某飞行器用紧固件拧紧力矩与预紧力关系研究
2016-05-30张晓斌于建政贾晓娇单垄垄唐霄汉申庆援
张晓斌,于建政,贾晓娇,单垄垄,唐霄汉,申庆援
(1.航天精工股份有限公司,天津 300300)2.北京宇航系统工程研究所,北京 100076)
航空航天飞行器部段之间通常是由紧固件连接完成的,结构连接的可靠性取决于螺栓、螺母的安装质量[1]。拧紧力矩是保证安装质量的重要手段,在缺乏安装拧紧力矩指导的条件下,工人在进行螺栓螺母类紧固件安装时,容易出现螺栓转动与拧断螺栓的现象,在装配现场,转动和拧断的螺栓可以更换,但没有拧断却又处于极限状态时,会给飞行器部段连接带来极大的隐患。预紧力是安装质量的表现形式,在进行飞行器部件连接设计时,必须掌握拧紧力矩与预紧力的匹配关系[2]。
由于螺栓的工况条件复杂,拧紧力矩标准制定的难度较大,国内外专门规定螺栓拧紧力矩的标准不多。随着型号质量工作的加强,航空航天飞行器型号设计单位对力矩控制技术越来越重视,呼吁开展拧紧力矩技术的研究。航天精工股份有限公司是国内生产高端紧固件的龙头企业,主要服务于我国的航空航天领域,有着雄厚的紧固件研发、制造和检测能力[3],公司下属研究院积极响应号召,开展某飞行器部段连接用紧固件拧紧力矩与预紧力关系研究。
本文分析了某飞行器部段连接紧固件拧紧力矩与预紧力的测试原理,以M8、M10规格钛合金紧固件为研究对象,着重研究了钛合金紧固件在飞行器部段实际安装环境下的拧紧力矩与预紧力的对应关系,以及安装次数与扭拉系数的变化规律。试验采用扭拉试验机完成螺栓、螺母拧紧力矩与预紧力的性能检测,对最终使用的安装力矩技术参数进行了表征。
1 试验过程
1.1 测试原理
此次试验的测试原理如图1所示,通过轴力传感器测定拧紧力矩与预紧力(夹紧力)之间的对应关系,要求在有效力矩试验过程中,试验装置不应产生变形。为了更好的模拟现场装配环境,在此次拧紧力矩和预紧力关系的试验中,采用在试验装置上加实用垫片(即用实际装配的基体材料加工成垫片),完全模拟出现场实际的装配环境,以达到最佳的测试状态。

图1 试验方案原理图(被测试验件安装示意图)Fig.1 Theory of the text method
1.2 试样制备
本次试验安排采用的螺栓、螺母材料分别为钛合金TC4(喷涂铝+十六醇),TC4(脉冲阳极化)。涉及润滑状态有涂覆航空润滑脂润滑和不润滑,研究的被连接的基体材料为LC9。螺栓螺母规格为M8、M10两种,每组规格试样螺栓与螺母各8件。
1.3 性能检测与表征
本次试验采用了型号为QBN100-L100的微机控制扭转拉力试验机,如图2所示,具备拉力传感器和扭力传感器,通过双通道应变仪,利用计算机进行拧紧力矩与预紧力全过程记录。开展M8、M10规格钛合金紧固件的拧紧力矩与预紧力的对应关系测试,着重研究了模拟安装环境下安装次数对拧紧力矩、预紧力、扭拉系数的影响规律。
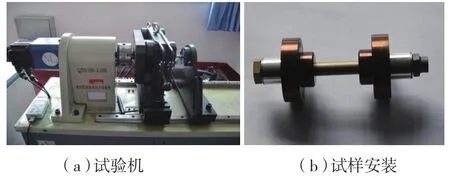
图2 微机控制扭转拉力试验机Fig.2 Text machine of the experimentation
1.4 试验方法
按照试验原理,试验需预先设置螺栓要达到的轴力目标值,该目标值为螺栓理论破坏拉力的50%~80%,通过专用的试验设备测试出螺栓达到预设目标值时,对应旋合拧入螺母的拧紧力矩。由于该测试过程是连续的,因此可通过最终测试得到的关系曲线,从中拾取如10%Fmax、20%Fmax、30%Fmax……所对应的实际拧紧力矩数据。最终通过数据分析,得出螺栓螺母旋合安装过程中,对螺母施加的拧紧力矩与螺栓产生的轴力之间的关系。
2 结果及分析
2.1 第1次拧入时拧紧力矩与预紧力关系曲线
