银泥湿法冶炼脱锌与分银工艺的优化
2016-05-18吴宋超
黄 健,吴宋超
(1.湖南有色金属研究院,湖南长沙 410100;2.湖北鑫荣矿业有限公司,湖北十堰 442000)
银泥湿法冶炼脱锌与分银工艺的优化
黄 健1,吴宋超2
(1.湖南有色金属研究院,湖南长沙 410100;2.湖北鑫荣矿业有限公司,湖北十堰 442000)
金银湿法生产试验研究得出优化脱锌工艺过程中,硫酸投加量由原先理论用量的2.5倍降为投加2倍硫酸理论用量,反应温度控制在70℃,能稳定保持较高的脱锌率,脱锌渣中锌含量在1.5%左右,有效地减少了脱锌过程中硫酸的消耗(同比降低了20%硫酸消耗)以及脱锌率的提高(由原先80%左右的脱锌率提高到现在的87.5%)。分银工艺的优化重心在调整硝酸配比,通过生产试验探索,找到了较为理想的硝酸配比,由原先水比硝酸1∶1调整为水比硝酸3∶2(重量比),显著提高了硝酸利用率,节约了生产成本,和原工艺相比,硝酸利用率提高了12.5%。
银泥;脱锌;分银;工艺优化
目前国内外贵金属矿山多为金矿、银矿等独立矿山,贵金属冶炼企业主要从金精矿或银精矿中提纯金、银,其工艺主要采用火法冶炼工艺与湿法冶炼工艺[1]。金银火法冶炼工艺经过长期的实践,它对原料的适应性强,处理能力大,且随着设备及操作条件的不断改进,已日臻完善和成熟,金银回收率达到比较高的水平[2]。但火法流程复杂冗长,金、银回收率不高,返渣多,生产周期长,积压大量资金[3],影响企业资金周转,还存在能耗高、污染环境严重等缺点。湿法冶炼工艺[4]一般运用氰化浸出、锌粉置换、硫酸脱锌、硝酸分银、氯化分金、水合肼还原,从而实现金银提纯。该工艺过程简单,制备的银粉、金粉经过滤、洗涤、烘干后即可铸锭,银、金回收率达99%以上,沉银母液和还原后液中的银含量均小于0.001 g/L。
1 试验原料
某公司氰化-锌粉置换工艺处理后制得的银泥中银含量70%~75%,金含量5 000~6 000 g/t,主要有害金属杂质锌含量8%~12%、铜含量1%~1.2%。试验主要研究银泥在处理过程中脱锌与分银工艺的优化。
2 试验原理及方法
2.1 脱锌工艺
在脱锌工艺阶段需浓硫酸才能同时除去金属杂质锌与铜,考虑到铜杂质含量少及后续废液残酸的处理,利用稀硫酸处理脱锌即可,铜杂质在后续硝酸分银中除去。
Zn+H2SO4=ZnSO4+H2↑
Cu+H2SO4(浓)=CuSO4+H2↑
2.2 分银工艺
硝酸分银是金属银与硝酸发生化学反应,反应方程式如下:
3Ag+4HNO3(稀)=3AgNO3+NO↑+2H2O Ag+2HNO3(浓)=AgNO3+NO2↑+H2O
由上述反应式可知,避免金属银与浓硝酸反应,可大大提高硝酸的利用率。
2.3 试验研究方法
在脱锌与分银工艺优化试验过程运用单因素试验法开展研究工作,找出最佳的脱锌与分银工艺条件,降低生产成本,提高工艺技术水平。
3 试验结果与讨论
3.1 脱锌工艺优化
试验考察不同硫酸投加量对脱锌效果的影响,其它工艺条件为:银泥重量600 kg,反应温度60℃,搅拌时间4 h,液固比3∶1。试验结果见表1。

表1 不同硫酸投加量试验结果
不同硫酸投加量对渣含锌的影响如图1所示。

图1 不同硫酸投加量对渣含锌的影响
由上述试验结果可知,硫酸投加量为200 kg最为合适,硫酸投加量过多,则浪费硫酸的消耗,硫酸投加量少于200 kg,则银泥中锌脱除不净,因此硫酸投加量定为200 kg较为合适。
试验考察不同反应温度对脱锌效果的影响,其它工艺条件为:银泥重量600 kg,硫酸投加量200 kg,搅拌时间4 h,液固比3∶1。试验结果见表2。

