压接型连接器导线引起的低温信号传输故障分析
2016-06-01郝彬
郝彬
摘要:文章针对一例压接型连接器因导线与压接件不匹配而引起的低温新号传输故障,以GJB5020-2001标准为指导,从电阻、耐拉力、金相分析等多个方面对失效机理进行了分析。
关键词:压接导线;匹配;金相分析
在航空、航天、舰载、车载电子产品装联中,压接型连接器及线束电缆的应用极其广泛,它是保证电气信号传输正确性和可靠性的关键产品。
压接连接技术是在常温下,用压接工具或设备对2个特定的金属表面施加一定的压力,使金属结合部产生恰当的塑性变形而产生可靠的电气连接,具有很好的机械强度,优良的电气性能和耐环境性。压接操作主要借助于专用压接工具完成,其质量虽然主要由压接工具来保证,但是由于压接连接处于接触件的内部,不像焊接连接那样可以直接观察到,因此如果存在诸如接触件与导线不匹配、操作不当等问题后,其质量隐患很难直接被发现。这种存在质量隐患的连接器或线束电缆在装配到产品中后,就会导致产品在使用过程中发生故障。
本文针介绍一例在使用压接型连接器时导线与压接筒不匹配而引起的低温下信号传输中断的故障,从故障现象及定位、多项机理分析等方面内容进行了研究。
1 故障现象及定位
图1是某产品采用J18CMA-37S型压接连接器制作的线束。该产品的在进行环境应力试验的过程中,偶尔会在低温(-40℃)下发生故障。由于故障发生频率不高,且只在低温下出现,前期只是将故障定位到该线束上,更换了整个线束,但是该低温故障并没有彻底得到解决。在一次偶然的情况下,另外一台同样低温故障的产品,在常温状态下对线束进行逐根排查时,故障得到了复现。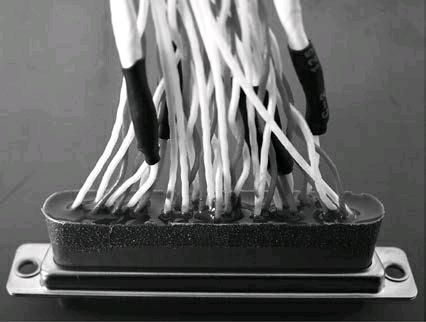
在进一步的测量中发现,故障形式是信号传输中断——导线上有信号,但是没有传输到其所压接的接触件上,如图2所示。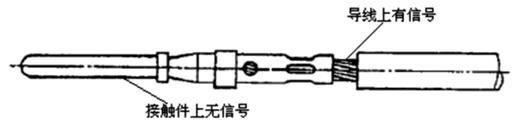
基于上述排故过程,故障定位于压接接触件和导线在压接质量方面存在问题。
J18CMA-37S型连接器是37芯的压接型矩形连接器,其接触件为20#插孔型压接件,其推荐适配的导线规格为(0.2~0.4)mm2。但是,本线束的导线规格有2种——一种是FPFQ-250 2×0.14mm2(白皮双绞屏蔽线,单股导线线芯7根),一种是AFR-250 0.2mm2(四氟薄膜绕包型绝缘导线,导线线芯42根)。很明显,FPFQ-250 2×0.14mm2导线的规格不符合连接器接触件使用要求,而且以往发生故障的信号其传输导线正好都是采用FPFQ-250 2×0.14mm2规格的导线。
2 故障机理分析
为了进一步了解这种导线与接触件不匹配所存在的不稳定质量因素,在连接器厂家的帮助下,根据GJB5020《压接连接技术要求》(以下简称GJB5020)中对压接质量的要求,选择从外观、导通电阻、拉力对比试验、金相分析3个方面进行了分析。
2.1 外观检查
根据GJB5020的要求,首先对故障产品上的压接件进行了外观上的检查,从导线剥头,导线在压接筒内的位置,压痕的情况及位置等各方面的观察,未发现存在问题。
2.2 导通电阻试验
在GJB5020中要求测量的是电压降,是一种静态的测量,同时需要电压表和外部电源。而测量导通电阻是指用数字式微欧表测量分别测量接触件端和导线端,轻微晃动导线并观察电阻值的变化情况,从电阻值的变化情况反映出压接部位的稳定性、可靠性。
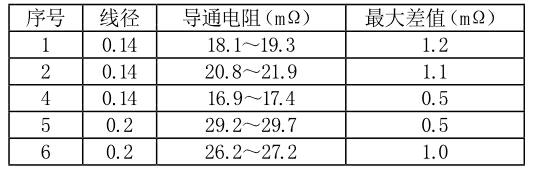
分别对压接0.14mm和0.2mm导线的接触件(所测试的这些接触件中,有些是已装机使用过的,经过了高低温试验;有些是未装机使用过的)进行常温下的导通电阻测试,测试结果如表1-2所示。从测试结果我们可以发现,对于压接0.14mm2的接触件,在经过了高低温试验之后,其导通电阻不稳定的概率明显增大,甚至出现断路;但是压接0.2mm2的接触件,无论是否经过高低温试验,其导通电阻值都处于一种很稳定的状态。
2.3 耐拉力试验
对于耐拉力测试,加工工艺要求是每批次压接操作时都要先进行拉力测试,合格后才能继续加工。对于20#接触件,最低的适配导线是0.2mm2规格的,推荐使用压接钳(M22520/2-01)的档位是4档,并没有对应0.14mm2规格导线的档位推荐,加工者在压接时提高了一个档位,并且通过了耐拉力试验(根据GJB5020《压接连接技术要求》,0.14mm2导线的坑压抗拉强度应不小于23N)(见表3)。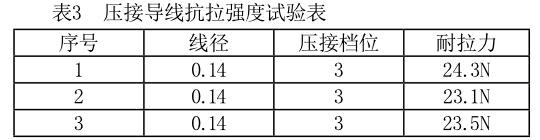
