特大数控工作台铸造工艺开发
2016-05-12张洪浩胡爱国刘树谭付海波济南二机床集团铸造有限公司山东济南250400
张洪浩,胡爱国,刘树谭,付海波(济南二机床集团铸造有限公司,山东济南 250400)
特大数控工作台铸造工艺开发
张洪浩,胡爱国,刘树谭,付海波
(济南二机床集团铸造有限公司,山东济南 250400)
本文介绍了特大数控机床工作台的结构特点,设计了合理的造型方案,浇注系统。细致的浇注工艺、完善的补缩工艺,实现了特大铸件的高品质出品的目标。
特大数控工作台;带芯整体翻箱;铸造工艺
1 铸件特点
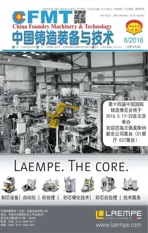
特大数控工作台主要参数见表1。
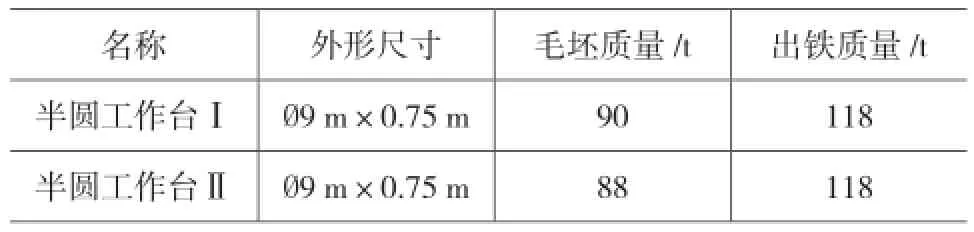
表1 特大数控工作台主要参数

图1 特大数控工作台实物图
铸造公司首次生产单件浇注质量超过100 t的特大数控机床铸件,铸件外形尺寸大、结构厚大,对生产组织和设备能力极具挑战,需要对铸造工艺进行反复试验、推敲。
2 铸造工艺
(1)铸造工艺采取呋喃树脂砂手工制芯、造型。
(2)工作台采用整体模型板定位造底箱+整体模地坑造型。
(3)内腔芯上箱吊芯,上箱带芯整体翻箱。
(4)浇注系统采用环绕、闭合横浇道。
3 施工过程
3.1 制作模型的要求
(1)底面T型槽刻印引线至外模侧面。
(2)外模、芯盒拉芯处钉直径30 mm高20 mm的定位块,以保证造型、制芯拉芯孔定位准确、垂直;拉芯方窝尺寸130×130×100(mm)。
(3)盖箱分型面中间筋按图纸刻在外模上平面上,并按线位置制作6 m长厚40 mm的整体随形挡砂板。
(4)准备600 mm高、6 m长的优质三合板,不能变形。
(5)准备150×150×30(mm)木型定位块14块。(6)吊把芯外轮廓刻印。
(7)三节外模接触面修平,以免影响起模。

图2 特大数控工作木型外模
3.2 制芯过程
(1)芯铁拉芯孔处插150×150(mm)的框(如图3)。
(2)舂砂紧实,必须保证拉芯孔的垂直,拆芯盒、吊芯时一定小心、仔细,必须保证芯头的完整,一旦损坏严重,芯子直接报废重干。
(3)制好的芯子,能刷的刷2遍铸钢涂料,再刷一遍黑涂料,刷不到的流涂两遍铸钢涂料,再流黑涂料,注意涂料的堆积和流挂的清理。
(4)注意坭芯放置时的保护,决不能压坏芯子下面的芯头。

图3 芯铁拉芯孔处的150×150(mm)框

图4 灌砂后的芯盒

图5 泥芯先流涂白色涂料(铸钢涂料)