M8、M10规格螺栓的8个子试样在第一次拧入过程中,形成的拧紧力矩与预紧力关系曲线如图3所示。试验过程中,以螺栓理论破坏抗拉载荷的百分点(20%Fmax、30%Fmax、40%Fmax、50%Fmax、65%Fmax、75%Fmax、80%Fmax)作为试验数据采集基点,图中以“X”轴(轴向预紧力)表示,通过试验测得的拧紧力矩,图中以“Y”轴表示。由图a、图b可知,当“X”轴的预紧力记录点在 10%Fmax~50%Fmax时,M8、M10规格的 8个子试样得到的试验曲线密集,呈良好的线性关系,表明试验数据稳定一致性好;当“X”轴的预紧力记录点在50%Fmax以上时,M8、M10规格的8个子试样试验曲线相对离散,轴向预紧力越大,不同子样对应的拧紧力矩数据波动范围越大。
2.2 拧入次数对拧入力矩与预紧力的影响
图 4 为 M8规格(图 4(a))、M10规格(图 4(b))螺栓螺母8个旋合子试样的第1次到第5次拧入测得的拧紧力矩与预紧力关系曲线(本次试验对螺纹副的循环拧入暂定进行了5次),试验过程中,以螺栓理论破坏抗拉载荷的百分点(20%Fmax、30%Fmax、40%Fmax、50%Fmax、65%Fmax、75%Fmax、80%Fmax)作为试验数据采集基点,图中以“X”轴(轴向预紧力)表示,通过试验测得的拧紧力矩,图中以“Y”轴表示。

图3 第一次拧入时拧紧力矩与预紧力曲线Fig.3 Relationship between install moment and bolt stress of the first install
从曲线图示关系可以看出,螺栓螺母在反复旋合5次试验过程中,随着拧入次数的增加,达到同样轴向力时所需的拧紧力矩增加,同时线性关系出现一定程度的波动。螺栓在试验过程中,螺纹表面状态发生改变,提高了螺纹副之间的摩擦系数,从而增加螺纹副的摩擦力矩,研究表明,在安装力矩中,螺纹副的摩擦力矩占其40%。因而当螺纹副摩擦性能发生改变时,拧紧力矩会出现明显变化。
在图4(b)中当进行第5次拧入试验时,由于所需的拧紧力矩已经超出设备量程,因此无法完成后面的数据采集,由前4次数据变化关系可以看出,随着拧入次数的增加,达到同样轴向力时所需的拧紧力矩增加,同时线性关系出现一定程度的波动,直至线性关系被破坏。
2.3 螺纹副的扭拉系数分析
在工程应用中,扭拉关系常用简化公式(1)进行计算[4]:


图4 拧入次数对拧紧力矩与预紧力影响关系曲线Fig.4 Influence of install moment and bolt stress by install times
式中:M为对螺母施加的扭矩,单位为N·mm;F为由扭矩产生的螺栓轴向拉力,单位为N;d为螺纹的公称直径,单位为mm;K为扭拉系数,或者当量力矩系数。
这个近似的计算公式,严格来讲,M和F是近似的直线关系,但此公式在工程设计中广泛应用[5]。由于试验测得第一次拧入时拧紧力矩与预紧力的曲线以及不同拧入次数拧紧力矩与预紧力的曲线均呈现良好的线性关系,故适合采用简化公式(1)进行扭拉系数的工程计算。
图5、图6分别为M8与M10规格螺栓螺纹副的拧入次数与对应的扭拉系数关系曲线图。由图5中(a)可知,M8规格螺栓拧紧力矩与预紧力的线性关系(Y=1.306X+1.277),斜率为 1.306,结合公式(1),M8 规格螺栓的扭拉系数为1.3609/8=0.16325。同理,图6中M10规格螺栓的扭拉系数为0.0918。
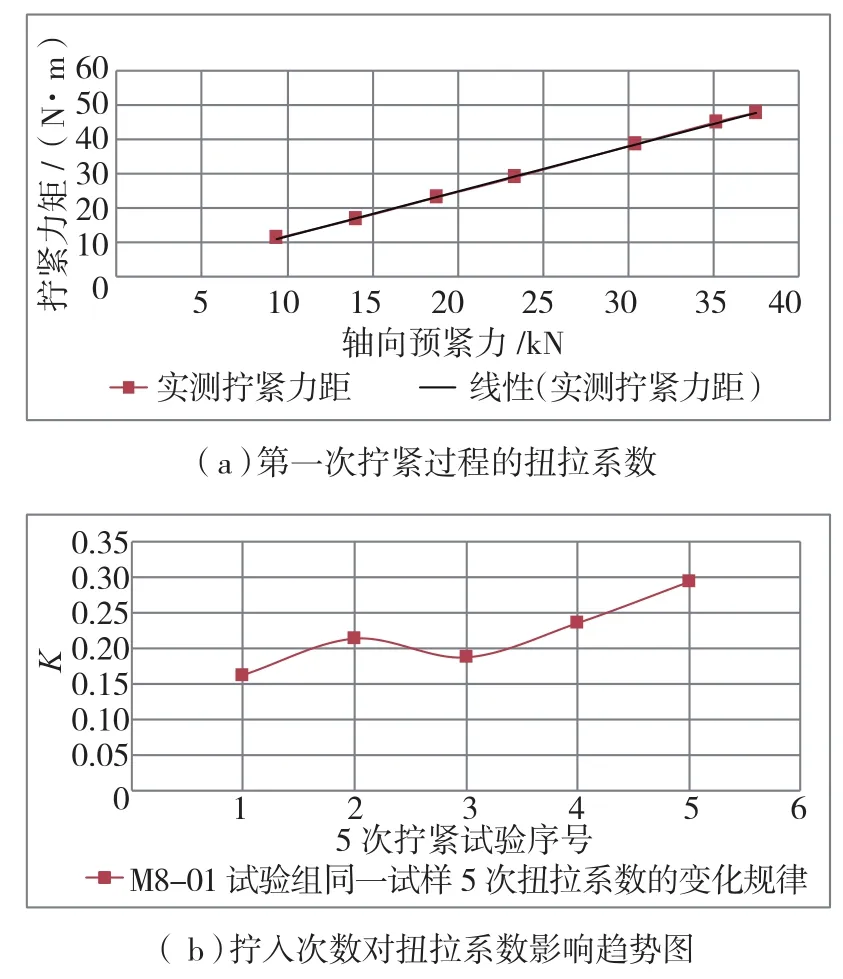
图5 M8规格螺纹副拧入次数与对应的扭拉系数关系曲线Fig.5 Mutative rule of torsion modulus of M8 by install times

图6 M10规格螺纹副拧入次数与对应的扭拉系数关系曲线Fig.6 Mutative rule of torsion modulus of M10 by install times
