柔性两种车型白车身顶盖的孤岛式焊装区研究及TRIZ的应用
2016-05-30唐稳生周小川
唐稳生 周小川


(上汽通用五菱汽车股份有限公司 青岛分公司,山东 青岛 266555)
【摘 要】传统孤岛式白车身顶盖焊装区柔性生产能力差,占地面积较大。上汽通用五菱汽车股份有限公司N300、N310车型顶盖焊装区相邻布置,无法柔性生产,随着公司产量的不断提升,对生产节拍、效率、物料缓存空间的要求也越来越高,此处已经形成瓶颈,严重制约了整个生产线的产能升级。文章经过研究分析,并通过TRIZ理论的应用,设计了一种新型工装夹具布置方式,实现了焊装拼台的柔性化功能,对其他类似结构的设计具有一定的参考价值。
【关键词】白车身顶盖;柔性生产;焊装拼台;TRIZ
【中图分类号】U463.82 【文献标识码】A 【文章编号】1674-0688(2016)04-0071-04
1 背景
上汽通用五菱的N310车型是N300车型的升级版本,但白车身改动较大,2种顶盖的翻边和型面差异性大。N300生产线进行N310兼容升级改造时,经过分析,无法通过直接改造N300顶盖工装夹具的方式来柔性N310顶盖,最终采用2个独立的焊装区分别生产N300、N310 2种车型顶盖。
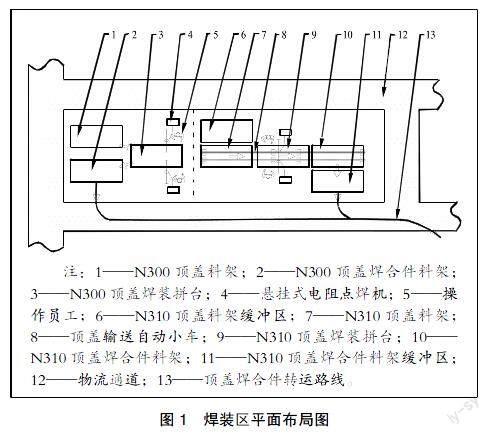
N300、N310白车身顶盖焊装区平面布局图如图1所示。顶盖焊装区采用孤岛式布局,顶盖焊合件通过人工转运至白车身总拼生产线。点状填充区域为物流通道,由于各生产线所需物料都需要通过此处,因此顶盖焊装区不能占用物流通道。焊装区中间竖直虚线左侧为N300车型顶盖焊装区,右侧为N310车型顶盖焊装区,虚线仅为示意,无实物阻隔。顶盖焊合件转运路线的空心箭头表示转运方向。
(1)N300车型顶盖焊装区:由1套N300顶盖料架、1套N300顶盖焊合件料架、1套N300顶盖焊装拼台、2套悬挂式电阻点焊机组成。
(2)N310车型顶盖焊装区:由1个N310顶盖料架缓冲区、1套N310顶盖料架、1套顶盖输送自动小车、1套N310顶盖焊装拼台、1套N310顶盖焊合件料架、1个N310顶盖焊合件料架缓冲区、2套悬挂式电阻点焊机组成。
N300、N310顶盖焊装区共2名操作员工,根据车型切换要求,步行至相应顶盖焊装区,启动悬挂式电阻点焊机并进行试焊,如果切换至N310顶盖焊装区,还需启动顶盖输送自动小车。整个车型切换过程时间长,且悬挂式电阻点焊机、顶盖输送自动小车启动过程中可能出现故障,影响生产效率。焊装N300顶盖时,操作人员需将顶盖物料从N300顶盖料架上抬至N300顶盖焊装拼台,完成焊接工作后,将顶盖焊合件抬至N300顶盖焊合件料架,劳动强度较大。因为空间受限,所以N300顶盖焊装区无法布置物料緩冲区和焊合件料架缓冲区。
由于市场需求旺盛,产量不断提升,此处成为生产瓶颈,迫切需要设计1套焊装拼台,替代N310顶盖焊装拼台,以实现N300、N310 2种车型顶盖的柔性生产,共用顶盖输送自动小车和悬挂式电阻点焊机,原N300顶盖焊装区作为物料缓冲区。
2 分析与设计
2.1 焊装拼台结构设计及矛盾分析
由于2种顶盖的翻边和型面在X、Y、Z 3个方向都是不同的,且差异较大,所以必须使用2套定位工装夹具和辅助支撑。
通常采用以下3種方式来实现:{1}上下翻转切换;{2}2套独立焊装拼台自动切换;{3}工装夹具合并在同一拼台。
(1)上下翻转切换:焊装拼台底座有上、下2个安装面,分别安装N300顶盖工装夹具和N310顶盖工装夹具,整个焊装拼台由摆动气缸或摆动液压缸驱动,可翻转180°。
