一级RO-EDI工艺在制药纯化水制备中的应用
2016-05-11尤璐
尤璐
(天津市新亚净化技术有限公司,天津 300000)
一级RO-EDI工艺在制药纯化水制备中的应用
尤璐
(天津市新亚净化技术有限公司,天津 300000)
天津市某医药公司以自来水为水源,采用过滤-软化-RO-EDI-循环杀菌的方式制取纯化水。经过2年的现场运行,RO装置和EDI装置的脱盐率依然能达到97%左右,产水量稳定,产水水质满足制药纯化水要求,一级RO-EDI工艺在制药行业纯化水制备中具有处理效果好、运行稳定、运行成本低等优点。
反渗透;连续电去离子;制药纯化水
制药纯化水是制备注射用水、洁净蒸汽的原料水;可用于配制普通药物制剂、实验用水和非灭菌制剂用器具的清洗。常用的纯化水制备方法有:离子交换法、一次蒸馏冷凝法、电渗析法、一级RO-离子交换、一级RO-EDI、二级RO、二级RO-EDI。经过多年的应用和技术改进现已基本淘汰了离子交换法、单独电渗析和一次蒸馏冷凝法制备药用纯化水。一级RO-EDI工艺、二级RO、二级RO-EDI工艺因其产水水质优于其它工艺流程,而且不需要酸碱再生、不污染环境、节能环保、自动化程度高、系统操作简单等优点广泛应用于制药纯化水的制备[1-2]。
天津某医药公司主要从事医药原料药、关键中间体、制剂产品的生产,生产车间纯化水用量共20 m3/h。根据该公司原水水质情况及产品水水质要求,结合用水单位实际情况,综合考虑经济因素,采用一级RO-EDI工艺制备纯水,利用PLC和触摸屏构成全自动控制系统。原水为市政自来水,出水水质指标以《药典(2010版)》为检测标准。本文对该纯化水系统的运行情况、工艺的产水水质、运行成本等方面进行了介绍、评价和探讨。
1 工程概况
本纯水站采用一级RO-EDI工艺制备纯水,EDI装置设计产水量为5.0 m3/h,为满足API车间和GMP车间的设备清洗间,粉碎、混合、包装间,溶剂泵房,离心机房,压滤罐间等共20个用水点的水量,终端系统设计产水量峰值为20 m3/h。
1.1 原水水质
原水水质如表1所示。
1.2 纯水水质要求
纯水设备产水应满足《药典(2010版)》纯化水要求。具体要求如表2所示。

表1 原水水质Tab.1 Raw water quality

表2 产水水质要求Tab.2 Purified water quality standard
2 工艺流程
通过原水水质报告可以看出原水的余氯较高,因此选择活性炭过滤器作为过滤介质。原水中总硬度高,需要在系统中增加软化处理单元,减少RO膜负担。RO作为初级脱盐,可有效去除大部分的细菌、溶解性固体及相对分子质量在200以上的有机物等杂质,降低电导率,一级RO处理后,产水水质还不能完全达到纯化水要求,通过EDI深度除盐,除去RO水中剩余的少量离子,使产水能够达到合格的制药用水要求。为保证制药生产线所用纯化水的电导率小于4.3 μS/cm,采用由预处理、一级RO-EDI脱盐、终端三大系统组成的纯化水工艺系统。
一级RO-EDI工艺流程如图1所示。

