1580粗轧区轧制节奏优化
2016-05-14张立明
张立明

摘 要:为了进一步提高1580轧线的产量,我们针对不同钢种,从轧制策略、负荷分配、粗轧轧机线协调等进行优化,实现了在满足生产安全的前提下,最大限度的提高产量的目标。
关键词:轧制策略;轧机线协调
1 概述
新钢热连轧1580生产线受粗轧轧制节奏限制导致平均每小时轧制24块钢,这样严重影响产量。为了完成生产产量只有通过压缩检修时间,这样造成设备得不到合理的维护产生大量的故障时间,检修时间进一步压缩形成恶性循环。分析影响轧制节奏主要问题在粗轧区域,如果轧制节奏提高到平均每小时轧制27块钢,这样既能完成产量设备也得到合理的维护,如何提高粗轧轧制节奏显得非常重要。
2 分析影响粗轧轧制节奏原因
通过数据和现场分析影响粗轧轧制节奏的几个主要原因。
(1)轧制策略:粗轧主要采用的轧制策略有3+3和3+5,采用3+3轧制,轧制节奏为125s,采用3+5轧制,轧制节奏为145s,如何实现更多钢种采用3+3这样可以大大提高产量;
(2)轧机各道次轧制时间分析
从表1中数据可知大量时间消耗在辊缝设定和抛钢,如何提高辊缝设定速度和减少抛钢时间;
(3)轧制长板坯时R1、R2摆动时间20s,主要是板坯轧制计算长度,由于R1、R2同时会占用R1出口第六组辊道,程序控制避免同时占用这组辊道引起物料跟踪出错会请求相应轧机摆动等待,如何减少轧制长板坯摆动时间。
3 控制程序优化
3.1 轧制策略优化
采用3+3轧制比3+5轧制一块钢节约20s,由于轧制各道次负荷等因素导致一些钢种只能采用3+5模式,例如轧制1500板坯这新钢特有的1580轧机轧制1500板坯,由于满足市场要求我们生产更高规格的产品,粗轧只有采用3+5模式,通过生产中不断跟踪和PAD数据分析,制订了相应的轧制策略能用3+3的绝对不用3+5.
3.2 减少各道次轧制时间优化
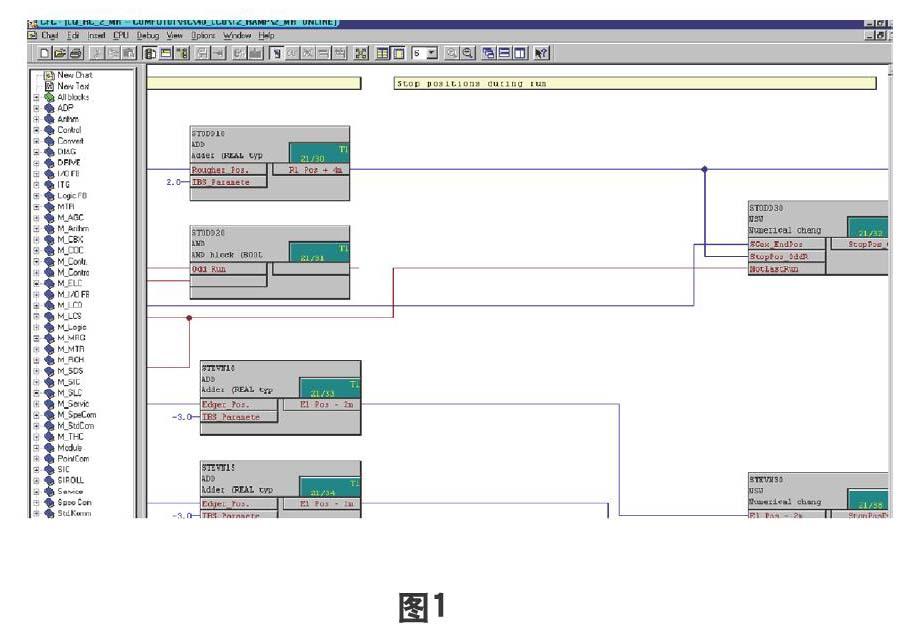
