使工具电极3和工件4之间的电极间隙火花放电击穿时,电容器上储存的绝大部分能量在电极间隙内瞬时放出,达到很高的电流密度,产生极高的温度(10000℃左右),足以使局部表面熔化和气化,形成凹坑。电容器止的电能瞬时放完后,工具电极和工件间的绝缘介质立即恢复绝缘状态,从而把放电电路切断,这时又经过电阻重新充电,如此循环不已。上述过程由电火花成型加工设备综合实现。
2 电火花成型加工工艺分析
2.1 实验准备及介绍
仪器设备:MM7120A精密卧轴矩台平面磨床、ELID镜面磨削高频脉冲电源
实验材料:金刚石砂轮、工具电极
2.2 电火花整形加工工艺实验
由于电火花整形过程中,砂轮与工具电极不接触,砂轮不受修整力作用,从而避免了接触式修整时出现的振颤现象,因此可以达到很高的整形精度。其加工示意图如图2所示。
实验目的:利用电火花整形技术来修整金刚石砂轮,使砂轮与电极的廓形想匹配。最后使用这样的砂轮去磨削工件,得到与电极相似形状的工件。
2.3 数据分析及分析
在实验的初始阶段,采用低电压(120V)和微量进给进行加工。在进给率方面,经过实验证明在初始加工阶段采用1/4格(每格为10μm)的进给速度是最佳的。同一占空比(4:4)下不同的进量对电流的影响:当进给量为1/4格时电流相对较稳定在一数值范围内,这样加工过程稳定。故加工初始阶段采用每次1/4格的进给。每一次进给,电流都会出现一个最大值,当电流恢复到一个稳定状态时,并在这个数值的上下波动时,可以进行下一次的进给。考虑到效率问题,实验证明采用高电压时电流很大,而且很不稳定,电流的波动较大。当保持同一进给率(1/4格)时,当占空比为4:1时效率最高。
随着电火花加工的进行,砂轮表面被逐渐的蚀除,在加工深度进行到1.2个毫米左右时,熔化层的面积较大。这个时候火花放电稳定,电火花呈斜线状,效果比较好,这个时候可以考虑加大电压到160V进行加工,相应的进给量也可以适当的增大到1/3-1/2格。当给量为1/3~1/2格时电流较稳定,波动不大。在加工中期的稳定阶段采用每次1/3~1/2格的进给速度。当进给为1/2格时的加工效率最高、耗费时间最少。
进行到加工后期时,为了保证砂轮的表面精度,要采用精加工,大概每次进给1/5格左右。占空比为为1:4,电压为120V,每进给一次观察电火花现象,就是让电火花放电进行的更充分,达到精加工的效果。
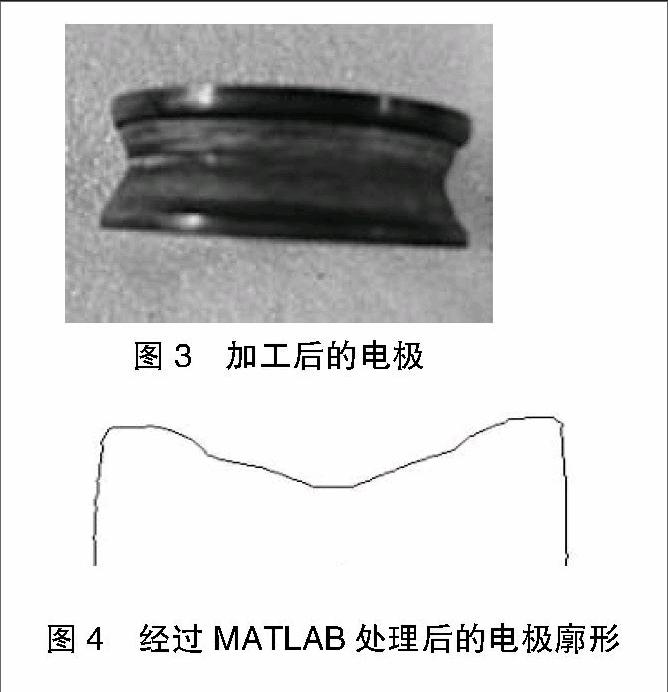
整形完成后的电极图片如图3所示:
实验结束后考虑到测量砂轮和电极的廓形,用MATLAB软件进行图形处理得到了砂轮和电极的廓形。如图4所示:
3 结论
在这个实验中,可以总结出最佳电火花加工条件,可以为以后的电火花加工提供较好的前提条件。实验前期采用低电压120V、微量进给1/4、占空比4:1来进行电火花整形。在加工中期采用高电压160V、进给量为1/3~1/2来进行加工。在最后的精加工阶段采用低电压120V、占空比为1:4、进给量为1/4~1/5。采用以上这种方案可以使电火花整形的效率和精度达到最高最好。
作者简介:钱立锋(1979-),男,浙江绍兴人,工程师,研究方向:纺织机械。