2.4 金相分析
从上面的3项测试结果3项合格、1项不完全合格的情况来看,常规的测试方法并不能够真正分析出这种导线与接触件不匹配而导致失效的原因,必须从微观方面进行分析——金相分析就是微观分析的重要方法之一。压接截面金相分析可以直接观察到压接部位的内部结构情况,可以定量的分析出来压接后导线芯线、接触件的变形程度,直观的判断处压接的可靠性,做出更科学的判断。
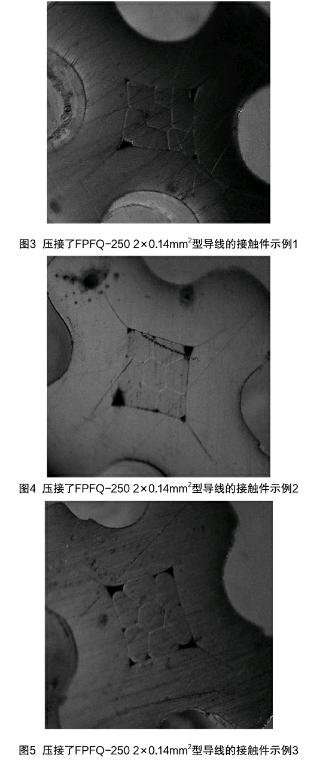
压接截面金相分析共选取了4个压接件,其中有3个是压接了FPFQ-250 2×0.14mm2导线的接触件、1个是压接了AFR-250 0.2mm2型导线的接触件,从金像分析照片可以得出以下结论:(1)图3-5是压接了FPFQ-250 2×0.14mm2型导线的接触件,可以明显地看出导线芯线虽然在挤压下产生了变形,但在压接腔内,仍然存在较大空隙,在芯线与芯线、芯线与筒壁之间也有微小缝隙。而且压接筒变形量较大,属于一种过量压接的表现。(2)图6是压接了AFR-250 0.2mm2型导线的接触件,压接筒内无间隙,导线与压接筒之间均呈气密性连接,所有导线的圆形截面均已发生变形,其外观形态与GJB5020中优选形态相符合(见图7)。
2.5 试验分析总结
从上述的故障现象、故障定位及机理分析来看,该故障有2个特点:(1)由于导线规格与接触件之间的不匹配程度很小,而且常温下的导通电阻和耐拉力测试均合格,很容易导致问题暴露不及时。(2)从金相分析中可以看到,FPFQ-250 2×0.14mm2型导线的线芯只有7根,每根线芯的直径0.16mm,而0.2mm2规格的AFR型导线线芯多达42根(0.14mm2的为30根),每股线芯直径只有0.08mm。线芯直径较大,不仅会导致在压接筒的边缘很难形成气密型连接,而且还会导致导线受到热胀冷缩效应更明显,这也与低温下故障率高的特点相吻合。

3 结语
导线与压接筒不匹配是压接连接技术中非常普遍的问题,该类问题非常具有隐蔽性,带来的故障也往往是随着时间的推移才会逐渐暴露。但是,如果设计人员严格按照产品手册进行设计使用,工艺人员严格按照GJB5020中的要求进行工艺鉴定,加工人员严格按照规范进行操作,该类问题是完全可以避免的。
[参考文献]
[1]李晓麟.多芯电缆装焊工艺与技术[M].北京:电子工业出版社,2010.
[2]徐林.航天压接型电缆组件失效模式与分析[J].制造技术研究,2014(4):93-95.
[3]宋冬.压接型连接器中导线不匹配的处理[J].电子工艺技术,2007(2):45-47.
Failure Analysis of Signal Transmission Interrupt under Low Temperature Caused by the Wire of Crimp Connector
Hao Bin
(Luoyang Research Institute of Electro-optical Equipment, Luoyang 471000, China)
Abstract: In this article, we introduce a fault modes of signal transmission interrupt under low temperature which caused by the wire and crimp parts do not match when using crimp connector.Guiding by the GJB5020-2001 standard, the failure mechanism is analyzed the failure mechanism from the aspects of electric resistance,resistance to pulling force,metallographic analysis.
Key words: crimping wires; matching; metallographic analysis