存在的问题:{1}焊装拼台翻转半径大,旋转轴离地面较高,需要相应更改顶盖输送自动小车,改造工作量大;{2}焊接操作高度提高,为满足人机工程,需增加踏台,但因为焊装拼台翻转半径大,踏台需远离拼台,所以操作员工难以靠近焊装拼台进行焊装作业;{3}人员操作范围与焊装拼台翻转范围存在重叠的情况,有较大的安全隐患。
(2)2套独立焊装拼台自动切换:制造2套独立的焊装拼台,分别用来焊装N300、N310顶盖,1套放置于工位,1套放置于存储区,切换车型时切换整体焊装拼台,对空间、切换设备的要求较高,现场空间无法满足此形式。
(3)工装夹具合并在同一拼台:N300、N310 2种车型顶盖的工装夹具较为密集,且N300顶盖后部必须为整体滑动工装夹具,合并后,无论采取何种方式,工装夹具都完全占用焊接设备操作空间,使悬挂式电阻点焊机的焊钳无法进行焊接作业。
通过以上分析发现,设计过程中产生了技术矛盾。设计目标是焊装拼台能柔性制造2种顶盖,柔性2种顶盖就需要把2种车型顶盖的工装夹具合并到一个焊装拼台上,这就导致以下几个问题:{1}工装夹具布置密集,操作空间受限;{2}焊装拼台、切换装置体积庞大,占地面积大;{3}焊装拼台结构复杂,影响人机工程,存在安全风险。
为了解决矛盾和打破设计中的惯性思维,需要使用一种创新的设计方法——TIRZ。
2.2 TRIZ理论的介绍
发明问题解决理论(theory of inventive problem solving,TRIZ)是一种目前应用较为广泛的创新理论。理论创立者G.S.Altshuler及其研究者通过对全世界不同时期、不同领域的250万份发明专利进行分析研究发现,不同时期、不同领域的发明中所用到的原理、方法并不多,同样的原理、方法被反复使用,且都是经过大量的试验试错才最终确定,花费了大量时间、人力、物力和财力[2]。TRIZ理论总结出39个通用技术参数来描述技术矛盾,并总结了40个发明原理[1]来解决这些技术矛盾。
TRIZ理论在结构设计中应用的一般流程如下:首先分析问题,找出技术矛盾,确定要改善的技术参数和恶化的技术参数,然后根据矛盾矩阵[1]确定发明原理和设计方向,最后找出技术问题的具体解决方法。
2.3 TRIZ的应用及柔性顶盖焊装区的可行方案
通过上文的分析,在顶盖焊装拼台结构设计中,涉及的参数包含可制造性、可操作性、可维修性、适应性及多用性、装置的复杂性,改善任一参数都可能造成其他参数的恶化,因此要综合分析几个参数。
矛盾矩阵[1]和40个发明原理表[1]的使用方法如下:例如,改善焊装拼台的适应性及多用性参数,则焊装拼台的结构会变得更复杂,即装置的复杂性参数会恶化,通过表1,第35行适应性及多用性与36列装置的复杂性交叉处,得到编号15、29、37、28;通过表2,得到上述编号所对应的发明原理,分别为动态化、气动和液压结构、热膨胀、替代机械系统,这就是解决问题的几个方向。
通过矛盾矩阵和涉及的技术参数,可以得到顶盖焊装拼台结构设计的几个方向:分割、抽取、非对称、合并、嵌套、反过来做、动态化、转变到新维度、替代机械系统、气动或液压结构、改变特性。顶盖工装夹具结构设计中主要用到合并、反过来做、动态化、转变到新维度4个设计原理。{1}合并原理:合并空间上同类的物体,或预定要相邻操作的物体。{2}反过来做原理:不直接实施问题指出的动作,而是实施一个相反的动作;使物体或外部环境移动的部分静止,或者使静止的部分移动;把物体上下颠倒。{3}动态化原理:改变物体或外部环境的特性,以便在操作的每个阶段都能提供最佳性能;如果物体不能移动,想办法让它移动,让物体各部分都可以相互移动;把物体分成几个部分,它们能够改变彼此的相对位置。{4}转变到新维度原理:把物体的动作、布局从一维变成二维,二维变成三维,以此类推;利用物体不同等级的组合;将物体倾斜或侧放;使用给定表面的另一面[1]。
