船用EH级别钢大线能量焊接技术应用
2016-06-03江泽新吴磊磊
陈 华, 江泽新, 刘 博, 吴磊磊, 王 凯
(1.广船国际有限公司, 广东 广州511462; 2.广东省焊接技术研究所(广东省中乌研究院), 广东 广州510650)
船用EH级别钢大线能量焊接技术应用
陈华1, 江泽新1, 刘博1, 吴磊磊1, 王凯2
(1.广船国际有限公司, 广东 广州511462; 2.广东省焊接技术研究所(广东省中乌研究院), 广东 广州510650)
摘要目前的船舶建造为了提高生产效率,在焊接过程中采用大线能量(热输入超过50 kJ/cm)的焊接技术,而大线能量的焊接工艺会导致焊接接头韧性下降,特别是EH级别钢的焊接接头韧性难以达到规范要求。通过从焊接钢板、焊接材料的选择并配合相应的焊接工艺进行试验,并对一系列生产过程进行控制,最终使焊接接头满足力学性能要求,并应用到极地重载甲板运输船的焊接。
关键词EH级别钢大线能量焊接
0前言
目前,随着国内造船行业的发展,为提升焊接质量及效率,纷纷采用大线能量焊接方法,如常规的FCB和EGW等。由于相对较高的焊接热输入易导致焊接热影响区接头组织急剧增大从而使焊接接头韧性降低,故对于大线能量焊接一般只用到船用DH级别及以下钢。随着极地船舶的需求增加,将会大量使用船用EH36级别厚板钢,对焊接接头的韧性要求则更高,尤其是对使用大线能量焊接提出了更高的要求。对此需针对EH级别钢,其母材的化学成分及轧制工艺、焊接材料选择并配合进行大线能量焊接工艺试验等方面进行研究,并在生产应用过程中进行焊接试验验证,以确保船用EH级别钢的大线能量焊接接头满足相关规范的要求。
1焊接试验
由于大线能量的焊接对焊接接头的韧性影响较大,常规的EH级别钢板(正火钢)在进行大线能量焊接试验后,其焊接接头(焊缝中心WM、热影响区FL及FL+2)在进行-20℃的冲击试验时,难以满足船级社规范的要求,故需要对钢板及焊接材料进行相关的试验及研究,并与相关厂家进行配合。
1.1船用EH级别钢板的选用
为保证焊接热影响区的力学性能,对国内钢材厂家进行筛选,选用5家钢材厂家(A、B、C、D、E)提供的6种31 mmEH级别钢板(TMCP钢:热机械控制工艺)进行FCB焊接试验,并后续对焊接接头进行力学性能试验及微观组织的分析,表1内1#、4#、6#焊接接头在根部熔合线FL及FL+2的-20℃冲击值未能满足船级社规范规定的34 J最小要求, 2#、3#焊接接头满足要求但部分位置余度不大,而5#的焊接接头在各个位置的冲击值都满足要求且余度较大,平均值达到125 J以上。综合考虑试验后的力学性能,确定采用E钢厂新型工艺的船用EH级别钢板进行生产应用,其试验的焊接接头满足船级社规范的要求,且余度较大,具体情况如表1所示。

表1 各钢厂FCB工艺试验

续表1 各钢厂FCB工艺试验
1.2焊接材料的选用
1.2.1FCB焊接材料
根据以往的生产经验,公司常用的FCB焊材焊接性及接头性能比较稳定,但以往采用的焊接材料(2Y)仅能满足DH级别及以下钢板的焊接,为达到EH级别钢的焊接要求,故与焊材公司合作,通过焊接试验及力学性能试验,并将试验数据反馈给厂家由其进行焊接材料配方的改进,确定了FCB的3Y级别焊接材料组合。
1.2.2EGW焊接材料
通过生产经验,以及相关的对比试验,公司常用的EGW焊接工艺3Y焊丝在焊接试验及生产应用都能满足规范的最低要求,故在生产应用时采用此焊接材料。
1.3焊接工艺
为确保焊接质量,设计利于焊接的坡口,采用合适的焊接参数完成焊接工艺评定,并编制EH级别钢的FCB、EGW焊接作业要求(见表2),对坡口间隙、角度、焊接参数等方面进行严格控制。
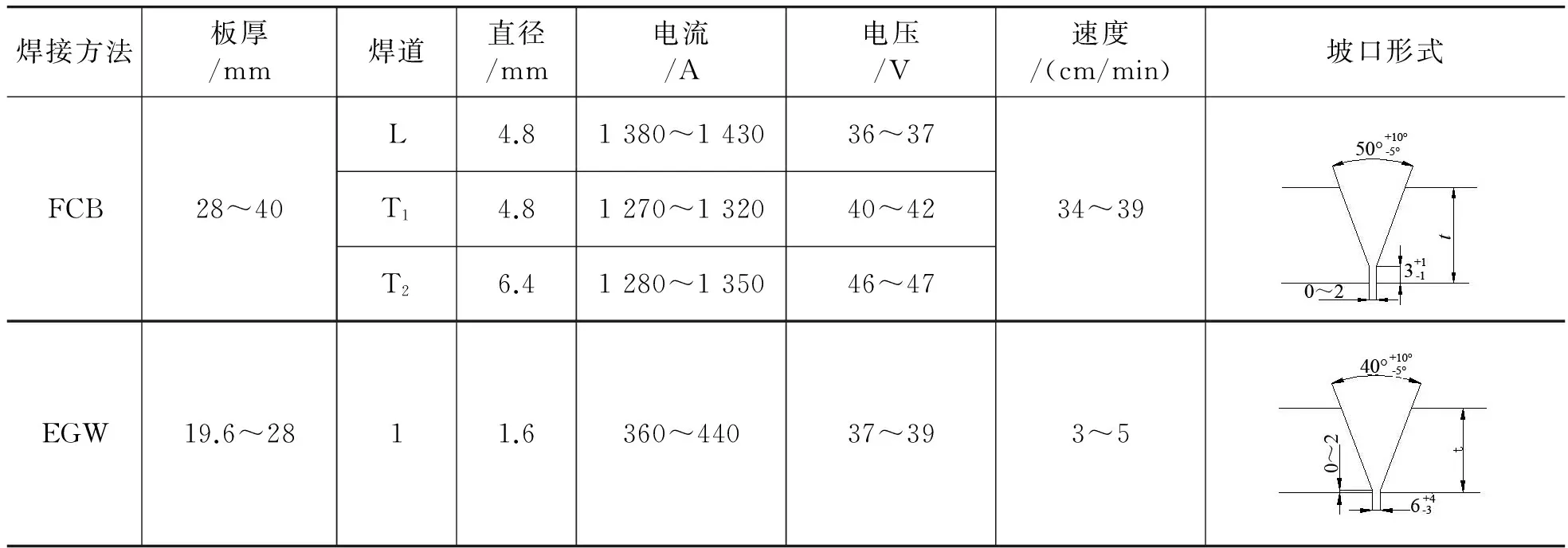
表2 EH级别钢的FCB、EGW焊接作业要求
2生产应用及质量控制
2.1钢板的性能控制
为控制生产用钢板的质量,与钢材厂制定相应的技术协议,对钢板的化学成分、扎制工艺、力学性能等做了相关要求,并在钢板的冶炼及扎制过程中进行监控,以确保其性能达到要求。
2.2生产用焊接接头的验证