表2 不同反应温度试验结果

图2 不同反应温度对渣含锌的影响
不同反应温度对渣含锌的影响如图2所示。
由上述试验结果可知,当反应温度达到70℃后,脱锌渣中锌含量大致维持在1.5%左右,前期投料银泥过程中由于硫酸与锌反应是放热反应,且硫酸浓度较高,所以脱锌能顺利进行,随着硫酸的消耗,硫酸浓度变稀后,只有加热才能促进硫酸进一步的脱锌反应,因此投料完毕后,升温至70℃最为理想。
试验考察不同反应搅拌时间对脱锌效果的影响,其它工艺条件为:银泥重量600 kg,反应温度70℃,硫酸投加量200 kg,液固比3∶1。试验结果见表3。

表3 不同反应搅拌时间试验结果
不同反应搅拌时间对渣含锌的影响如图3所示。
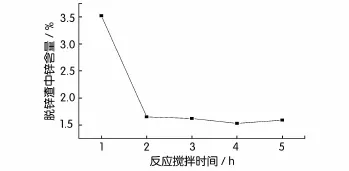
图3 不同反应搅拌时间对渣含锌的影响
由上述试验结果可知,投料完毕后反应搅拌时间达到2 h则脱锌反应基本完成,达到平衡状态,反应搅拌时间不足的话,则液固介质交换扩散渗透不充分,影响银泥颗粒内部锌的脱除;反应搅拌时间过长则无谓消耗动力,因此反应搅拌时间定为2 h最为合理。
综合上述试验得到的最佳工艺参数组合起来进行试验验证,最终检验分析脱锌渣中锌含量都能稳定在1.5%左右,试验结果证明该脱锌优化项目取得了显著的效果和成绩。
3.2 分银工艺优化
试验考察不同水与硝酸配比对分银投料效果的影响,其它工艺条件为:硝酸用量定为200 kg,投料完毕后升温至85℃,搅拌时间4 h。在试验投料脱锌渣过程中以投料后基本无气泡产生为试验终点,记录试验结果见表4。
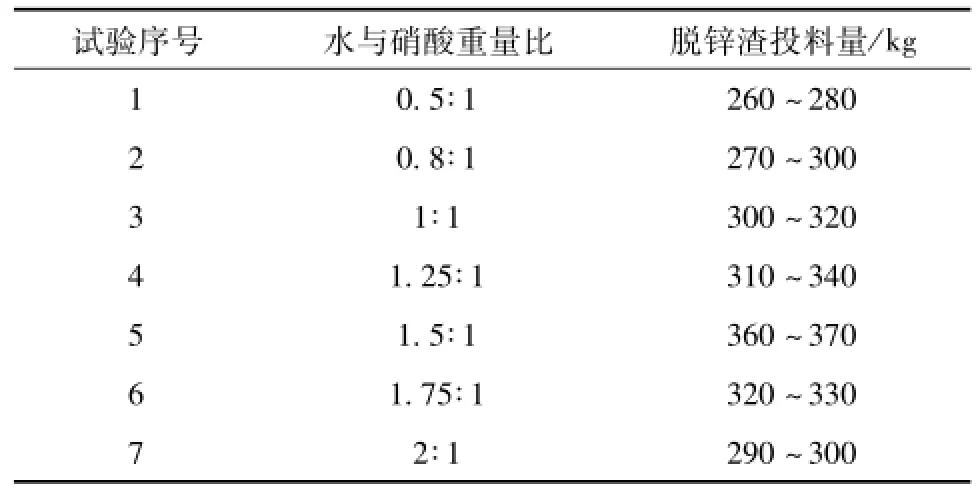
表4 不同水与硝酸配比试验结果
不同水与硝酸配比对脱锌渣投料量的影响如图4所示。

