粉末冶金技术在航空发动机中的应用
2016-05-14邱智海曾维平
邱智海 曾维平

DOI:10.16660/j.cnki.1674-098X.2016.07.010
摘 要:文章针对粉末冶金进行分析,并对难熔金属金属、钛基合金、氧化物弥散强化合金、超高温合金以及喷涂合金粉末等多种带有明显特征的航空发动机的粉末冶金技术。在这其中,对钛基合金粉末与高温合金粉末以及喷涂合金粉末的制造预备的关键进行重点的研究和探析。还对喷射成形和热等静压以及注射成形以及迅速成形的工艺特征与发展状态。最重要的是对粉末冶金技术在航空发动机的使用进行全方位多角度的研究与探析,并做以简单的论述,为相关人员提供参考意见。
关键词:粉末冶金技术 航空发动机 应用
中图分类号:V263 文献标识码:A 文章编号:1674-098X(2016)03(a)-0010-03
粉末冶金技术的特点是对性能高的材料进行制造的技术,并且对航空发动机有直接和紧密的联系。粉末冶金技术不但可以制作配备出没有宏观偏差、晶粒细微、组织非常均衡、各向同性、热加工性能过硬的复合材料与合金材料,大大提升了粉末冶金材料的疲劳能力与屈服能力,还可以实现零部件的最终成型。粉末冶金技术在航空的发动机的重要热端零件与别的航空发动机零件的全新材料的优质制造设备科学技术。航空飞机的心脏是航空发动机,而航空发动机性能的好坏会直接影响到飞机的众多指标和安全性质。伴随我国航空发动机转向多元化、多性能以及大型化的角度扩展以及在涡轮之前燃气的不断提升,零部件承受更大的负荷压力,工作的状况也越来越恶化,与此同时,对航空发动机的重要部件的功能的标准提出了更为严峻的要求。另外,涡轮盘与涡轮叶片的重要部件可以承担的压缩比与燃烧的温度更能够提升航空发动机的燃油的经济特征,降低排放与延长航空发电机的使用年限。根据以上的陈述,性能较强的航空发动机的发展壮大与粉末冶金技术的提升存在紧密的联系。文章主要是针对在航空发电机中应用众多形式不同的粉末冶金材料和粉末冶金设备、粉末成形以及粉末的增强重要技术进行的分析,使粉末冶金技术可以在航空的发动机中得到有效的应用。以下是具体的论述。
1 在航空发动机中使用的粉末冶金材料具体种类
1.1 P/M钛基合金
钛基合金的优势是耐腐蚀性强、强度较高以及热强的性能强。其最主要应用在对航空发动机的压气机的中压气机中的机盘、机叶、风扇以及连接环与导航仪。钛合金取代钢或者是高温合金能够显著降低发动机的所承受的重量,提升发动机的推重比重。以上零部件的标准是在高温的状况下呈现非常强的强度与高温的蠕变抵抗力,持久的强度与稳定组织性。P/M钛合金的伸拉所具备的性能可以大大超出熔断材的质量。但是在P/M钛合金中出现的杂质所含的数量以及钛合金的孔隙,这些都会使钛合金出现疲劳性的减少。在提升密集度与精华工艺程序是P/M钛合金当前最应该解决的状况。