通过PAD数据分析各道次轧制时间,各道次抛钢到下一道次准备咬钢时间,这时间主要是抛钢距离和辊缝设定,通过数据分析,减少抛钢距离可以缩短轧制时间,但这需要我们设备保证,减少抛钢距离要求轧机前后辊道状况良好,不然会出现实际板坯没有达到抛钢距离,可能板坯没有抛出轧机,轧机反向运行时引起轧机物料跟踪故障导致产生中板和轧回等非计划,因此各道次抛钢距离较小,可以减少轧制时间。但由于辊道等因素造成生产非计划,结合实际情况和提高轧制节奏,对各道次抛钢距离修改程序如图1所示。
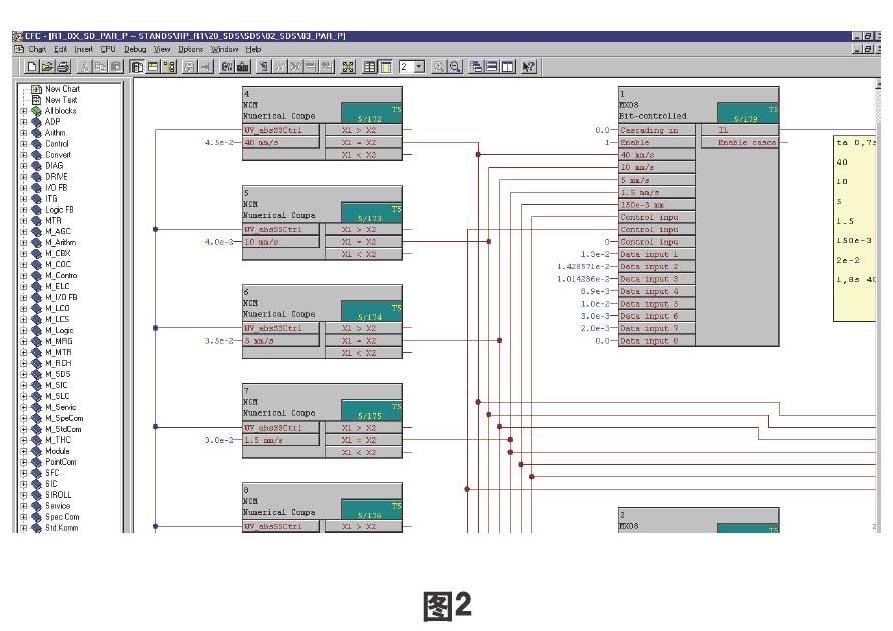
粗轧R1、R2采用电动压,R1电动压下,R2电动压下,提高电动压下速度,减少电动压下辊缝设定时间,提高轧制节奏,但由于电动压下电机能力的限制,轧机牌坊间隙严重影响电动压下设定,结合实际情况调整R1、R2电动压下速度。调整压下速度程序如图2所示。
3.3优化R1、R2线协调控制减少摆动时间
通过分析轧制长板坯时R1、R2道次存在摆动,通过轧机线协调程序分析主要原因是:R1、R2两轧机间辊道距离78m,R1出口辊道起始位置为42m,第六组辊道起始位置是55m,末尾是71m,R2入口辊道位置120m,这样R1出口区域长度为29m,R2入口区域长度为49m。轧制10.8m板坯,R1轧制第一道板坯长度最少13m,加上抛钢距离,板坯会占用第六组辊道。轧制10.8m板坯,采用3+3轧制,R2轧制第二道板坯长度会大于49m,会占用第六组辊道。轧制10.8m板坯,采用3+5轧制,R2轧制第四道,板坯长度最少53m,会占用第六组辊道,R1、R2各道。次轧制会通过物料计算,板坯轧制时R2会占用到R1轧制区域。程序控制为了避免两块板坯同时占用一个区域,引起物料跟踪错误,相应的要求轧机摆动等待合理时才轧制。由于我厂R1、R2轧机距离设置过短等因素,要解决此问题只有将R1出口辊道第六组进行重新分组,将第六组辊道起始位置是55m,末尾是63m,这样R1出口区域长度为21m,R2入口区域长度为57m,重新分组后避免了R1、R2轧制时同时占用辊道引起的摆动。
4 结束语
通过上述优化,实现了平均每小时轧制27块钢。从这次优化中我们看到还有很大优化空间,也许通过整条生产线的优化,可能实现平均每小时轧制30块钢。
