西门子数控系统全闭环改为半闭环研究
2016-06-05曾艳玲
曾艳玲
(四川信息职业技术学院,四川 广元 628000)
西门子数控系统全闭环改为半闭环研究
曾艳玲
(四川信息职业技术学院,四川 广元 628000)
曲轴车间数控加工机床多采用西门子数控系统,包含820D、840C、840D等数控系统,经常出现控制环硬件故障。为不影响生产,维修过程中常采用将全闭环改为半闭环的检修方法。此种方法可缩短机床故障修理时间,减少不必要的经济损失。
数控系统;全闭环;半闭环;西门子
开环控制是指控制装置与被控制对象之间只有正向作用而没有反向联系的控制过程。在开环系统中,不需要对输出量进行测量。如交通指挥的红绿灯转换,自动生产线等。
开环控制具有如下特点:①输出不影响输入,对输出不需要测量,通常较容易实现;②组成系统的元、部件精度高,系统的精度才能高;③系统的稳定性不是主要问题。而开环系统存在的主要问题有:①要求元、部件的精度要高;②当存在变化规律无法预测的干扰时,不容易实现。
随着曲轴新设备的不断投入使用,现在曲轴加工车间采用西门子820D、840C、840D等数控系统的加工机床越来越多。由于机床设计和机床使用环境的原因,随着曲轴产量不断提升,西门子数控系统经常出现控制环硬件故障,为了不影响生产,在维修过程中常采用将全闭环改为半闭环的检修办法。
1 操作程序
1.1 西门子820D
1.1.1 全闭环改为半闭环
轴数据31000由(1)更改为(0),31040由(1)更改为(0),驱动数据922由(0)更改为(106),NCK复位,驱动数据922由(106)更改为(102),NCK复位,完成全闭环更改为半闭环。
1.1.2 半闭环改为全闭环
轴数据31000由(0)更改为(1),31040由(0)更改为(1),驱动数据922由(102)更改为(0),NCK复位,驱动数据915【6】更改为(50013),916【6】更改为(50014),916【7.8】更改为(50016),NCK复位,完成半闭环更改为全闭环。
1.2 西门子840C
操作步骤方法如图1所示。
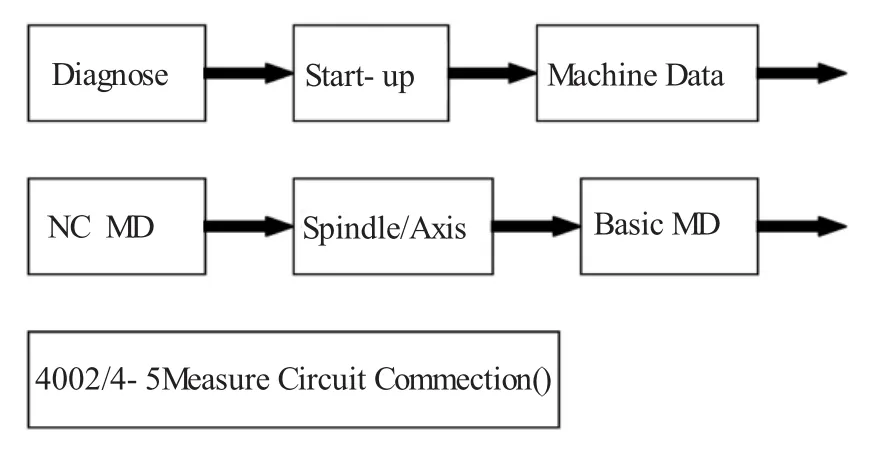
图1 840C全闭环更改为半闭环步骤
把4002/4-5Measure Circuit Connection(2)修改为(1),NCK复位,便成功将轴的全闭环控制修改成了半闭环控制。将4002/4-5Measure Circuit Connection(1)修改为(2),NCK复位,便成功将轴的半闭环控制修改成全闭环控制。
利用此办法判断出曲轴车铣加工中心S3轴磁性编码器故障,并用接近开关代替磁性编码器进行半闭环改造。曲轴车铣加工中心S3轴磁性编码器如图2所示。S3轴电气原理图如图3、图4所示。
对机床的部分参数进行计算调整。
齿轮比
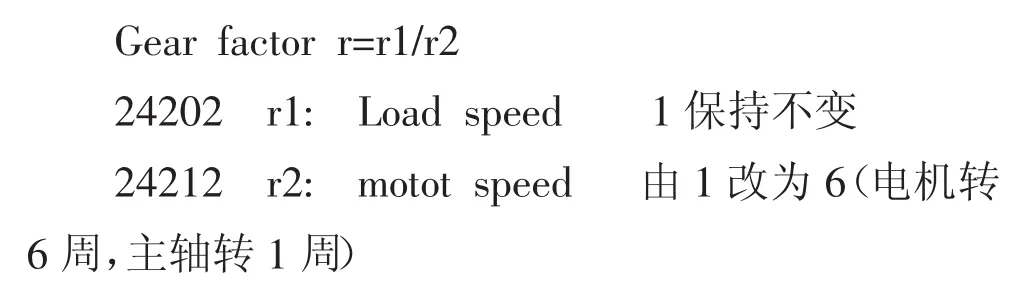

图2 S3轴磁性编码器外形图
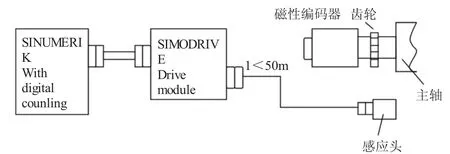
图3 改造前磁性编码器与主轴的关系
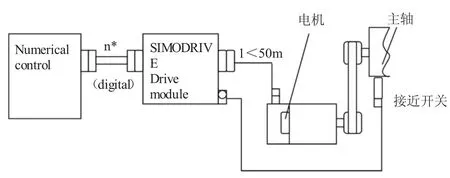
图4 改造后接近开关与主轴的关系
修正零点偏置:Zero mark offset 4592=某一个值(该值是一个变量,根据每一次的实际偏移量进行修改)
S3轴的准停功能主要为换刀和车功能服务,因为只有在特定的位置,刀具的夹紧放松才能实现,同时才允许进行车削加工。因此,安装金属感应块与接近开关的相对位置就显得特别关键,如果出现偏差将会使刀盘不能完成抓刀动作,严重时还会导致授油嘴的损坏。考虑到上述问题,经过了多次试验和调试最终决定将其安装在如图5所示位置。
安装结束后,经过多次实验,每一次主轴都能停止在要求的位置,满足了改造要求。
1.3 西门子840D