钛合金金属间的化合物的复合材料主要是由氧化物、碳化物以及二硼化钛等颗粒当成提升相,其主要的特点是抗氧化的能力非常强、抗蠕变的特性也非常强、密度较低。温度可以到达816 ℃~982 ℃之间。促使钛合金能够在航空发动机应用的位置是从风扇与风压机变换到涡轮长中,并且合适于制造预备的高压压气的发电机的机片以及低压涡轮的发电机的也变。钛铝合金的基复合的材质是使用粉末冶金、高温组合、热压以及静压、放电等离子体的烧结和喷射堆积、冲击波的固组成法等方式的制作设备。但是钛铝合金的基复合的材质会增大热加工的难度性,整体的功能性也要大力提升,在当前的航空发电技术中还没有应用此项技术。
1.2 喷涂合金粉末
热喷涂粉末会应用在航空发电机的抗高温烧浊涂层、封闭涂层、热障涂层抗磨抗损中,涂层技术对于航空发电机的重要部位进行高温的防护,以及封严耐磨、高温零件的阻燃和防止磨损的状况中,存在非常重要的价值。涂层不仅可以提升发动机重点零件在高温的影响下抵抗侵蚀的重要性,以及在炎热的状况下出现抵抗零件疲劳的能力,以此增加航空发电机的使用年限。热喷粉末的成分具体是指:氧化物陶瓷粉末、合金粉末、金属陶瓷粉末以及纯金属粉末。在美国的飞机的发电机中使用的热喷技术所需的零件数目大概是7 000件除外。热喷涂粉末和别的冶金所需要的粉末有很多不一样的地方,它对粉末的要求非常高,具体体现在粉末的颗粒形状要小而精、要具备高度的球形、良好的流动、颗粒的分布范围要小、所含的气体和杂质量一定要低、松装的密集程度要符合规定的标准。
1.3 氧化物弥漫强化合金
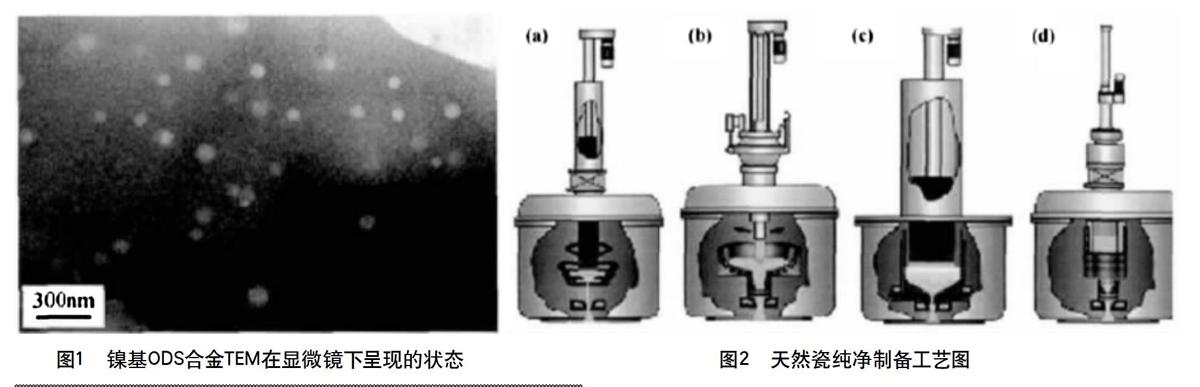
镍基氧化物弥散强化合金可以当成涡轮喷气发动机器中的涡轮叶片和导向叶片,这种粉末不仅可以在高温的状况下得到有效的使用,还可以忍受带来的负重疲劳、气体的蠕变以及气体受到的气势。镍基ODS合金能够抵挡强度较大的蠕变性质,其最重要的原因是氧化物存在的弥漫强化的作用和增强晶状物的移动与滑动。具有代表性的镍基ODS合金主要有3种,分别是MA754、MA600以及MA760。镍基ODS合金主要是运用热挤压制作方式以及机械合金的制作方式,主要有3个关键的步骤,分别是热挤压和热轧制、机械合金化以及进行热处理。只有提升氧化物弥散强化合金的氧化颗粒形状才能更好地提升科学技术水平,增添Hf匀速可以促使氧化物的颗粒的尺寸由原来的30 nm减少到5~10 nm(见图1),与此同时,也为氧化物的根本体积面的掌控创造了全新的方式,在强化晶界降低晶界逃离规定范围的方向开展工作,并且对柱状的晶粒所具有的力学性质存在的各异性提供解决方案,尤其是占据横向方位的晶界的蠕变的村若星的状况是增大镍基ODS合金使用的重点。
1.4 难熔金属
铌合金、钨合金、钼合金以及钽合金都是难熔的金属。钼铜合金可以当成固体火箭发动机的帮衬材料,Ta-10W-2.5H合金主要应用于液体火箭喷管中的喷嘴,Ta-10W合金在火箭发动机中的喷管的阿波罗以及燃气的扰流片的实验燃烧的实验室中。在这些难熔的金属中,密度系数最小的是铌合金,并且强度呈现1 100 ℃~1650 ℃中,仍然具有较强的焊接能力和对室内温度有效控制的能力,还能在薄板的制作以及制成外形非常繁琐的发动机的零件。