多功能熔融纺丝生产线
2016-06-15Krautwurst
B.Krautwurst
Mainsite技术公司(德国)
多功能熔融纺丝生产线
B.Krautwurst
Mainsite技术公司(德国)
摘要:德国Mainsite技术公司拥有一条适用于聚合物制备、纤维生产及纤维实验室测试的Vario Line纺丝生产线。该生产线使聚合物制造商有望发展为综合性的纤维生产商。Vario Line MSV生产线可以灵活、轻松地制备新型纤维产品,且纤维生产商也可以生产多样化的纤维组合。研发部门能够提供工业规模的、高性能的筒管或试样。新产品的市场推广时间相比于实验室规模的纺丝线上的开发时间短很多。测试结果证实,Vario Line生产的聚合物质量可以满足纤维市场上的最终应用。关键词:Vario Line MVS;纺丝组件;有限元计算;人机界面
Mainsite技术公司专攻纤维市场中纺丝生产线的设计与制造已超过75 a的时间。其曾隶属于Akzo Nobel纤维公司,AKzo Nobel纤维公司为拥有从熔融纺丝到湿法纺丝等各种纺丝及加工专门技术的企业。Mainsite公司提供具有不同产能的总承包控制厂房,包括研究与测试设备的控制和自动化、小规模试验厂及生产车间。
工厂设计的大部分组件是在室内进行的。公司最新的研究项目如下:
——喷丝板和加热箱体的设计优化;
——牵伸辊隔热箱体的能量优化;
——长丝片材的吹吸风优化;
——首次考虑到第一纺丝操作装置应尽可能地短,以开发最先进的纺丝系统;
——超细微纤丝和高强度丝的开发;
——双组分纺丝车间的多功能纺丝部分的研究;
——带有设定点和体积流量线性特性的空气定量阀研究。
1独立设计的纺丝组件
每个纺丝组件都能够进行独立设计和制作,以满足不同聚合物、生产量及纤维直径的需要。纺丝件、过滤器、喷丝孔、冷却通道都是决定纤维性能的主要部分,可通过有限元法计算其特征。在实践中,模拟结果通过试验数据得以验证。
喷丝孔的设计是通过生产条件下的模拟和测试优化得到的。在不同条件下,对喷丝孔的温度分布(图1)和纺丝头加热都进行了模拟。
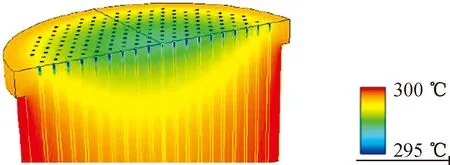
图1 喷丝孔温度分布的模拟(喷丝孔底部的温度偏差仅0.6 ℃)
