基于无人值守的综采工作面乳化液远程自动配液系统的应用研究∗
2016-06-03北京天地玛珂电液控制系统有限公司北京市朝阳区100013
冯 旭(北京天地玛珂电液控制系统有限公司,北京市朝阳区,100013)
基于无人值守的综采工作面乳化液远程自动配液系统的应用研究∗
冯 旭
(北京天地玛珂电液控制系统有限公司,北京市朝阳区,100013)
摘要针对大多数综采工作面乳化液配液系统存在的乳化油运输困难、工人劳动强度大和有人值守等问题,提出了一种基于无人值守的综采工作面远程自动配液方式,详细介绍了远程自动配液装置与无人值守方案。实际应用表明,该方案在不改变原有泵站系统的基础上,实现了在固定硐室对乳化液的自动配液、远程自动送液与无人值守的功能,解决了乳化油运输困难的难题,降低了工人的劳动强度,提高了泵站系统的自动化程度。
关键词综采工作面 乳化液 自动配液系统 无人值守 自动化
乳化液作为液压传动的一种工作介质,已在煤矿井下得到了广泛的推广与应用。在煤炭行业迅速发展的今天,随着综采工作面高产高效的要求,乳化液的需求量也随之增加,带动乳化液配比由人工配比向自动化配比方向发展。
传统泵站系统乳化液配比装置安装在工作面运输巷设备列车的乳化液箱上,采用手动配液或自动配液,因配比方式不同,配比效果也不尽相同。在工作面运输巷,由于布置了设备列车与带式输送机等设备,巷道工作空间减小,造成乳化油无法用机械装备运送到泵站列车上,仍需要人工进行搬运,工人劳动强度较大。在大多数的工作面,传统的泵站系统对液箱和油箱没有液位的监视,一旦发生液箱液位以及油位过低的情况,就需要人工进行加油和补液等操作,自动化程度不高。
针对目前煤矿用户在乳化液自动配比及乳化油运输上存在的问题,采用乳化液远程自动配液系统,将乳化油自动加油、乳化液自动配比以及水处理与自动化等技术相结合,实现在固定硐室对乳化液的远程配液、送液与无人值守。
1 乳化液远程自动配液系统组成
乳化液远程自动配液系统安装在固定硐室,距离工作面在1500~2000 m左右,主要由进水过滤站、反渗透装置、自动储油箱、乳化液自动配液站与乳化液泵站远程信号检测等装置组成,其结构图如图1所示。
1.1进水过滤站
在固定硐室配置进水过滤站,过滤精度为60μm,为乳化液配比用水提供高精度的过滤。设备采用用二备二的设计思路,可在正常生产过程中进行滤芯的更换和检查。

图1 乳化液远程自动配液系统结构图
1.2反渗透装置
据统计80%的液压系统故障是由于工作介质清洁度不合格造成,其主要原因就是水源的问题。乳化液配比大多数采用矿井水,由于水中含有大量的Ca2+、Mg2+离子与微生物,造成乳化液的皂化和析出,严重堵塞支架过滤器等装置。为了防止上述现象的发生,需要对乳化液配比用水进行处理。反渗透技术是近年来国内应用较成功、发展较快和普及较广的一种技术,已广泛应用于国民经济的各个领域。
1.2.1反渗透原理
反渗透是利用反渗透膜的选择性,以膜两侧的静压差为动力,克服溶剂的渗透压,允许溶剂通过而截留离子物质,对液体混合物进行分离的膜生产过程,其工作原理如图2所示。
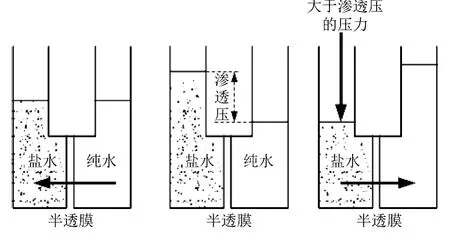
图2 反渗透工作原理图
1.2.2反渗透装置及组成
反渗透装置就是利用反渗透原理,采用高性能的反渗透膜,除去水中各种无机盐、溶解性有机物和胶体,产出符合用户使用要求的乳化液配比用水。该反渗透装置主要由原水箱、原水泵、砂过滤器、碳过滤器、反渗透主机、除盐水箱及加药装置组成,其工艺流程图如图3所示。
1.2.3反渗透装置的性能指标