钨合金可以打造成不需要进行冷却工作的火箭喷管、喷气叶片、热然器的反射器、用于离子火箭发射需要的离子环以及燃气舵。钨取代钼当成固体火箭发动机的喉管和喉衬,进口套管,可以把材料的运用所需的温度在1 760 ℃的基础上提升到3 320 ℃之上。如,美国的联合飞机企业就把钨铜两种材料进行融合,以此当成火箭发动机中的喷管隔板,钨铜融合的材质完全可以承受超出钨的熔点值3 400 ℃。在当前的粉末冶金技术的发展中,难熔金属的高温氧化与高温形成的强度,以及高温材料的重量化是面临的最根本的挑战。
2 粉末冶金的工艺
2.1 镍基高温合金粉末
进行镍基合金粉末要具备含氧量低、制作预备的颗粒的形状要小还要具备较强的纯度的特点,是依据制作预备较强性质功能的粉末的涡轮盘的主要技术。当今存在两种方式都是十分重要的,一种是氨气雾化法制成AA粉;另一种是等离子旋转电极法的制粉。如,俄罗斯主要选用是等离子旋转电极法制粉,而等离子旋转电极法制粉的主要特点是夹杂物的尺寸过大、而等离子旋转电极法制粉的颗粒的形状又非常的大。在进行高温后的合金粉末正迈进无污染、没有陶瓷的状况下迈进。粉末的颗粒的径长的分类会阻碍粉末中不是金属融合的尺寸,还会合理科学提升声涡轮盘的使用年限和可靠性质,降低出现疲劳寿命的机率。另外,在针对粉末开展颗粒界面韧化与热处理强韧化的处理工作以及进行真空脱皮工作,可以提升材料的塑性与强度。
为解决VIM惰性气雾化德体系中存在的熔化金属和陶瓷资料从而出现的“陶瓷状况”。在最近几年中,我国已经研发了众多的制粉措施和纯净熔炼技术(见图2)。在ELGA的工艺施工中,预合金棒是电极,在电极逐渐旋转到达环形感应线圈的中间位置时,电极会发生熔化的变化,熔滴在准确进入惰性的气体中开展雾化工作。PIGA法主要是根据等离子弧在水冷的铜坩埚中开展熔炼工作,水冷铜坩埚的最底层要和感应器的加热漏嘴相互连接,没有陶瓷漏嘴系统要把熔化掉的金属溶液倒入气体的雾化喷嘴中开展雾化工作。在进行冷壁坩埚熔炼的气体雾化体系中,坩埚要具备一个最底端的浇筑体系,并且冷坩埚的底端浇注的方位和冷壁感应领导体系的相互连接,这个体系也可以使用在活性的金属中。如,在进行碳合金或者是TiAL的金属上的化合物熔炼工作中,在电渣进行重新的熔炉冷璧感应的导向工作中,要对电极的格式以及雾化的材料进行整体的创新,在电源头和熔渣的接触面积的开展熔化工作时,要把熔炼的金属溶液贯穿于具有活性性质的熔渣层,然后在融入到铜金属制成的水冷坩埚中。
2.2 喷涂粉末
不一样的制作设备的工艺会促使粉末的颗粒形状、颗粒分布、颗粒状态以及颗粒的化学成分都会发生非常大地改变,这也会对涂层的能力产生一定的影响。制作设备使用道德喷涂粉末常用的方式主要有机械研磨、气体雾化、制造喷雾干燥颗粒以及水雾化。伴随科学技术的不断发展,喷涂的合金粉也研究出了全新的技术。
首先是等离子体球化的问题上,等离子体球化指的是运用等离子弧促使形态不一的原始粉末进行快速地加工并且使之熔化,使熔化的颗粒在基础的作用下产生非常高的球状度的液体,在非常高的温度中使滴液得到快速地凝固,以此使球状粉末得到有效保存。这也是一项制备非常的密实、解决纯度较高的热喷涂抹粉末的方式,图3是运用气流磨分级和分散以及与等离子球化星湖融合的工艺,制成的球状的钨粉。