另一个评价纺丝过程中关键参数的例子是丝束在冷却室中的冷却过程。通过有限元计算及分析发现,流动条件明显影响冷却室的设计和制造。纤维丝束中单根纤维周围均匀的温度分布和稳定的流动条件都决定了纤维的质量参数(图2)。
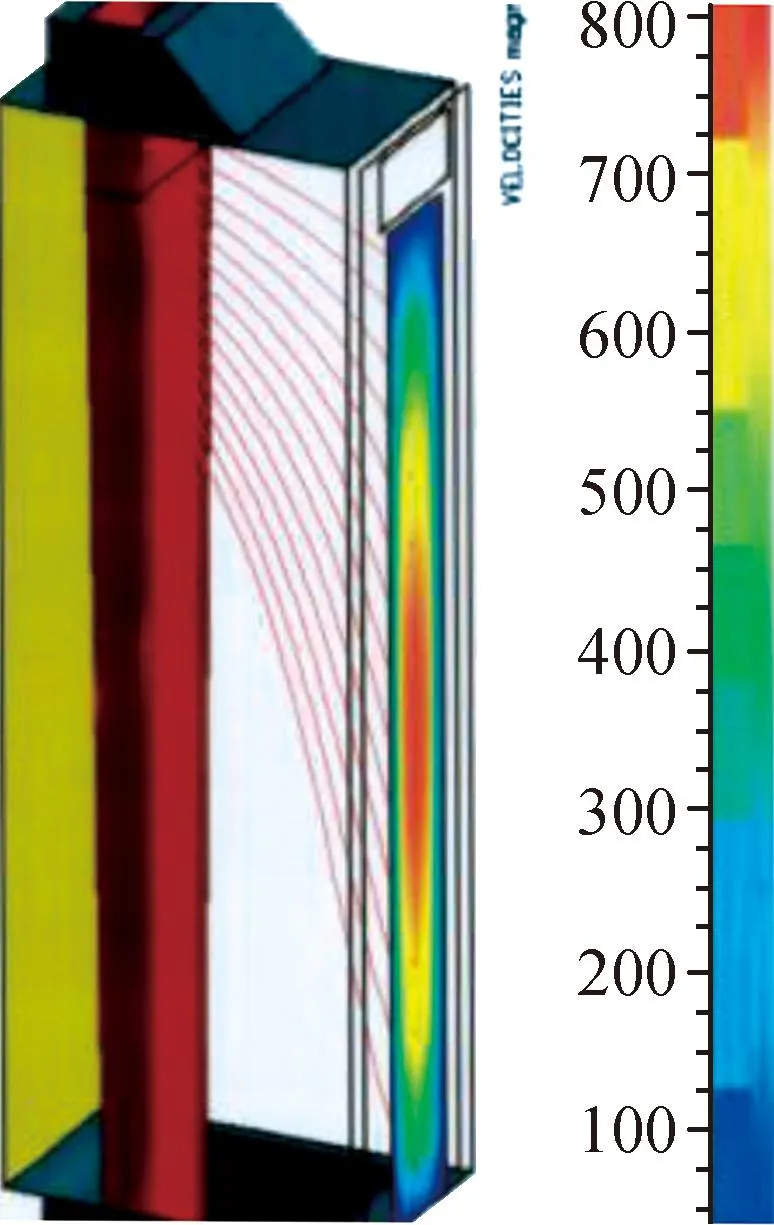
图2 对空气流动状态进行有限元计算以优化纤维丝束在冷却室的冷却过程
导丝辊表面的温度分布,以及两个加热箱中空气的温度分布均对纤维的性能参数有相当大的影响。为了获得加热箱内空气速度、压力和温度分布的均匀一致,Mainsite公司与德国亚琛工业大学合作,通过改变入口、出口及两个加热箱的形状,采用有限元法对其进行优化(图3)。
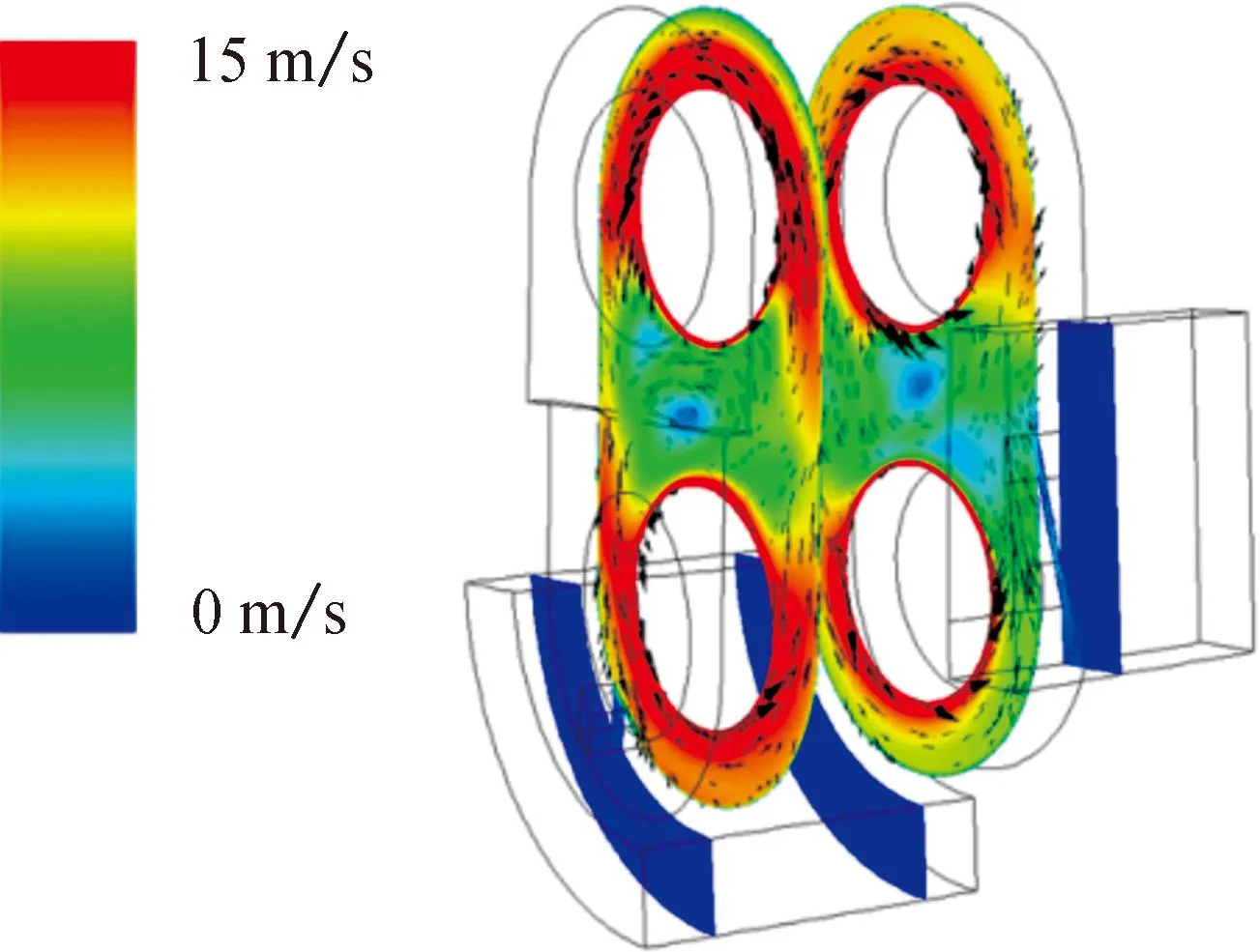
图3 新型加热箱两个平面的速度分布(v=5 000 m/min,t=200 ℃)
2多功能生产线MVS
除了这些已经优化的部分外,多功能生产线 MVS(图4)还包含聚合物计量装置、挤出装置、纺丝装置、牵伸装置(图5)、浆纱/整理装置,以及卷绕部分和空调部分等,MVS是一个灵活的、多功能的紧凑型纺丝生产线,适用于各种类型和线密度范围很广的纤维及聚合物(图6)。
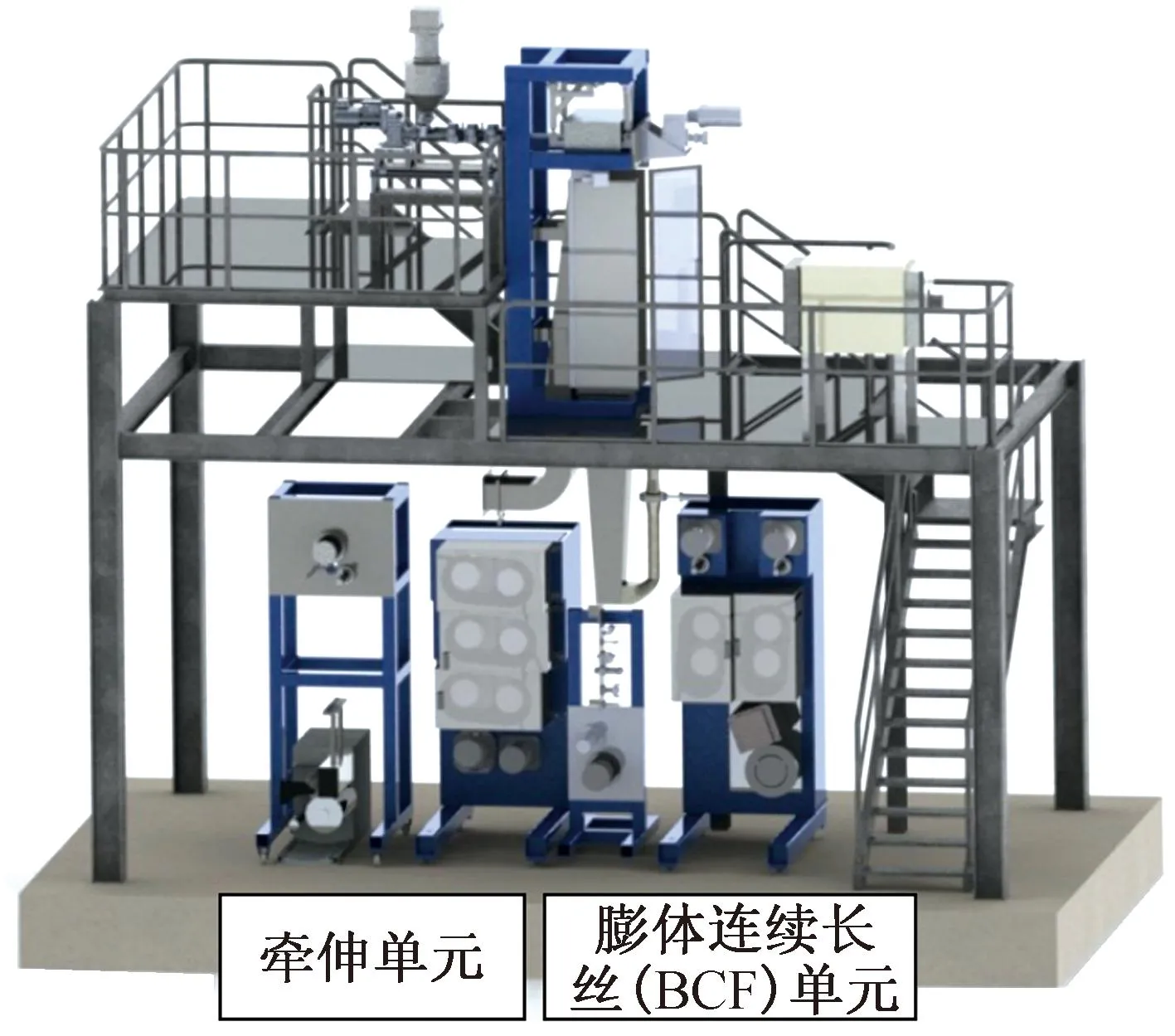
图4 多功能生产线MVS(含牵伸和BCF单元)

图5 多功能生产线MVS的牵伸单元

图6 由多功能生产线MVS生产的产业用聚酰胺和聚酯丝筒
该生产线不仅涉及研发或试验工厂,还涵盖了生产线中所有的技术层面,验证了生产线上可预测的技术。通过采用4组对辊的排列方式,能纺制用于高性能复丝生产的预取向丝(POY)、全拉伸丝(FDY)和欧瑞康巴马格工业丝(IDY)。如果采用二次可交换模块,还可很容易地纺制BCF。其主要设计基于BCF或POY/FDY/IDY工艺生产不同类型纱线时整个装置的灵活性。牵伸装置能够向前或向后移动,以采用1、2、3或4组对辊进行逐步牵伸。采用全部4组对辊可以生产高强度的IDY。
经过第二个独立的装置,能够生产工业标准的BCF。BCF装置如同牵伸装置,要使用到其他所有的纺丝装置。
