铝热焊接机车道轨工艺的研究与应用
2016-05-16赵永华吕圣会李传军王翠芳
赵永华,吕圣会,李传军,王翠芳
(山东泰山钢铁集团有限公司,山东莱芜271100)
铝热焊接机车道轨工艺的研究与应用
赵永华,吕圣会,李传军,王翠芳
(山东泰山钢铁集团有限公司,山东莱芜271100)
摘 要:主要论述TVD铝热焊接工艺原理和焊接道轨接头的过程控制,及铝热焊接道轨在焦化机车应用的经济效益。
关键词:铝热焊接;铝热反应;机车;轨道
1 铝热焊接的基本原理
铝热焊接是将铝粉、氧化铁粉、铁屑及铁合金或稀土元素等按一定比例配合起来,组成铝热焊剂,用高温火柴点燃后,发生激烈的化学反应和冶金反应,在反应过程中Fe被还原,由于铁比重大于熔渣沉于坩锅底部,Al氧化成Al2O3,形成熔渣浮于上部,同时产生大量热量,高温的钢水浇入扣在轨缝上和砂型中,将两轨端熔化,浇注钢水本身又作为填充金属,将钢轨焊接起来(见图1)。
2 铝热焊接化学反应
铝在足够高的温度下与氧有很强的化学亲和力,它可以从很多重金属的氧化物中把重金属还原出来,铝热焊的主要化学反应式[1]:
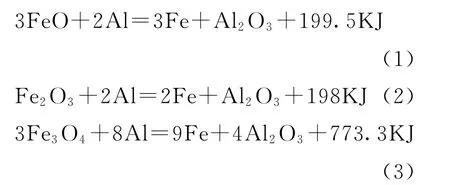
以上反应放出大量的热,使得熔渣和钢液的温度高达2 500℃~3 000℃,但为了使钢的生成率增加,需加入适量的添加剂,将钢液的实际温度降至2 000℃~2 100℃。

图1 铝热焊接钢轨示意图
3 铝热焊的冶金过程控制
3.1 坩锅中的渣和钢反应控制
铝热反应的产物:钢和渣之间的反应,与炼钢过程中的渣和钢反应类似,因此对炉渣成份和状态必须加以控制,才能得到符合要求的铝热钢。
根据上节式(1)、(2)、(3)铝热反应的主要产物是纯铁(Fe)和Al2O3渣,为了增加钢中的含碳量,在焊剂中加入石墨,将发生以下反应[1]:
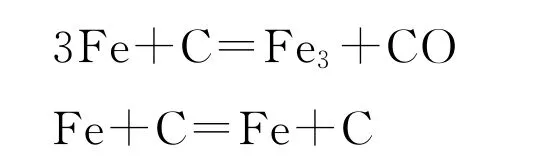
其中还有部分C冷却后在钢中形成固溶体,同样,为了提高钢中的含锰、含硅量,在焊剂中加入锰铁或硅铁,它们均与FeO发生反应而生成Mn O或SiO2进入渣中,使钢进一步脱氧,少部分存于钢中,对铁素体有固溶强化作用,能细化珠光体,提高焊缝的综合机械性能。铝热钢的含硫磷量,是通过严格控制原料焊剂中的硫磷含量达到的。
3.2 铝热钢的脱氧、镇静及含铝量控制
为了防止钢液在浇入铸型后产生气孔等缺陷,必须使钢水脱氧。铝热钢的脱氧主要是靠铝来完成的,而加入钢中的硅、锰等元素也可使脱氧更完全,当铝热反应尚未进行完全就浇注时,由于铝对氧化铁还原不完全,进入铸型后,游离的氧化铁会继续与钢中易与氧结合的元素起作用(例如C、Mu、Si等),使钢的成份不稳定,并且与C作用时生成气体,会在焊缝内形成气孔。
由于铝热反应进行的程度不同,在反应完成前后的不同阶段,钢中的含铝量也是不同的。铝热钢中的含铝量一般在0.25%~0.65%为宜,这样的含铝量,可以保证钢的脱氧完全,并有一部分铝可以起到细化晶粒的作用,钢中的含铝量过高(超过0.7%)则易引起接头脆断。
根据铝热反应完前后的各阶段,钢中的含铝量变化,在铝热反应中的沸腾基本平静后,在坩锅内镇静一定时间是必要的,但过长的镇静时间,会使钢水温度降低过多,浇铸后也会在焊缝内产生不同的缺陷,根据实践坩锅内镇静5s最佳。
3.3 铝热焊剂合金元素的控制
为了获得优质接头质量还必须在铝热焊接剂中加入石墨粉和其他一些合金元素(Mn Si Ti等)以达到不同性能要求。焊剂化学成分是影响焊缝硬度的主要因素,其中尤以C、Mn、Si的影响较大。
