AP1000模块安装中的典型问题探讨
2016-05-30柴庆竹
柴庆竹

【摘要】AP1000模块化技术旨在提高核电厂建造的平行施工能力和工作效率,缩短建造周期,压缩建造成本,与核电市场化相契合。在三门、海阳核电项目中的应用实践证明,模块化技术能够实现其初衷。但因为是首次应用,也存在一些问题。比如材料变更、不符合项等方面的问题,也有西屋设计缺陷及采购方面的问题。在后续三代核电国产化过程中,需积极吸取WEC在三门、海阳核电项目中的经验和教训,不断改进和完善模块化技术在核电中的应用,使模块化技术的优势更好发挥,展现其真正的价值。
【关键词】模块化技术;先进压水堆;AP1000
1、前言
模块化作为可适应设计和大规模定制中的重要设计方法和核心技术,通过功能模块的不同组合实现产品的用户化和定制化设计,已广泛应用于机床、汽车制造、减速器、计算机、家电和家具等行业。模块化技术在第三代核电设计与建造中的应用尚属首次,对于核电设计来说是全新的技术。核电站投资巨大且建造周期长,AP1000模块化设计为缩短核电站的建设周期提供的一种全新的解决方法,能够大幅度提高核电厂建造的平行施工能力和工作效率。AP1000模块化技术旨在将电厂的各部分设计和制造成独立可运输的单元,运至现场后通过螺栓或焊接等方式连接成整体。这些单元可以是厂房结构的一部分,也可以是机械设备、管道,电气桥架或暖通风管的组合。AP1000模块分成两种类型,结构模块和机械模块。结构模块有三个基本类型:钢筋支撑框架模块、永久钢模板模块和结构钢板混凝土模板衬里模块。机械模块分为设备模块和管道模块。AP1000模块化技术在中国三门,海阳核电项目中得到了实际应用。实践证明,模块化技术在三代核电项目建造过程中能够实现其设计初衷——缩短工期、提高施工效率。然而,AP1000作为世界首堆,也是模块化技术在三代核电项目中的首次应用,在制造安装过程中难免会存在一些问题。以下是本人在经历模块设计及现场安装过程时的几点心得,供模块设计方及施工方参考借鉴。
2、典型问题探讨
模块化技术在实践中应用时,主要存在以下几方面的问题:材料变更引起的现场变更,不符合项引起的现场变更,设计变更引起的现场变更,WEC文件与国内行业标准差异引起的模块整改和模块到货时间与现场安装顺序冲突引起的现场变更等。
2.1 MSR引起的现场变更。MSR:MaterialSubstituteRequest.材料变更申请。由于AP1000核岛部分为美国西屋公司(WestingHouse,WEC)主导设计,模块材料大多采用美标材料,特别是大宗材料如结构型钢、板材等。AP1000引入国内后,出于采购便利性及成本控制的考虑,施工方和业主往往会向设计方建议采用国标型钢或截面型号较通用的美标型钢代换。WEC会接受承包商(Contrator)的MSR并作出评估,评价代换材料的强度及对模块的完整性稳定性影响。但MSR引起的接口变化,比如相连部件的长度或位置调整,以及MSR造成的工期延时和由此增加的人力成本则由对方承担。如图2-1所示,屏蔽厂房屋顶的径向主梁材料由W36*393通过MSR变更为W36*395,型钢截面高度由374/5”变更为383/8”。经WEC评估,主梁材料变更后,强度未减弱。主梁下方的4根水平次梁,8根竖直次梁与主梁间通过带螺栓的连接板连接。12根次梁的长度和位置需加以调整才能保证CH72模块内部的设备/管道位置保持不变。同时,生根在主梁上的工艺管道/电缆及其支撑的位置需做相应调整。在AP1000模块化实践中,针对结构模块的MSR相对好处理一些,作为厂房结构的支撑单元,结构模块内各构件所处空间较为宽松,涉及接口SSC也便于调整。但对于机械模块而言,由于机械模块是以工艺设备/管道,电气桥架和暖通风管等为核心搭建钢结构框架,空间紧凑,结构复杂,内外部接口众多。因此,机械模块的MSR處理难度较大,WEC一般不建议变更。由此得到启示:在模块设计、采购和制造过程中,设计方在保证模块结构强度的同时需尽量采用通用的国标型钢或美标型钢,以方便大宗采购,降低成本。工程采购方应在前期积极开展国内/外大宗材料调研,制作供货商名录及商品数据库,为模块设计选材提供指导和支持。
