东方汽轮机2× 660MW机组高压缸胀差安装及分析
2016-05-30薛宏涛
薛宏涛

摘 要:本文根据东方汽轮机2×660MW汽轮机TSI系统的调试,参考机组实际运行过程中,高压缸胀差参数的监视以及变化趋势,判断汽轮机转子和高压缸膨胀情况,以及对出现的负胀差的分析,为运行人员提供准确可靠的汽轮机监视参数,判断机组运行状态,确保机组长期安全运行的可靠性。
关键词:电涡流;探头;胀差;负胀差;热力计算书
1 简介
印度Krishnapatnam(科瑞希纳)2×660MW燃煤超超临界机组,其中汽轮机为东方汽轮机厂生产的半超超界参数、中间一次再热、三缸四排汽凝汽式N660-24.2/565/600型汽轮机,其中主蒸汽温度565℃,再热蒸汽温度为600℃,该机型为东方汽轮机厂生产的最新型的机组,分别为世界第一、第二台。因此在机组调试过程当中,汽轮机的各个参数,特别是TSI监视的参数,为运行人员以及调试人员提供准确可靠的信息,关系到机组的安全运行。汽轮机监视系统(TSI)采用 MMS6000 监控系统,安全监视装置由转速监视器、偏心监视器、轴位移监 视器、胀差监视器、盖振监视器、轴振监视器和热膨胀监视器组成。
其中,汽轮机转子与汽缸的相对膨胀的差值,称为胀差。习惯上规定转子膨胀大于汽缸膨胀时的胀差值为正胀差,汽缸膨胀大于转子膨胀时的胀差值为负胀差。胀差数值是很重要的运行参数,为运行和调试人员提供机组状态信息,若胀差超限,则热工保护动作使汽轮机机跳闸、停机。
2 系统调试
2.1 带电以及通道检查
外部电源由主副两路输入,任一路工作,其余一路作备用,任何一路或两路电源故障均有报警指示输出。外部电源经处理后进入两块 24VDC 电源模块,其中任何一块电源故障均有报警输出。根据厂家(设计院)提供的图纸资料,对系统的柜内电源模块接线进行逐一检查核对,柜内接线检查完成后,检查从汽轮机就地测点位置到柜内通道的接线以及完成系统输出到DCS系统进行显示的测点,在所有的检查完成后,系统带电,可以进行下一步具体调试和实验。
2.2 胀差探头的安装调试
(1)传感器安装定位
在汽轮机转子推轴定位以后,根据测量范围,东方汽轮机量程为-8.5mm至12.5mm,把传感器调整到适当的位置,确保传感器探头断面和被测量面保持平行。
(2)传感器调试
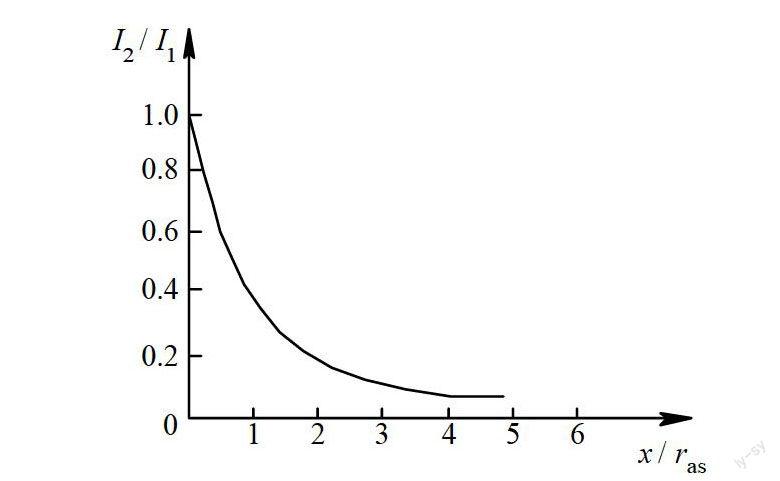
理论分析和实验都已证明,电涡流强度与距离的关系为,当x改变时,电涡流密度也发生变化,即电涡流强度随距离x的变化而变化。根据线圈—导体系统的电磁作用,可以得到金属导体表面的电涡流强度为:
式中: I1——线圈激励电流;I2——金属导体中等效电流;
x——线圈到金属导体表面距离;ras——线圈外径。
根据上式作出的归一化曲线如图所示:
以上分析表明:电涡流强度与距离x呈非线性关系,且随着x/ras的增加而迅速减小。当利用电涡流式传感器测量位移时,只有在x/ras<<1(一般取0.05~0.15)的条件下才能得到较好的线性和较高的灵敏度。
鉴于上面的理论分析,由于探头线圈的尺寸是固定不变的,所以,探头安到测量面的距离越远,探头的测量线性度就会越差,并且测量的响应电流就会越小,所以安装距离不能太大。而且还存在这种固有的非线性的响应关系,所以胀差探头在安装完成后,需要在就地实际走线性,检查探头和测量面的垂直度,以及探头本身的线性度。做好记录,具体详细数据,见下表1:
线性度走完成后,固定零位,该机组的零位固定值为,电压:-10.24V 示数:0mm.