2.3 纳米粉体进行再次的造粒
纳米粉体是热障涂层的主要原材料。主要优势是有较强的抗热震能力和较强的隔热性能。可是纳米粉末不可以进行直接喷涂工作,必须借助喷雾干燥剂和之后的处理制作而成微米级别的团聚体的粉末。纳米粉体二次造粒的主要步骤是:第一,运用球磨混合一级超声把纳米结构所具有的信息,合理有序地分布在液体的介质中,并且要添加有机的粘合剂;第二,要把所得到的溶液使用喷雾干燥剂制成纳米结构的聚集体;第三,要把纳米结构团聚集在一起,使之能够快速去除水分,还要去除吸附在化学附氧,为更好地推进一些烧结或者是加热内部整合的温度,以此获得纳米结构的喷涂的粉末数据,使之可以在以往的热喷涂喷枪上得到有效的应用。
2.4 喷射成形
喷射成形的技术主要是把液态金属的快速凝固与熔滴动态致密固化相互融合,并且这也是流程在快完成阶段而飞速凝固的固体材料的全新技术。喷射成形的优势是较高的整体致密度、较低的氧含量以及组织细小匀称。可以提升完善高温合金中的热加工的塑性,提升材料的整体力学的功能和能力,合理改善合金的加工,使之更加与预制设备的高温合金性融合,还能够节省众多和压制相关联的工艺环节。
3 结语
总而言之,要把粉末冶金技术科学、合理、有效地应用在我国的发动机中,并且使其发挥最大限度的价值和重要意义。促进我国航天发动机得到更好地发展,为我国的航天事业奉献更多的力量。
参考文献
[1] 曲选辉,张国庆,章林.粉末冶金技术在航空发动机中的应用[J].航空材料学报,2014,34(1):1-10.
[2] 张鹏,朱强,秦鹤勇,等.航空发动机用耐高温材料的研究进展[J].材料导报,2014,28(11):27-31.
[3] 袁征宇.某航空发动机粉末冶金涡轮盘低循环疲劳寿命研究[D].湖南大学,2012.
[4] 杨升.FGH4097粉末高温合金在航空发动机中的研制与应用[C]//中国科学技术协会、贵州省人民政府.第十五届中国科协年会第13分会场:航空发动机设计、制造与应用技术研讨会论文集.中国科学技术协会、贵州省人民政府.2013.
[5] 王博.粉末冶金FGH4169高温合金的制备、组织、力学性能及热加工性能研究[D].中南大学,2014.
[6] 韩志宇,曾光,梁书锦,等.镍基高温合金粉末制备技术的发展现状[J].中国材料进展,2014,33(12):748-755.
[7] 罗江山.粉末冶金TiAl基合金的晶粒细化及其效应研究[D].中国工程物理研究院,2014.
[8] 唐民锋.从F-135发动机技术特征展望军用航空发动机维修保障模式的发展趋势[C]//中国航空学会.2015年第二届中国航空科学技术大会论文集.中国航空学会.2015.
[9] 曾敏.粉末冶金TiAl合金的包套轧制工艺及其热处理研究[D].中南大学,2012.
[10] 杨海,宁诺拉,白代敏.数字化COE模式的研究及在航空发动机叶片中的应用[J].航空制造技术,2014(23):36-39.
