阻隔网制造工艺的改进
2016-05-30房志彬
摘 要:某型产品的进气口阻隔网经常发生断丝故障,存在安全隐患,本文对断丝故障进行了分析,找到了故障原因,并对制造工艺进行优化,由电阻焊改为扩散钎焊,降低了故障的发生概率并延缓了故障发生时间。
关键词:断丝;电阻缝焊;扩散钎焊
某型产品在工作时需要有大量气体流入,为防止异物随高速气流进入产品内部,给产品内部设备造成破坏,在产品进气口处,加装有防护装置。在产品修理时,发现有损坏的情况,有一定的制造隐患,我们改进了工艺方法,达到了良好效果。
1 故障现象描述
某型产品在例行的检查时,发现产品内部有不同程度的损伤,查找损伤原因,为进气口的阻隔网断丝,失去阻隔异物的作用,使得少量异物进入产品内部,破坏了产品内部结构。通过普查发现,其他批次的产品也有类似的断丝故障,通过对多件产品进行X射线和破坏检测,发现该产品断丝故障有如下特点:一时断丝部位均在焊缝压痕边缘处,二是网丝有明显的压溃或烧融痕迹。
2 故障原因分析及危害
阻隔网的用途是在产品工作时,在尽量不影响气体进入的情况下,有效阻止异物进入,所以其结构宜为网状,制造单位为了保证其牢固固定于产品上,采用在网的上下各焊接0.3mm的不锈钢板,然后用铆接方式固定于产品进气口处的工艺方法。
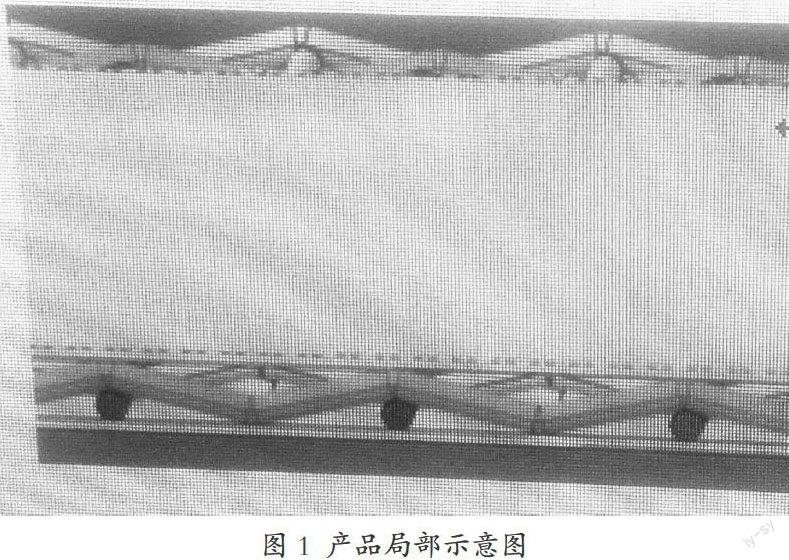
为保证上下板材与丝网的牢固连接,采用了电阻缝焊的方法。优点是可在不增加零件重量的情况下,使各部分连接在一起,零件焊缝窄、变形小。但与此同时,由于缝焊是依靠压力进行焊接的方法,焊接处应有足够的刚度,以防止产品变形,而阻隔网结构比较特殊,其在两层板中间是直径0.8mm的不锈钢网,与板之间为点状或线状接触(如图所示),在焊接时,受自身电阻热温度升高以及设备加压的双重作用下,网丝极易压溃,造成焊接处的网丝强度降低,严重的情况下,会使网丝烧融断丝。
如果产品制造时产生烧融断丝的故障可通过后续的X射线检测及时发现问题,避免产品带缺陷出厂,但如果有压溃故障,则X射线不易发现,在外力使用下或使用一段时间才会发生断丝。如果断丝后易造成外来物进入产品内部,造成高速运转的叶片断裂,会造成整个产品失效,产生较大的损失,所以,有必要对其进行了质量改进,以防止问题发生。
3 工艺方法选择
因产品需要有大量的气体进入,如采用其他结构形式生产,会影响气体流量,所以不宜改变阻隔网的“网”状结构,只有采用改变阻隔网的制造工艺方法,以替换电阻缝焊制造工艺,经研究,钎焊成为工艺改进的首选方向。
钎焊是采用熔点比线材低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点,但低于线材熔点的温度,利用毛细作用使液态钎料润湿线材,填充接头间隙并与母材相互扩散,连接焊件的方法。相对于阻隔网的缝焊,钎焊最主要的优点是母材不熔化,这避免了不锈钢丝缝焊时的压溃,但由于钎焊需要额外填加钎料,会增加零件的重量,这就要求选用一种钎料使用较少,变形小的钎料方法。扩散钎焊作为一种在大压力下进行钎焊的工艺方法,变形小、钎料填加少,正好可以满足产品使用要求。
扩散钎焊即过渡液相扩散焊,简称TLP,是在被焊接面之间放置一种主要成分接近基体但又有一定降熔元素的中间层合金,在真空中加热到焊接温度时,中间层合金熔化形成液态薄膜,在保温过程中,中间层合金与基体金属之间的元素相互扩散,使中间层合金成分改变,熔点提高,同时接头的组织和成分与基体均匀化,实现高性能连接。扩散钎焊优点是即实现了固态扩散焊的组织性能改善,又不像其他钎焊那样与基体金属存在较大的差异。
4 扩散钎焊的主要参数
结合扩散钎焊的特点和阻隔网的特殊性,我们主要控制了如下参数:
4.1压力
扩散钎焊的压力参数仅以焊接面良好接触为目的,不需要扩散焊那样大的压力,但由于阻隔网的焊接面接触不好,需要压力来克服各零件间的间隙,所以需要较大的压力值。
4.2 中间层合金
中间层合金的选择是扩散钎焊的关键,中间层合金的熔化温度应保证在连接温度下不损害基体的性能,其成分和厚度应保证焊缝在焊接温度下能达到等温凝固,并经足够时间的保温使其化学成分和组织都达到与基体均匀化,不产生有害第二相。阻隔网的材料为1Cr18Ni9Ti。以研究比较,我厂选择的中间层合金为B-Ni82CrSiB(與美国材料BNi-2相近),其固液相线温度为970℃~1000℃,钎料中含有较高的硼元素,硼的降温作用明显,扩散速度极快,利于中间层合金与基体均质化,避免接头形成第二相。
4.3 加温温度和保温时间
加温温度和保温时间取决于中间层合金的熔化温度和基体允许的加热温度。经试验,在1150℃钎焊温度下,用B-Ni82CrSiB钎料焊接,保温约1h,钎缝没有出现有害的CrB化合物相,钎缝中的化合物相都通过焊后扩散处理消除。我厂采用扩散钎焊的方法制造了一批产品,经X射线检测,达到使用要求。
参考文献:
[1] 张学军.航空钎焊技术.航空工业出版社,2008.
[2] 马光,李银娥,刘啸锋,贾志华.BNi-2钎焊1Cr18Ni9Ti工艺的研究.稀有金属快报,西北有色金属研究院,2008年27卷第5期.
作者简介:
房志彬,本科,工程师,长期从事焊接专业技术管理。