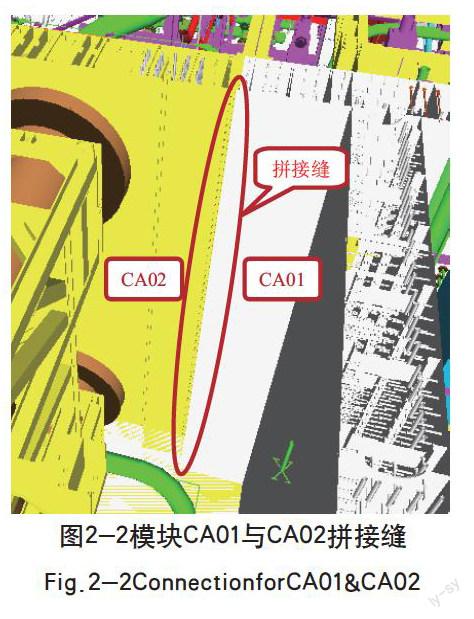
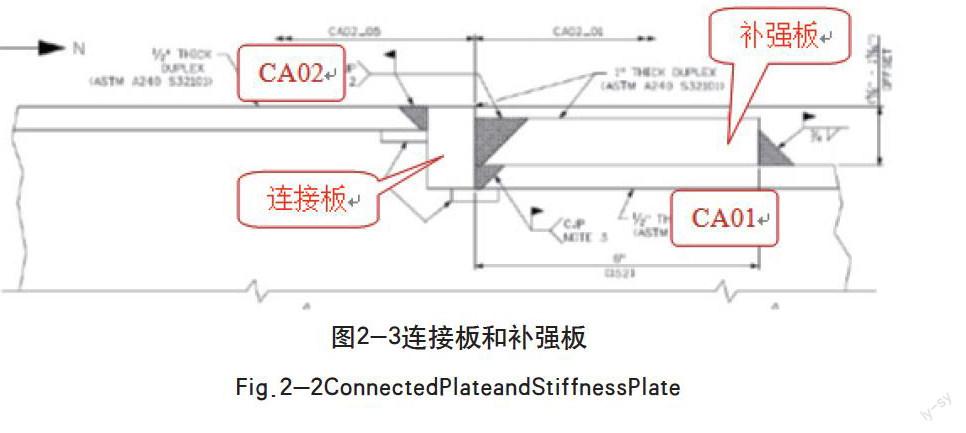
2.2 NCR引起的现场变更。NCR:Non-ConformanceRequest,不符合项申请不符合项,即工程实施结果与设计不符,有可控与不可控之分。可控不符合项,指的是能够追究到责任方的不符合项,比如设计失误,现场施工偏差超差等;不可控不符合项,指的是不受人为因素控制,比如受气候影响,温度变化,台风,暴雨等自然因素造成的模块变形等。在模块制造和安装过程中,两种不符合项并存。AP1000大型结构模块,由大面积钢板与槽钢/角钢制成的龙骨焊接拼装而成,板内侧焊接剪力钉与后浇混凝土紧密结合。结构模块在现场拼装完成后吊入核岛。在拼装,吊装过程中受多重因素影响,如温差、风力,还有材料本身由于长度过长/面积过大产生的变形,很难保证施工效果完全符合设计要求。如图2-2所示,CA01和CA02模块在现场拼装完成后分别吊入安全壳厂房底板,二者在IRWST(内置换料水箱)池壁处有一条拼接缝。由于CA01和CA02体积庞大,高9m。在吊装就位后出现NCR,二者拼接缝处产生错边,错边量最大处达34mm。经WEC分析,此NCR不会对结构整体产生很大影响,建议现场采用焊接连接板的方法,如图2-3所示,对二模块拼接处进行连接并补强,以抵消错边板间的剪切力。实践证明,每个NCR的产生往往包含可控的和不可控的双重因素。如上案例,CA01和CA02间产生错边,有可能是因为模块拼装过程中产生的累积偏差,也有可能是受温度变化,风力,材料本身变形等因素影响。类似的例子还很多,后续机组在拼/吊装过程中也采取了一些有针对性的改进措施,如加装临时支撑或临时补强措施等,虽有所改善但仍不能杜绝NCR的产生。由此得到启示,在模块设计过程中,需不断吸取现场经验及其它厂址或堆型的施工经验,尽可能多的考虑影响模块吊装/安装的因素。利用现有的工程计算软件,模拟环境尽可能贴近实际,为现场模块吊装/安装增设临时支撑/补强措施提供理论依据。当NCR产生时,评估NCR对模块产生的影响,当影响在可接受范围内时采取针对NCR的补救措施,避免返工,将NCR导致的后续工作成本降至最低。
2.3 设计改进或设计变更引起的现场变更。受项目进度影响,AP1000模块化设计中,往往会出现模块计算书出版滞后于模块施工图。根据模块力学计算反馈,时常出现模块的特定部位需要补强的情况。此外,由于大型设备设计载荷与(到货)成品设备间差异较大,需要增加设备支撑或在原来设备支撑上增加补强件。补强件地增加就会导致在结构模块上增加预埋板。安装在结构模块上的预埋板需要在模块钢模板上开洞以便于预埋板所带插筋伸入。部分模块墙上的开洞过多过密,如CA01,CA20等,导致模块整体强度弱化。在模块施工后期,WEC专门发布了现场变更,要求所有安装于结构模块上钢模板处的预埋板与钢模板间实施角焊缝环焊。机械模块补强如图2-4所示,安装于辅助厂房(AuxiliaryBuilding)底层的流出液暂存箱间(EffluentHoldupTankRoom)的R104模块(管道模块)跨距17.660m,宽1.5m,且单边挂墙。WEC在对该模块计算复核时发现,R104中间部位远离墙侧变形严重,需要采取支撑补强措施。计划在房间的中间隔墙处,即二箱体的间隔位置处设置支撑点。由于房间内设备/模块早已就位,且空间狭小、结构复杂,后续的施工难度较大。由此得到启示:项目管理中应在项目节点设置时充分考虑各方工作时间余量,如模块化实践就应在模块设计完全固化后实施制造和安装。在模块设计过程中应充分考虑模块后期改进的可能性和可实施性。WEC的经验教训值得借鉴,以完善国产化后的模块设计和施工,避免类似问题的发生。