图6 流图白色涂料后再流涂黑涂料
3.3 造型过程
(1)在地坑验箱,确定木型在砂箱的位置,以外模直边为基准,确保东西方向的吃砂量均匀;通过拉紧螺栓位置确定底箱南北位置,以及南北直浇口位置。盖箱到位后,先进行试翻箱,测算所需钢丝绳的长度,摸索盖箱拉好芯后重心偏移后的翻箱垫铁高度和垫铁形式,以保证翻箱过程万无一失。
(2)计算盖箱需砂量,测量混砂机出砂量,算出灌制一节盖箱所需时间,调整树脂、固化剂的配比,或固化剂酸度,并实验,延长型砂硬化时间,在保证盖箱强度的情况下避免型砂分层。
(3)将外模摆到造型平台对好,将外模轮廓线和T型槽线复制到造型平台上,木型在工作台直边镶上6块150×150×30(mm)的定位块,每段2个,2个边段圆弧面也各镶2块,然后将2个边段调走,在露出中段的2个边再各镶两块定位块,吊走中段,按线镶底箱芯头和摆放石墨块(高度110 mm),放箱按验箱确定的位置放箱,两箱帮之间挤紧50 mm厚的木块(稳箱时还要用),垫箱140 mm,刮砂床100 mm,留出气通道,在距2边箱帮1 500 mm左右的箱空隔一个留一个,稳箱时背箱用。
(4)按确定位置稳箱,调平,垫弯势5 mm,每
(5)按定位块放外模(三节外模之间塞一块铁皮),摆好浇口管、横浇口,做好定位(用钢筋焊制支架),灌砂,从芯头开始、芯头结束,(备用)舂砂紧实,扶好浇口,分型面刮平、压光。每扇盖箱四角卧四个铁销,定位用。
(6)盖箱先放一节,严格按中间筋边线放箱,按确定的直浇口位置放好直浇口,并按中心线挡好随形挡砂板,必须保证挡砂面的垂直,灌砂时撞砂紧实,必须保证拉芯孔的垂直。砂子硬化后,拆除挡砂板,放上三合板,放另一节盖箱,灌砂,舂砂紧实均匀,放好浇冒口。
两节盖箱以及底盖箱之间打好号,并做好底盖箱对应号的保护(可利用耐火砖)。
(7)修盖箱前注意将工作台的外轮廓线复制到盖箱的分型面上,下芯用。
(8)刷两遍铸钢涂料,第一遍点燃后凉凉后再刷第二遍,点燃后恢复室温再刷一遍黑涂料。

图7 造型平台上底箱造型
3.4 配模过程
(1)两节底箱箱放置在地坑里,底箱采用多点背箱方案(铁液质量过大为防止底箱承压变形,底箱用垫铁撑起)。

图8 整体模地坑盖箱造型

图9 型腔先涂刷白色涂料(铸钢涂料)

图10 涂刷白色涂料后再涂刷黑涂料
(2)将两节盖箱放置在地坑上,中间做好支撑,画出工作台的轮廓线,下芯,验证确认铸件皮厚,拉芯用16毫米的双头螺栓和专用卡铁(如图14),拉紧。补吊攀和拉芯窝子必须钉钉子,砂子撞实压平。
(3)利用专用工装上的”V”型槽,分解上箱翻箱时的扭力。上箱带内腔芯整体翻箱,实现工作台面无芯撑。
(4) 翻好的盖箱放置在地坑上,埋好冒口和气眼,小心操作,防止掉砂,注意检查芯子上面,有砂子及时清理。并试吊配重。
(5)按号扣箱,扣第二节时小心谨慎操作,避免碰坏芯子或铸型。
(6)做浇口 浇口间距大于9 m,做好防跑火措施,压重大于620 t。
3.5 浇注过程
TE90A12801-0000数控工作台是我厂出口铸件。高750 mm,直径9 000 mm的半圆体。毛坯质量90 t,浇注质量97 t,出铁质量114 t。三个浇口,材质HT300,浇B料。开20 t-A、20 t-B、10 t-C熔炼电炉和40 t、20 t保温电炉熔炼浇注,使用2个 30 t包和2个20 t包浇注,一个15 t包备用。