3 问题以及处理方法
该机组2014年11月21日2点56分首次冲机,冲机方式是中压缸启动。盘车状态下,高压缸胀差值为0.33mm;转速为200rpm时,高压缸胀差值为0.429mm;转速为500rpm时,高压缸胀差为1.35mm;转速为1500rpm时,高压缸胀差为1.83mm;进行4个小时的暖机,高压缸胀差为3.18mm;首次定速3000rpm,高压缸胀差2.38mm。然后交给电气做实验。
11月22日5点51分,机组首次并网完成,整个过程中,高压缸胀差一直为正的,说明转子膨胀比高压缸体膨胀要快,因为采用中压缸启动,这时候高压缸不进汽,所以高压缸不做功。当机组完成切缸后,高压缸胀差为2.03mm;机组负荷升到70MW,高压缸胀差为2.17mm;机组负荷升到92MW,此时高压缸胀差为2.42mm。首次燃油并网,并网完成后,机组停机消缺。
2015年2月3机组重新启动,冲机、并网、升负荷;过程中,高压缸胀差和之前第一次启动没有区别。机组切缸完成,升负荷过程中,高压缸胀差的变化见下表2:
由表中运行参数不难得出,该汽轮机在完成切缸、升负荷过程中,高压缸的膨胀一直要比汽轮机转子的膨胀要快,也就是出现了负胀差;而且在机组达到满负荷后,胀差一直稳定在-4.75mm左右。
为了解决这样的问题,首先,热工专业确认探头安装的方向没有问题,确认TSI卡件内部设置没有问题;汽机专业确认在整个冲机、升负荷的过程中的进汽压力、温度、流量;轴封供汽,汽缸保温层的保温效果;真空变化影响;润滑油温度,在整个过程中,对以上会引起胀差变化的原因都进行了实际实验和分析,都没有任何问题。
最后再咨询汽轮机厂家,重新确认汽轮机的热力计算书;因为是东方汽轮机厂生产的第一台这种半超超临界(主蒸汽温度565℃,再热蒸汽温度为600℃)汽轮机,所以汽轮机的参数会和之前型号的机组有不同之处。最后,经过汽轮机厂核算热力计算书,该型号的机组在正常运行过程中,高压缸的膨胀比转子的膨胀要大。鉴于这样的结论,重新修改高压缸胀差大停机值和报警值,并且对测量的线性度量程进行了修改,修改后具体值详见表1;报警值改为10.3mm和-6.3mm,跳机值修改为11.6mm和-8.5mm。
4 总结
印度科瑞希纳2×660MW机组TSI系统可以准确可靠地监视汽轮机参数,特别是高压缸胀差参数,在整个试运过程当中,调试人员和安裝人员以及东方汽轮机厂家,对该问题做了深入的分析和提出了最优的解决方案,在机组运行中,TSI系统以及胀差信号,安全可靠地监视汽轮机参数,为机组完成COD进入商业运行打下了坚实的基础。
参考文献
[1]徐广喜.东方200MW汽轮机汽缸胀差超限控制方法[J].河南电力,1997,(3):49-51.
[2]丁亮,翟辉.200MW汽轮机组运行时高压缸胀差增大原因的分析[J].河南电力,2005,(2):33-34.