N300、N310顶盖工装夹具主要都集中在后部,将工装夹具合并在同一拼台时,可以采用2种顶盖在焊装拼台上反向布置的方式,并适当调整部分辅助支撑、夹具的位置,此时工装夹具分布均匀适中,焊钳操作空间充足,解决了2种顶盖工装夹具在水平方向(X、Y向)的干涉。2种顶盖反向布置是这次结构设计中最关键的一点,解决了顶盖工装夹具中最多的干涉点,是整个焊装拼台实现柔性化的基础。工装夹具柔性设计的惯性思维,是在原工裝夹具的基础上增加新车型的定位、支撑装置,当工装夹具分布密集时,往往出现无法消除干涉点的问题,而TRIZ理论提供的反过来做原理,提供了一个很好的解决问题的方向。
N310顶盖内部有2根加强筋,使用4套定位夹具,位于焊装拼台中部,剩余工装夹具都分布在焊装拼台边缘,N300顶盖工裝夹具都分布在焊装拼台边缘,后部整体滑动工装可采用避让方式,放置于顶盖下方,因此N300顶盖定位面应高于N310。将N300焊装操作面提升200 mm后,解决了2种顶盖工装夹具在竖直方向(Z向)的干涉。
由于N310焊装操作面低于N300,为避免N310顶盖与N300顶盖工装夹具干涉,需将N300顶盖工装夹具设计成运动切换方式。独立工装夹具安装在气缸驱动的摆动机构上,摆动角度为30°,整体滑动工装夹具通过更换长行程气缸,行程增加30 mm,即可避开N310顶盖翻边。
经过研究分析,可实现的顶盖焊装拼台结构如下:工装夹具合并在同一拼台,2种车型顶盖在拼台上反向布置,N300车型顶盖定位面高出N310车型顶盖定位面200 mm,N300车型顶盖工装夹具为摆动、滑动切换方式(如图2所示)。
改造后的顶盖焊装拼台可直接替换原N310顶盖焊装拼台,然后对顶盖输送自动小车的吸盘位置进行调整,并增加2个吸盘,使顶盖输送自动小车可柔性N300顶盖,拆除原N300顶盖焊装区的悬挂式电阻点焊机,其焊钳挂在N310焊装区悬挂式电阻点焊机上。N310上、下线方向及位置不变,N300与其相反。优化后的顶盖焊装区平面布局图如图3所示,原N300顶盖焊装区作为物料缓冲区,原N310顶盖焊装区柔性生产N300、N310 2种车型顶盖,共用顶盖输送自动小车和悬挂式电阻点焊机。N300、N310 2种车型顶盖上、下线方向相反,黑色实心箭头表示N300车型顶盖上、下线方向,空心箭头表示N310车型顶盖上、下线方向。
3 结语
微型汽车、微型电动汽车白车身在生产过程中,经常用到孤岛式焊装分拼台,随着车型的增加,对生产线的柔性程度、占用空间提出了越来越高的要求,本文提供了一个可行的实施方向,使相关汽车企业以较低的成本、简单的结构实现孤岛式焊装分拼台的柔性生产。
TRIZ理论作为一种优秀的创新设计理论,可以在设计中打破惯性思维、提供设计方向、缩短研发周期和各项投入,应进行深入地应用和广泛地推广。
参 考 文 献
[1]谭培波,茹海燕,Wenling Babbitt.创新算法——TRIZ、系统创新和技术创造力[M].武汉:华中科技大学出版社,2008:219-225.
[2]赵新军.技术创新理论(TRIZ)及应用[M].北京:化学工业出版社,2004:12-14.
[3]徐帅帅.介绍一种车身焊装线简易定位顶盖的工装[J].企业科技与发展,2015(13):47-50.
[4]唐稳生,周小川,高学成.一种适用多种车型顶盖的焊装拼台[P].中国专利:ZL201520558301.6,2015-02-05.
[责任编辑:陈泽琦]
【作者简介】唐稳生,男,广西桂林人,研究生,上汽通用五菱汽车股份有限公司青岛分公司总经理兼党委书记;周小川,男,山东济宁人,本科,上汽通用五菱汽车股份有限公司青岛分公司电控主任工程师。