对于每个炉号的钢板,由于其在冶炼及扎制过程中性能会有所差异。为验证每个炉号的钢板大线能量焊接接头是否能满足相关要求,每个炉号选择两块钢板余料(技术协议要求在进行扎制钢板时每批炉号至少有两块钢板有余料)进行大线能量焊接(FCB与EGW),以其验证试验结果来评价该炉号的钢板性能。对于未能满足要求者该炉号所包含钢板则改用常规的焊接方法进行焊接。
2.3生产监控及记录
为确保在生产应用过程中焊接各因素能符合工艺要求,焊前对每条焊缝的坡口装配状态以及焊接过程的焊接工艺参数等进行监控和记录,以确保焊接生产的热输入量在WPS范围之内。
3结语
本文针对公司极地船的船用EH级别钢的大线能量焊接,从焊接试验到生产应用过程进行了相关介绍,到目前已完成了2艘极地船FCB焊缝4 000 m及EGW焊缝90 m的焊接工作。其中一次FCB验证试验应国外船东要求将焊接接头送往新加坡进行力学性能试验且结果比较理想,得到了船东船检的认可。面对后续全球对于极地船舶的需求及建造,将对新钢板、新焊材、新焊接工艺以及焊接设备等提出更高的要求,因此仍需我们在高韧性的钢板进行大线能量焊接方面进行研究及应用。
参考文献
[1]郭桐,韦明,侯彩霞,等. 改善大线能量焊接韧性的冶炼技术研究[J].宽厚板,2007(2):19-21.
[2]杨才福,柴锋,苏航.大线能量焊接船体钢的研究[J].上海金属,2010,32(1):1-10.
Application of High Heat Input Welding Processes for EH Steel
CHEN Hua1, JIANG Ze-xin1, LIU Bo1, WU Lei-lei1, WANG Kai2
(1.Guangzhou Shipyard International Company Limited, Guangzhou Guangdong 511462, China;2.Guangdong Welding Institute(China-Ukraine E.O. Paton Institute of Welding),Guangzhou Guangdong 510650, China)
AbstractThe high input welding processes are adopted in shipbuilding at present to advance manufacture efficiency. But the toughness would be decreased due to the high input welding, especial the toughness of the EH grade steel joints are hard to satisfy the rules. The experiment have been taken to found out the right steel and welding consumable. The mechanical property should meet the requirement under the site control. This welding technology is applied in the polar class heavy transport deck carrier vessel building finally.
KeywordsEH grade steelHigh heat input welding
中图分类号U671
文献标志码A
作者简介:陈华(1984-),男,助理工程师,关于船用高韧性级别(EH级)钢的大线能量焊接试验,包括钢板、焊接材料、工艺参数、焊接试验及焊缝热影响区组织性能的研究,以及后续的生产应用。
基金项目:国合专项(2014DFR50310),广东省第三批创新团队(201101C0104901263),广东省科技专项(2013B050800030),广东省现代焊接技术重点实验室(No.2012A061400011)。