反渗透装置产水量为4 t/h,产水电导率小于200μs/cm,总硬度小于200μg/L,微生物含量极低,该装置产水具有自动控制与就地控制两种方式,可满足乳化液配比的自动化要求。
1.3自动储油箱
1.3.1装置结构
自动储油箱主要由箱体、控制器和电动抽油泵这3部分组成,自动储油箱与乳化液自动配液站配合使用,实现远距离自动补油。
1.3.2工作原理
自动储油箱一般安装在固定硐室,配置2台抽油泵,一台用于将油桶中的乳化油抽送到油箱,加油工作通过控制器按键实现,可减小工人搬运乳化油的劳动强度;另一台抽油泵实现自动向乳化液自动配液站油箱补油功能,当乳化液自动配液站箱内乳化油低于设定低位油位时,加油电动球阀自动开启,自动储油箱上远程抽油泵自动启动,向乳化液自动配液站油箱内补充乳化油。当乳化液自动配液站油箱油位达到设定高位油位时,电动球阀关闭,同时自动储油箱远程抽油泵停机。如果自动储油箱内乳化油严重不足时,自动储油箱控制器将禁止启动远程抽油泵并进行声光报警,提示补油,其工作原理图如图4所示。

图3 反渗透工艺流程

图4 自动储油箱工作原理图
1.4乳化液自动配液站
1.4.1装置结构
乳化液自动配液站主要由箱体、电动球阀、控制器、乳化液混合器、清水过滤器、浓度传感器和多级离心泵等部分组成,主要实现乳化液配比自动化控制与浓度在线监测显示,为工作面泵站系统配制浓度精确和清洁的乳化液。
1.4.2工作原理
配比过程如下:清水从除盐水箱抽出后,通过多级离心泵加压进入清水过滤器。压力稳定且清洁的中性水经过清水过滤器进入乳化液混合器,清水在通过乳化液混合器的同时驱动混合器内吸油泵转动,吸油泵从乳化液自动配液站自带的储油箱中吸入乳化油并与清水混合,实现乳化液配比,配比后的乳化液进入乳化液自动配液站的液箱内。乳化液自动配液站有2个液位传感器,一个安装在乳化油储油箱内,用于检测油箱内的乳化油油位,当乳化油油位低于设定的低油位时,自动储油箱自动向储油油箱补充乳化油,达到设定高油位时停止补油;当乳化液自动配液站内油箱油位达到最低设定值时,配液站停止配比乳化液,控制器发出声光报警并提示加油。另一个液位传感器安装在乳化液自动配液站的液箱内,检测箱内的乳化液液位,当乳液箱内液位低于设定的低液位时,控制器打开电动球阀并启动多级离心泵,开始乳化液配比;当检测乳化液液位达到设定高液位时,多级离心泵和电动球阀关闭,配液站停止配比乳化液。由于系统配置了多级离心泵为配液供水,水压稳定,所以乳化液混合器经一次调定浓度后,可长期配比浓度准确稳定的乳化液,无需再次调整。乳化液浓度传感器用于检测配比乳化液的浓度,并在泵站控制器的屏幕上显示浓度数值。乳化液自动配液站控制原理图如图5所示。
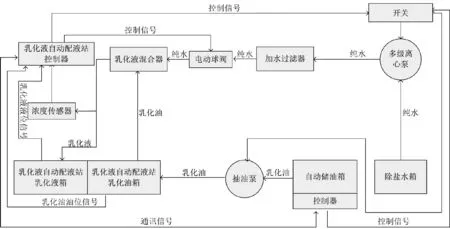
图5 乳化液自动配液站控制原理图
1.5乳化液泵站远程信号检测装置
1.5.1装置组成
乳化液泵站远程信号检测装置主要由顺槽乳化液箱液位检测装置、电动球阀及控制系统组成。
1.5.2工作原理
泵站控制系统远程信号检测装置放置在工作面运输巷的泵站列车上,乳化液自动配液站放置在固定硐室内,当泵站系统乳化液液箱液位低于设定值时,泵站控制系统通过通讯方式向乳化液自动配液站控制器发出信号,通知乳化液自动配液站输送乳化液。当泵站液箱液位高于设定值时,泵站控制系统停止发送控制信号,停止输送乳化液。在乳化液自动配液站液位低于低位设定值或乳化油低于低位设定值时,停止输送乳化液。乳化液泵站远程信号检测装置工作原理图如图6所示。
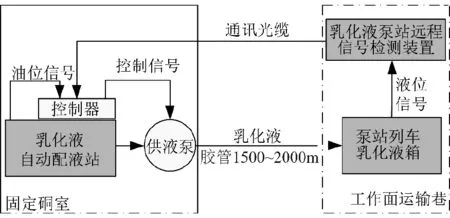
图6 乳化液泵站远程信号检测装置工作原理图
2 无人值守功能的实现