C元素对焊缝硬度的影响最显著。为了增加焊缝的含碳量,坩锅中加入石墨粉,并且加入位置愈低,对轨头、轨腰提高硬度效果明显,而对轨底硬度影响较小。
Mn在焊缝中的含量是通过在焊剂中加入锰铁的方法达到的,锰铁在坩埚内的位置不同,使得锰铁在钢水中的回收率也不同,所得到的焊缝硬度也不同,实际操作中以中部为宜。
Si的含量是通过在焊剂中加硅铁(对碱性坩埚内衬)达到的。对于酸性坩埚内衬(如石英衬),因高温下石英砂中的SiO2还原成Si进入钢中,不必另加硅铁增硅。
焊缝金属的化学成分决定了接头的强度、硬度和冲击韧性等性能,它应与所焊钢轨的机械性能相适应才不会出现“低接头”脆断等弊病。常用焊剂焊缝金属的主要化学成分控制见表1。
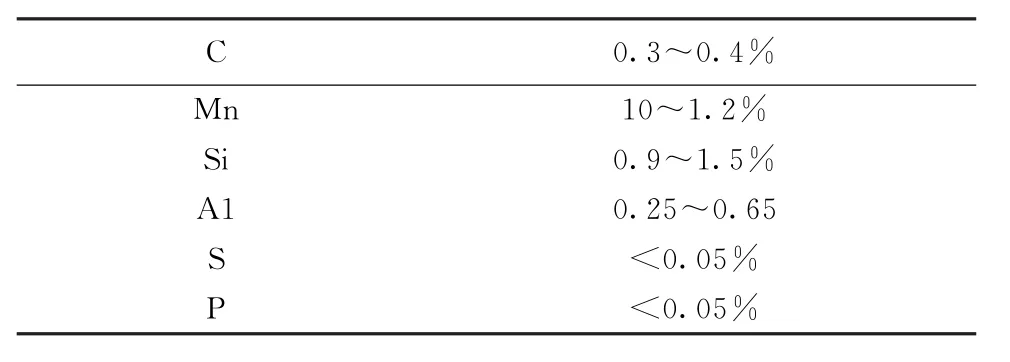
表1 常用焊剂的主要化学成分
4 铝热焊接焦化机车的社会效益及经济效益
(1)消除了机车运行中的冲击对道轨基础的危害。有缝轨道在机车经过接头处时引起冲击,由于接缝处钢轨的变形,产生低接头危害,而且使用时间越长,这种冲击越趋严重,这是影响道轨基础使用寿命的重要因素之一。采用无缝行车轨道后这种危害将不复存在,将使得按现行设计规范设计的道轨基础使用寿命得到延长,更加安全可靠。
(2)使机车运行平稳,避免了许多设备、安全事故。有缝行车轨道使用年久后,由于轮缘和钢轨的磨损,以及机车轨道的接头错位,易造成机车出现蛇行运动,严重时发生大车出轨的重大设备事故。
特别对易腐蚀速度快的熄焦车来说无缝行车轨道更具有明显的优越性。
(3)延长了机车和轨道的使用寿命。机车在有缝轨道上运行由于产生冲击振动,加速了机械和轴承的损坏,影响机车结构的疲劳寿命,常常造成电行轨滑块脱落,引起断电,由于有缝接头的冲击,缩短了走行轮的寿命,并使钢轨头部变形,甚至无法使用。无缝轨道及其机车比有缝轨道及其机车的维修费用下降了50%左右,修理周期延长了两倍多,减轻了维修工作量。
(4)可提高生产效率经济效益。实践证明,无缝轨道无接头冲击,司机可放心在高速档行车,行车运行速度可提高25%~40%,特别对熄焦车作业频繁,行车距离远机车来说可提高生产效率,其经济效果十分显著。原我公司每月因熄焦车导轨影响生产长达15小时,影响焦炭产量3 000t。每半年更换4个轴承,道轨160米,维修费用每月达1.5万元,年创效益120万元。
参考文献:
[1] 铁道部科学院金属合金材料研究所[M]. 2009,8.
Research and Application of Thermite Welding on Locomotive Rails
ZHAO Yong-hua,LV Sheng-hui,LI Chuan-jun,WANG Cui-fang
(Shandong Taishan Steel Group Co.,Ltd.,Laiwu 271100,Shandong,China)
Abstract:TVD Thermite Welding Principle and Welding Process of Rails is introduced.And theeconomic benefit is also analyzed.
Key words:thermite welding;thermit reaction;locomotive;rails
作者简介:赵永华,工程师,主要从事新技术、能源发电方面的工作。
文章编号:1001-5108(2016)01-0042-03
中图分类号:TG451,U213
文献标识码:B