把轴数据30200由(2)更改为(1),NCK复位,在PLC状态把DB3().DBX1.5由(0)更改为(1),便成功地将轴的全闭环控制修改为半闭环控制。
2 难点及亮点
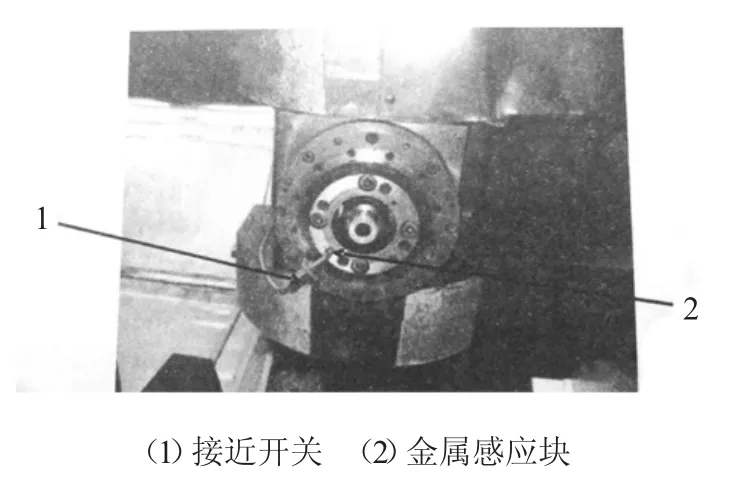
图5 接近开关及感应块安装位置示意图
难点:必须熟练掌握机床参数的用途,以及明白修改这些机床参数能达到什么目的,有无对机床产生危害等。对相关专业英语有较高的要求。
亮点:可快速判断机床故障,使机床尽快投入使用。
3 取得成效
(1)应用西门子840C全闭环更改半闭环技术对某工厂德国进口曲轴车铣加工中心S3轴进行改造,改造后完全达到曲轴加工工艺要求。
(2)应用本方法判断出齐重数控曲轴车床X轴光栅尺测量头故障并解决,系统西门子802D。
(3)应用本方法对上重曲轴连杆颈数控磨床Z轴光栅尺进行清洗维护,解决了该机床Z轴控制环硬件报警,系统西门子840D。
(4)利用本方法可带来直接或间接经济效益:按磨床或车铣中心1000元/h,每天运转16h(两班倒或三班倒),测量尺采购周期20天(海德汉等国外进口,国内无现货,需从国外采购),一台设备一次光栅尺故障可挽回经济损失32万元。
(5)缩短机床故障修理时间,提高工作效率。
本文所述同类设备出现类似故障,均可借鉴此种解决方式临时处理,既可满足生产要求,又可减少不必要的经济损失,具有一定推广应用价值。
[1]李 南,张 博,马存福.西门子802D数控系统在DPS1800车床数控改造中的应用[J].机床与液压,2009.
[2]西门子公司,编.西门子802D参考说明书及调试手册.西门子公司,2009.
[3]西门子公司,编.西门子840C参考说明书及调试手册.西门子公司,2009.
[4]西门子公司,编.西门子840D参考说明书及调试手册.西门子公司,2009.
Change from full closed loop into semi closed loop for Siemens CNC system
ZENG Yanling
(Sichuan Vocational College of Information Technology,Guangyuan 628000,Sichuan China)
The Siemens CNC system has been mostly adopted in the NC machine of crankshaft workshop, including 820D,840C,and 840D CNC system.The fault of control loop hardware has been always happened.In order to not affect the production,the semi closed loop repairing method has been selected instead of full closed loop during the repairing process.Thus in this way,the repair time for machine tool fault has been shortened.The working efficiency has been improved,which can satisfy the production demands and reduce the economic loss.
Full closed loop;Semi closed loop;802D;840C;840D
TH17
B
10.16316/j.issn.1672-0121.2016.06.013
1672-0121(2016)06-0050-02
2016-07-30;
2016-08-15
曾艳玲(1980-),女,讲师,硕士在读,从事机械专业教研。E-mail:zyl_ls@163.com