无人值守功能主要包括自动加油、自动产水、自动配比、自动输送乳化液以及自动控制功能,将原来由操作工人在工作面运输巷设备列车上完成的乳化液配比工作转移到相对宽阔、相对安全的固定硐室进行,通过全自动化控制实现乳化液配液的无人值守,降低工人的劳动强度。无人值守控制原理图如图7所示。
2.1自动供油
自动储油箱容积为2500 L,常规乳化油一般为200 L/桶,自动储油箱能够存储乳化油约12桶。除去特殊原因,工作面每天消耗乳化油大概在2~3桶,故加满一箱乳化油即可使用4~6 d。操作工人通过操作本安型控制器控制抽油泵向自动储油箱加油,减少了劳动强度。
自动储油箱通过通讯光缆与乳化液自动配液站配合使用,实现自动供油。2500 L自动储油箱与乳化液自动配液站均固定在固定硐室,采用油位传感器实现对乳化油的油位监测,当乳化液自动配液站油位低于设定低位时,自动配液站控制器向自动储油箱控制器发出加油指令,自动储油箱启动远程抽油泵向乳化液自动配液站供油。当乳化液自动配液站油位达到油位设定高位时,自动储油箱停止供油。
2.2自动产水
由于乳化液自动配液站自动配比用水从除盐水箱抽取,因此需要除盐水箱能够自动产水。反渗透装置在原水箱与除盐水箱各安装一个液位传感器,通过监测液位状态实现对进水与产水的自动控制。当原水箱液位低于设定低位时,原水箱电动球阀打开,经过进水过滤站过滤的清水进入原水箱,当原水箱液位高于设定高位时,电动球阀关闭。当除盐水箱液位低于设定低位时,反渗透装置启动,开始产水。当除盐水箱液位高于设定高位时,反渗透装置停止工作,自动产水工作结束。
2.3自动配比
采用机械结构的齿轮泵方式实现自动配比。多级离心泵从除盐水箱抽取清水并加压后进入到齿轮泵,带有压力的清水驱动齿轮泵的叶轮转动从乳化液自动配液站储油箱抽取乳化油,清水与乳化油经过配比器后充分混合,流入到乳化液自动配液站液箱内。在配液站液箱内安装液位传感器,当液箱液位低于设定值低限时,控制器控制多级离心泵及电动阀开启并开始自动配比,当液箱液位达到设定值的高位时,停止自动配比过程。
2.4自动输送乳化液
在工作面运输巷设备列车的乳化液箱上安装液位传感器,当液位低于设定值时,泵站控制系统通过通讯光缆向乳化液自动配液站发送供液指令,配液站收到该信息后控制电动球阀与多级离心泵工作,向工作面乳化液箱供液。当液位达到高位设定值时,配液站停止送液并关闭电动球阀。
2.5自动控制
乳化液配比的无人值守就是将上述设备相互配合的自动化控制过程。在单个系统自动控制的基础上,进行有效的集成,使各系统相互配合且密切联系,从而实现自动加油、自动产水、自动配液以及自动送液的全自动化控制过程。
3 应用效益分析
3.1社会效益
本系统已在陕煤化集团黄陵公司一号煤矿以及阳煤集团的新元矿和新景矿投入了使用,通过煤矿用户的实际使用,得到了用户的认可。作为无人化开采工作面系统的重要组成部分,乳化液远程自动配液系统实现了无人值守,满足了无人化和自动开采的需求,具有重要的指导意义与示范作用。该系统可以有效地改善井下乳化油运输困难和工人劳动强度大等问题,系统可靠稳定的检测功能和自动控制功能可以有效地减少生产过程的危险隐患,极大地提高了井下生产系统的安全程度。

图7 无人值守控制原理图
3.2经济效益
远程自动配液装置将原来在设备列车的配液设备移至运输巷口,缩短了近2000 m的乳化油运输距离,减少用工人员1名。乳化液浓度配比准确减少了乳化油的消耗,降低了用油成本。阳煤集团新元矿310205工作面通过使用远程自动配液装置,乳化油的吨煤成本和万吨消耗较非自动配比乳化液的310105工作面分别降低了36%与48%,经济效益显著。
参考文献:
[1]向虎,张晶晶.综采工作面乳化液配比用水深度处理技术探讨[J].煤矿机械,2013(5)
[2]孙勇.基于PLC的综采变频调速恒压供液自动控制系统研究[J].中国煤炭,2012(4)
[3]何勇华.综采工作面乳化液自动配液系统的应用研究[J].中国煤炭,2014(6)
[4]赵四海,王琦,刘志强.国内乳化液浓度检测与自动配比技术研究进展[J].工矿自动化,2012(8)
[5]张龙涛.2种常用乳化液自动配比装置的分析研究[J].煤矿机械,2010(10)
[6]刘绪玉.RZPB-160型乳化液自动配比装置[J].煤矿现代化,2004(1)
[7]邵俊杰.千万吨级综采工作面大流量泵站系统研究[J].中国煤炭,2010(8)
(责任编辑路 强)
Research and application of remote automatic liquid mixing system of emulsion in unattended fully mechanized working face
Feng xu
(Beijing Tiandi-Marco Electro-Hydraulic Control System Co.,Ltd.,Chaoyang,Beijing 100013,China)
AbstractIn view of the existing problems of emulsion liquid mixing system in most fully mechanized working faces,such as difficult emulsified oil transportation,heavy labor intensity and attended operation,a kind of remote automatic liquid mixing mode in unattended fully mechanized face was put forward,and the remote automatic liquid mixing device and unattended operation were introduced in detail. The practical application showed that the system realized emulsion automatic liquid mixing in fixed chamber,remote automatic liquid feeding and unattended operation on the basis of the original pump station system,which made the emulsion transportation easier,reduced labor intensity of worker and improved the degree of automation of pump system.
Key wordsfully mechanized working face,emulsion,automatic liquid mixing system,unattended operation,automation
作者简介:冯旭(1985-),男,北京人,工程师,现任职于北京天地玛珂电液控制系统有限公司,主要从事煤矿综采工作面自动化控制设计与研究工作。
基金项目:∗中央国有资本经营预算重点产业转型升级与发展资金资助项目(财企[2013]472号)
中图分类号TD67
文献标识码A