采用上述加工方法生产的纱线,其品质可与工业化制造的纱线相媲美。除用于生产BCF外,多功能生产线MSV还可以生产适用于纺织品市场、产业用丝束、功能性应用领域及安全气囊用高强度纱线。
3特点及优点
根据所有聚合物的性能,多功能生产线 MSV的温度范围设计为200~400 ℃。机器的产能约为150 t/a,并能适应不同的纤维线密度及其需求。生产线可生产两种分别由很多长丝复合而成的独立的纤维。卷绕速度可达5 000 m/min,并附带有自动更换筒管及自动收集废丝的装置,单人即可简便地操作。
软件及硬件部分,尤其是如泵或卷绕机这类重要的部件,选用一些国际知名公司的产品。因此,备用设备在很长一段时间后仍然可用,并且使用寿命长、维修费用低。
多功能生产线MSV可以很高效地改变所用的聚合物原料或纤维线密度,而不限于使用一种材料或一种特殊的工艺。自定义转换能使设备在可承受的资费下快速适应市场需求。
主要的加热对辊被制成AIO辊(一种多合一导丝辊,图7)。卷绕速度取决于纤维的直径,最高可达6 000 m/min。 导丝辊包含集成变频驱动、多区域感应加热的加热控制,并由汇流排控制。

图7 多合一导丝辊(Disnes仪器制造公司)
良好的温度分布、水冷和热量分配优化而形成的紧凑设计、减少的缆线、减小的配电盒、简单的滚筒操作、低噪声、隔热的加热盒,以及导丝辊优化后能耗的下降,都是该导丝辊的优点。
4测量和工艺控制系统
操作和监控系统为一个PC工作台和一个监视器组成的人机界面(HMI)系统。它可以建立在整个体系尤其是在含有空调系统的体系上。多功能生产线MVS更倾向于使用WinCC,它可以在德语、英语、其他4种欧洲语言和4种亚洲语言之间自由切换。WinCC结合了生产和工艺的自动化控制,建立了可视化的工业标准。
HMI与西门子S7的通信建立在现场总线的基础上。如果HMI出现故障,WinCC将不能操纵纺丝生产线,在这种特殊情况下,尽管无法可视化,但该车间仍然能够继续运转。按程序运行的系统也可以容易地添加其他的程序。
图8给出了挤出机部分的操作图像。
可视化系统的主要任务是绘制加工数据的趋势曲线,进行警报管理、警报列表和数据运行,以及完成阀门、驱动器、温度及其他参数的文件编制。
Variable spinning line for melt spinning
BernhardKrautwurst
Mainsite Technologies GmbH, Obernburg/Germany
Abstract:The Vario Line by Mainsite Technologies GmbH, Obernburg/Germany, is suited for polymer manufactures, fiber producers and testing laboratories for fiber spinning. Polymer manufacturers could develop their business inside a forward integration to a fiber producer. The Vario Line MSV is so flexible as to create new fiber products very easily, and the product portfolio of fiber producers could be diversified. Especially R&D departments could provide product spools and samples with an industrial, high-performance standard. Subsequently, the timescales for market introduction of new products are definitely shorter compared with developed products from a lab scale spinning line. Testing laboratories could proof the quality of polymers with the Vario Line for the final use in the fiber market.
Key words:Vario Line MVS; spinning part; finite elements calculation; human machine interface