图11 底箱多点背箱

图12 背箱用的垫铁

图13 内腔芯上箱吊芯

图14 设计专用的拉芯卡铁

图15 两节盖箱合箱过程
3.5.1 成分要求见表1

表1 成分要求 %
孕育后白口4~6 mm,每个包均浮硅孕育。
3.5.2 准备工作
(1)铁液包包嘴圆滑好浇。班前要试运转一次。准备好备用电线,检查备用电源。
(2)班前校正各计量器具、仪表,检查加料行车和加料机运行状况。
(3)炉前做好挑渣、取样等工作,取样包括白口式样、小饼子和三角试块。前后三角试块不能丢弃。
(4)开光谱仪和碳硫仪,及时出结果。每次调整后都要重新取样。(5)浇注前备好引气杆、耐火泥、铁锨等。(6)清理相关区域,不能影响快速换包。
3.5.3 浇注
(1)出铁目标。
南75 t行车吊1#30 t包盛33 t铁液,旁边放15 t包盛10 t铁液。
北75 t行车吊2#30 t包盛33 t铁液。
50 t行车吊1#20 t包盛20 t铁液,旁边放2#20 t包盛18 t铁液。
浇注温度控制在1 350 ℃~1 380 ℃。
(2)各铁液包在出铁前要先试运转检查,浇注前再试运转确定均无问题再下流。
(3)三包同时浇注,20 t包尽可能快速浇注,浇完后换包;2#30 t包慢浇,保持铁液面高约浇口杯的一半;1#30 t开始时快浇,在20 t包换包时减速,浇完后换15 t包。
(4)点火、引气、挡渣、堵坭杆子等物品提前准备到位。
(5)浇注开始后期(对工作台厚大部位)冲点铁液,冲点铁液最好用8 t包每次出铁5~6 t。当冲点铁液温度低于1 380 ℃时换另一包高温铁液。
(6)指定专人任浇注总指挥,浇注操作者要定员落实到人,行车工要提前与生产服务部联系。建议配行车工在地面指挥。
4 理化检验及铸件验收
表1 电炉熔炼灰铁试棒理化报告数据统计

图16 铸件验收
5 结束语
通过工艺设计及工艺改进公司成攻完成了TE90A12801-0000特大数控工作台的铸造工艺开发工作。公司首次浇注单件质量超过100 t的特大型复杂数控机床铸件,创造了公司单件浇注质量的历史,树立了铸造公司生产特大型铸件的品牌。
[1] 中国机械工程学会铸造分会.铸造手册(铸铁卷)[M].北京:机械工业出版社,2002.1.
[2] 中国机械工程学会铸造分会.铸造手册(铸铸造工艺)[M].北京:机械工业出版社,2002.3.
[3] 王文清.铸造公工艺学(上册)[M].北京: 机械工业出版社,1985.
[4] 周桂梅.预埋钢管工作台底座铸造工艺设计[J].中国铸造装备与技术,2013(4).
Casting process developent of extra large CNC machine tool working platform
ZHANG HongHao,HU AiGuo ,LIU ShuTan,FU HaiBo
(JIER machine-tool group Co.,Ltd., Jinan 250400, Shandong, China)
This article is introduced the structure characteristics of the extra large CNC machine tool working platform. Reasonable modeling and gating system scheme is designed .Detailed pouring process and improve the feeding process. Achive the large castings of high quality product.
extra large cnc machine tool working platform; with sand core fl ip sand box; the casting process
TG244+.2;
A;
1006-9658(201 6)06-0026-04
10.3969/j.issn.1 006-9 658.2016.06.008
2016-05-26
稿件编号:1605-1392
张洪浩(1984—),男,助理工程师,主要从事铸造工艺开发和生产管理工作.