在反复拧入过程中,随着拧入次数的增加,M8、M10规格螺栓螺母的扭拉系数呈现递增的变化趋势(图5( b)、图 6( b))。
2.4 使用的安装力矩参数
在实际装配过程中,通常设定安装力矩值,采用力矩扳手实现螺纹联接副的可靠安装[6],根据上述螺栓螺母旋合试验得出的数据,螺栓螺母反复循环使用次数对其拧紧力矩影响较大。为保证现场装配的可操作性、可靠性,建议上述螺栓螺母的首次旋合装配达到的预紧力不宜太大(超过50%Fmax拧紧力矩数据波动范围较大,可靠性降低),螺纹副至多反复使用3次。
3 结论
本文以M8、M10规格钛合金紧固件为研究对象,研究了实际安装环境下拧紧力矩与预紧力的对应关系、扭拉系数随安装次数的变化规律,采用扭拉试验机完成螺栓、螺母拧紧力矩与预紧力的检测,表征了该型号产品的安装技术参数,结论如下:
(1)M8、M10规格钛合金紧固件螺纹副,在模拟实际安装环境时,当螺栓预紧力达到10%Fmax~50%Fmax时,其拧紧力矩与预紧力呈良好的线性关系;当预紧力大于50%Fmax时,拧紧力矩数据波动范围较大。
(2)钛合金紧固件螺纹副随着循环拧入次数的增加,若使螺栓达到相同的预紧力,所需的拧紧力矩呈递增趋势,反映螺纹副的扭拉系数也明显递增。
(3)建议M8、M10规格钛合金螺栓螺母的首次旋合装配达到的预紧力不宜太大(超过50%Fmax拧紧力矩数据波动范围较大,可靠性降低),螺纹副至多反复使用3次。
[1] 李英亮. 紧固件概论[M]. 国防工业出版社, 2014.1:282-285.LI Yingliang. Fasteners basics[M]. National Defence Industry Press,2014:282-285.
[2] 杨育中. 紧固件连接设计手册[M]. 国防工业出版社, 1990.YANG Yuzhong. Fastener connection design handbook[M]. National Defence Industry Press, 1990.
[3] 于建政, 宁广西, 林忠亮, 等. 航空工业钛合金紧固件失效分析研究进展[J]. 材料导报专辑, 2013(S1):256.YU Jianzheng, NING Guangxi, LIN Zhongliang, et al. Research progress of aviation titanium alloy fastener failure analysis[J]. Material Review, 2013(S1):256.
[4] 王先逵, 艾兴. 机械加工工艺手册[M]. 机械工业出版社,1998.WANG Xiankui, AI Xing. Machining technology handbook[M]. China Machine Press, 1998.
[5] DANN R T 著 . 对紧固件施加多大的预载荷[J]. 杨林, 译.Machine Desigh, 1975, 47(20):100.DANN R T. How much pre-load pressure the fasteners[J]. YANG Lin translated. Machine desigh, 1975, 47(20):100.
[6] 皮之送. 螺纹联接可靠性设计及其拧紧工艺研究[D]. 武汉理工大学, 2012.PI Zhisong. Threaded connection and tighten the reliability design technology research[D]. Wuhan University of Technology, 2012.
