一种数控车加工曲面的编程方法
2016-05-30杨海利
杨海利

摘 要:本文介绍了一种数控车床在加工曲面时,不使用刀尖半径补偿并借助绘图软件的编程方法。
关键词:绘图软件;轨迹;刀尖半径;编程
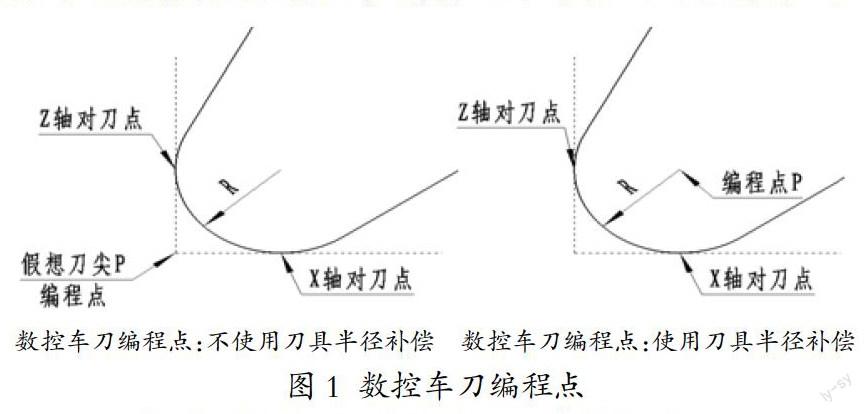
目前,数控车刀床的编程点有2种,一种是假想编程点P——不使用刀尖半径补偿;另一种是编程点为刀尖圆心P——使用刀尖半径补偿(如图1所示)。
目前在数控车削加工中,普遍使用刀尖半径补偿的方法编制锥面、圆弧面及曲面时,就会避免造成过切或欠切现象,可有效保证加工精度,但必须明确数控车刀刀尖方向及刀尖半径补偿是左补偿还是右补偿。
而在一些没有刀尖半径补偿功能的数控车床中,并且在一些特定的形状不能使用刀尖半径补偿功能的情况下,在加工过程中只能采用不使用刀尖半径补偿编程才能保证加工精度,此种方法对操作者的技能要求不高但必须掌握一定的编程技巧。
1 刀尖圆弧半径在加工过程中对工件的影响
目前使用的数控车刀基本上都是机夹刀,刀尖均有圆角,并且已经标准化:0.1,0.2,0.4,0.8,1.2,1.6,2.4等。数控车床是按刀尖对刀的,在实际加工中对刀刀尖的位置是一个假想刀尖,编程时是按假想刀尖轨迹编程,即工件轮廓与假想刀尖重合。
加工件在车削内外圆柱面、端面时是由X轴或Z轴的对刀点在切削,所以实际切削刃的轨迹与工件轮廓轨迹一致,无形状误差产生;而在车削锥面或圆弧面时,实际起作用的切削刃却是刀尖圆弧各切点,而不是X轴或Z轴的对刀点在切削,如果不使用刀尖半径补偿编程加工就会引起加工表面形状误差,在正象限——欠切,负象限——过切,并在45°和135°方向上为最大值,在0°和90°方向上为0(见图2所示),曲面亦是如此。
2 加工曲面不使用刀尖半径补偿的编程方法
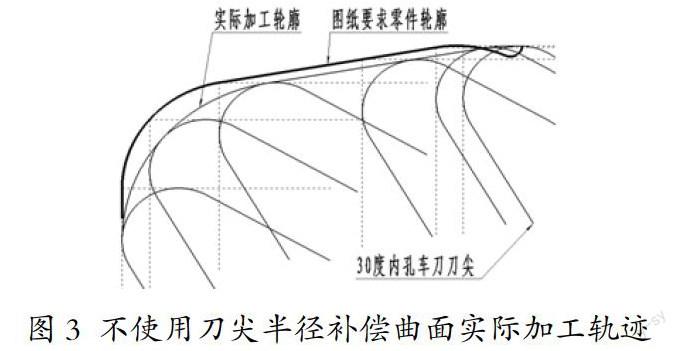
以我公司一零件的曲面为例如图3中粗实线所示,此曲线由3段圆弧、1段锥面和1段竖直线组成。精车时使用数控车刀为35度内孔车刀,使用的数控车刀刀尖半径R为0.4mm。在编程时如果不采用刀尖半径补偿编程或相应合理的编程方法,则会容易出现实际加工轮廓(图3中的细实线)与图纸要求零件的轮廓(图3中的粗实线)差距很大,尤其是新学编程的人员易出现类似的问题。
针对以上问题,介绍一种不采用刀尖半径补偿而借用绘图软件编程的方法,编制过程方便、快捷、准确,以下是借用绘图软件针对曲面编程的具体步骤:1)利用绘图软件按图纸要求绘制出图形如图4中的1#粗实线,此曲线为零件的实际加工轨迹,也是图纸要求零件轮廓;2)将1#线整体等距偏置0.4mm得到3#虚线;3)将3#虚线沿X轴方向平移-0.4mm得到4#虚线;4)将4#虚线沿Z轴方向平移+0.4mm得到2#细实线,此线为最终假想编程点P的编程轨迹;5)在绘图软件中验证编程轨迹与实际加工轨迹关系是否正确,如图5所示;6)利用绘图软件根据2#细实线采点编程。
上述方法,在数控车床中适用于各种不规则曲面的程序编制,但在绘图编制程序时有以下几个方面需要注意:1)使用绘图软件绘制零件图时,必须是1∶1比例绘制,绘图的编程原点必须与实际加工时对刀的原点保持一致;2)图4所示图形由1#粗实线到3#虚线等距偏置的距离必须是当前使用的数控车刀刀尖圆弧半径R;3)图4所示图形由3#虚线到4#虚线、4#虚线到2#细实线平移距离必须是当前使用的数控车刀刀尖圆弧半径R,具体平移的方向见图6所示。
3 结语
本文介绍了一种数控车床加工曲面的编程方法,有效的解决了一些年代较早并不具备刀尖半径补偿功能的数控车床的曲面编程问题、编程时易出现刀尖所在象限判断错误问题以及数控车中特殊曲面的编程问题,是一种较简便较实用的编程方法。
参考文献:
[1] 谢晓红主编.数控车削编程与加工技术[M].电子工业出版社.
[2] 赵勇.对于数控车刀刀尖圆弧半径补偿的认识[J].机械仪表,2009.
[3] 丁海辉.刀具补偿在数控加工中的应用[J].装备制造技术,2008(5).