2.4 WEC设计文件不符合相关标准规范导致的现场变更。WEC公司内部文件审查,NRC或中国国家核安全局在审查DCD文件时,发现AP1000设计不符合国内/外行业规范的情况。如图2-6所示,NFPA101(LifeSafetyCode)7.2.2.4节规定,楼梯顶部扶手(Handrails)的端部应超出末级台阶边缘至少12in(305mm),楼梯底部扶手端部应超出末级台阶边缘1个台阶深度的距离。同时,要求护栏扶手等在整个行程中保持连续无间断、突起等,避免现场人员抓空、牵绊等伤害。但是,在WEC进行内部审查时发现部分CH,CS模块不符合NFPA101的规定,且端部型式多种多样。如图7所示:此外,大多数CS,CH模块内,扶手栏杆间的间距均小于NFPA规定的值,即人员通道宽度不足。WEC给出的解释是,AP1000核岛厂房结构紧凑,核岛内人员流动量较小,现有通道宽度可以满足火灾逃生要求。由此得到启示,在AP1000模块化设计过程中,需严格按照相关标准规范执行。对于功能相同,结构类似的结构,尽量采用标准化设计,降低工程成本。当模块设计无法满足相关标准规范要求时,需给出充分的理由予以解释。此外,在引进国外技术或国内技术出口时,往往会遇到外来标准与本土标准偏离的情况,这就需要设计人员充分考虑当地的法规标准要求,使产品在国际市场更具竞争力。
2.5 模块到货时间与现场安装顺序冲突引起的现场变更。机械模块内的设备制造、采购周期往往滞后于模块钢结构的制造周期,迫于工程进度影响,有些模块的钢结构框架会先于设备出厂,待设备到货后在现场安装。对于体积较小的设备可以采用这样的方法,但对于大型设备而言,现场安装的难度较大。如Q240模块,位于11厂房底板,内有5个大型电动闸阀(DN250),该模块只能从正上方吊装就位。但由于模块内闸阀设备到货较晚,该模块迟迟未能按期吊装。受其影响,其正上方结构模块CA36楼板模块也未吊装。待设备到货后,Q240模块吊装时发现,CA36相邻模块CA35模块的一角阻碍了Q240的吊装路径。如图8所示: 发现此问题时,CA35模块上的吊装用吊耳已切除,不可能通过重置CA35的方法解决。WEC最终采用将CA35与Q240模块碰撞冲突部分先切割后复焊的方法,使得Q240得以顺利吊装就位。设备到货滞后于模块出厂是在AP1000模块化施工过程中常见的问题,施工期间經常出现机械模块只见钢结构框架不见设备管道的情景,在一定程度上弱化了模块化的优势。比如,某些模块内物项的密封性试验或NDE试验本可以在车间进行却要拿到现场来做,受到现场施工条件及操作空间的制约。工程管理方的采购管控有待改善。同时,也给设计方以启示:在模块设计初期应积极调研,充分收集设备的制造和采购周期等方面的信息,与工程管理方积极沟通协调,为其制定合理的采购施工计划提供技术支持。当此类问题不可避免时,就应做好思想准备与技术储备,保证工程顺利实施。
3、结论与展望
WEC在三代先进压水堆AP1000设计中引入先进的模块化技术,旨在提高核电厂建造的平行施工能力和工作效率,缩短建造周期,压缩建造成本,与核电市场化相契合。尽管模块化技术在实际应用中问题层出,比如材料变更、现场不符合项等方面的问题,也有WEC设计缺陷及采购方面的问题。因此,在后续三代核电国产化过程中,需积极吸取WEC在三门、海阳核电项目中的经验和教训,不断改进和完善模块化技术在核电中的应用,使模块化技术的优势更好发挥,展现其真正的价值。