图4 不同水与硝酸配比对脱锌渣投料量的影响
由上述试验结果可知,水与硝酸重量比为1.5∶1时,硝酸利用率最高,200 kg硝酸能投料分银360~370 kg,硝酸浓度偏高的话,投料前期以浓硝酸分解银为主,随着反应进行,硝酸浓度降低后,则是稀硝酸开始分解银,但如果水与硝酸重量比过大,水投加过多,硝酸浓度偏稀,则投料分银反应过程缓慢,在漫长的投料过程中,部分硝酸也挥发损失。因此通过试验得出,最佳水与硝酸重量比为1.5∶1为最佳。
试验考察投料完毕后升温加热促进反应,生产过程中不同温度对分银浸出率的影响,其它工艺条件为:硝酸用量定为200 kg,加水300 kg,投料完毕后加热温度分别为60℃、70℃、80℃、90℃、100℃,搅拌时间4 h,试验考察各温度下分银渣中银含量,记录试验结果,见表5。

表5 投料完毕后不同升温温度对分银渣含银的影响
不同升温温度对分银渣含银的影响如图5所示。

图5 不同升温温度对分银渣含银的影响
由上述试验结果可知,加热温度为90℃时效果最佳,分银渣中银含量只有1.23%,银浸出率达到99.2%,加热到100℃后,存在生产安全隐患,溶液剧烈沸腾,有冒槽的危险,因此排除。
4 结 论
1.生产试验研究得出优化脱锌工艺过程中,硫酸投加量由原先理论用量的2.5倍降为投加2倍硫酸理论用量,反应温度控制在70℃,能稳定保持较高的脱锌率,脱锌渣中锌含量在1.5%左右,减少了在脱锌工艺过程中硫酸的消耗量,节约了生产成本。有效的减少了脱锌过程中硫酸的消耗(降低了20%硫酸消耗)以及脱锌率的提高(由原先80%左右的脱锌率提高到现在的87.5%),减少了后续工艺碱物料的消耗,同时减少了分银工艺生产过程硝酸与锌金属杂质的副反应的发生,提高了硝酸分银的利用率。
2.分银工艺的优化重心在调整、优化硝酸配比,通过近半年生产试验探索,找到了较为理想的硝酸配比,由原先水比硝酸1∶1调整为水比硝酸3∶2(重量比),300 kg水投加200 kg硝酸可比原先200 kg水投加200 kg硝酸的分银工艺参数条件下多投料脱锌渣40 kg左右(原先投320~340 kg脱锌渣,现在投360~380 kg脱锌渣)。显著提高了硝酸利用率,节约了生产成本,和原工艺相比,硝酸利用率提高了12.5%,即节省了原先硝酸消耗的12.5%。并且分银过程产生的烟气浓度也相应降低,颜色变淡,给冶炼尾气净化装置充分的净化缓冲余地,提升了净化装置处理能力,降低了尾气对环境的污染。
[1] 黄振泉,胡跃华,钟平,等.黄金提取方法与工艺现状及其发展前景[J].赣南师范学院学报,1994,(5):54-67.
[2] 陈芳芳,张亦飞,薛光.黄金冶炼生产工艺现状及发展[J].贵金属,2011,2(1):11-18.
[3] 汪蓓.铜阳极泥预处理富集金银新工艺研究[D].长沙:中南大学,2009.
[4] 黎鼎鑫,王永录.贵金属提取与精炼[M].长沙:中南大学出版社,2001.549-559.
Process OptiMization of Zinc Rem oval and Silver Separation of Silver M ud by Hydrometallurgy
HUANG Jian1,WU Song-chao2
(1.Hunan Research Institute of Nonferrous Metals,Changsha 410100,China;2.Hubei Xinrong Mining Co.,Ltd.,Shiyan 442000,China)
In the process of zinc removal by gold and silver hydrometallurgy,the amount of sulfuric acid was reduced from 2.5 times to 2 times of the theoretical amount,reaction temperature was controlled at70 degrees,which could maintain the stability of the high zinc removal rate and the zinc content in zinc slagwas about1.5%,and effectively reduce the sulfuric acid consumption 20%and increase the rate of zinc from the original 80%to 87.5%.The optimization of silver separation process focused on adjusting the ratio of nitric acid.Through the exploration,it cracked the ideal ratio of nitrate,adjusting from the original ratio 1∶1 to 3∶2(weight ratio),and significantly increased the nitrate utilization rate,saved the cost of production.Compared to the original process,the nitrate utilization rate was increased by 12.5%.
silvermud;zinc removal;silver separation;process optimization
TF803.2
A
1003-5540(2016)03-0031-03
2016-04-22
黄 健(1983-),男,工程师,主要从事环境工程、有色金属资源回收等方面的研究工作。