图1 一级RO-EDI系统工艺流程Fig.1 Flow of purified water preparation by one-stage RO-EDI process
3 工艺流程描述和设备参数
3.1 工艺流程说明
由于自来水的供水量和水压不断变化,为了保证后续用水的稳定性,预处理设置原水箱,由液位控制器和进水电磁阀控制原水箱进出水[3],通过原水增压泵提高压力后,进入后续活性炭过滤器去除余氯、胶体微粒、有机物、色度、异味及碳酸钙、硫酸钙等沉淀物后,出水再进入离子交换软化装置去除水中的硬度,当软化器中的树脂失效后必须通过饱和氯化钠进行再生处理。为防止膜的表面形成碳酸盐垢、硫酸盐垢等污染和堵塞膜表面,进RO装置前的水中投加阻垢剂。保安过滤器可截留来自活性炭过滤器和树脂软化过滤器溢出的活性炭粉末、树脂颗粒以及加入阻垢剂后产生的聚合物,满足反渗透装置进水SDI值小于3的要求[4]。过滤后的水进入后续脱盐装置,RO装置利用高压水泵加压,使原水在压力的作用下渗透过孔径只有0.000 1 μm的反渗透膜,该膜只允许水分子通过,而离子和细菌、病毒等微生物不能通过,随废水一起排出。反渗透的利用率一般为70%~75%,脱盐率一般大于95%。为预防一级RO出水速率与EDI进水速率不平衡对设备稳定性造成影响,设置中间水箱,经过中间水泵提供EDI装置的水流动力。RO产水进入EDI装置进行深度脱盐,EDI装置是采用一种离子选择性膜和离子交换树脂夹在直流电流下阴/阳两极之间,在两极间的直流电源电场从RO脱盐处理过的水中进一步去除离子。EDI装置是通过水电离成H+和OH-使失效的阴阳离子交换树脂分别再生,电再生没有酸、碱化学再生时废酸、废碱的排放,对环境无污染,只消耗少量的电能,使用方便,费用低廉[5-9]。终端水箱储存足够的生产用纯化水,纯化水泵为后续设备和循环管路提供水流动力,纯化水经过紫外线杀菌后进入微孔过滤器将紫外线杀死的细菌尸体全部截留住。板式换热器是为了对终端水箱和循环管路进行定期80~85℃巴氏高温杀菌[10]。
3.2 主要处理单元与设计参数
3.2.1 预处理部分
原水箱容积为2 m3。原水增压泵采用不锈钢泵,流量为6.5 m3/h,扬程为32.5 m,功率为1.85 kW。活性炭过滤器采用Φ 600 mm×1 850 mm的玻璃钢过滤器,内装果壳活性炭,运行流速为20~25 m/h,产水量为6.5 m3/h。离子交换软化过滤器采用Φ 600 mm×1 850 mm的玻璃钢过滤器,阳树脂采用英国漂莱特C-100E,运行流速为20~25 m/h,产水量为6.5 m3/h。保安过滤器的过滤精度为5 μm,产水量为6.5 m3/h。加阻垢剂装置中阻垢分散剂PTP-0100的投加量为3 mg/L,每次加1 030 mL阻垢剂标准液配置100 L水,调至计量泵40%的输出比例。
3.2.2 RO脱盐装置
反渗透装置主要由反渗透膜、压力容器、高压泵、流量计、压力表、电导率仪、阀门管件等组成。
高压泵采用国产立式多级不锈钢离心泵,流量为6.5 m3/h,扬程为124 m,功率为4.0 kW。
根据海德能反渗透的设计导则,按照反渗透膜的水通量,综合考虑最大和最小给水流量,考虑水温因素结合工程经验,选用反渗透膜元件型号为ESPA2-4040,数量为20支,压力容器数量为5支(4芯装膜壳),采用3∶2两段的排列方式进水,操作压力为1.3 MPa左右,产水量为5 m3/h,24 h连续运行。系统回收率可达到78%左右。采用聚酰胺复合膜性能参数:最大运行压力为4.14 MPa,最大进水SDI为5.0,最大压损为0.04 MPa,进水pH值范围为1~12,最高进水温度为45℃。
3.2.3 EDI深度脱盐装置
EDI装置主要由EDI模块、流量计、压力表、电导率仪、阀门管件等组成。
EDI装置前设置5 m3不锈钢水箱,中间供水泵流量为5.5 m3/h,扬程为28 m,功率为1.1 kW。运行期间对反渗透产水水质进行分析:pH值为7.0~8.0,ρ(TOC)<0.5 mg/L,硬度<1.0 mg/L,ρ(余氯)<0.05 mg/L,SDI<1.0,RO产水电导率为5~20 μS/cm,满足EDI进水要求。本系统采用2台EDI模块并联运行,EDI的浓水回流至原水箱。由于各车间用水点不是连续24 h用水,且20个用水点不是同时使用,故设计2台EDI模块的总产水量为5.0 m3/h,24 h连续运行。EDI膜块工作参数如表3所示。
3.2.4 终端系统
终端水箱容积设计为半小时的峰值用水量即10 m3。采用SUS316L材质,水箱上安装聚四氟乙烯疏水性空气过滤器,防止大气中尘埃颗粒和细菌进入水箱。为满足峰值用水量,终端水泵流量为20 m3/h,扬程为38 m,功率为4.0 kW。紫外线杀菌器产水量为20 m3/h,筒体材质为316L。微孔过滤器产水量为20 m3/h,筒体材质为316L。
3.2.5 控制系统
本系统采用可编程控制器(PLC)和触摸屏(人机界面)控制,既可自动控制也可随时切换到手动状态。利用PLC控制各水箱的液位,水泵及各装置的工作状态。系统可在线监测一级RO出水电导率、EDI产水电导率、终端水箱出水电导率、循环回水的电导率、回水TOC。人机界面可显示工艺流程参数以及控制对象的当前状态,可对参数越线和故障进行报警。
高压泵前后设高低压控制。一级RO设有自动冲洗阀,在开机和关机时自动打开冲洗阀对RO膜元件自动冲洗,可避免浓水中的高浓度盐类在反渗透膜表面沉积结垢而影响膜的性能[5]。EDI产水设有不合格水排放阀,禁止不达标纯水进入终端系统。泵与水箱液位联动,保证设备的安全运行。
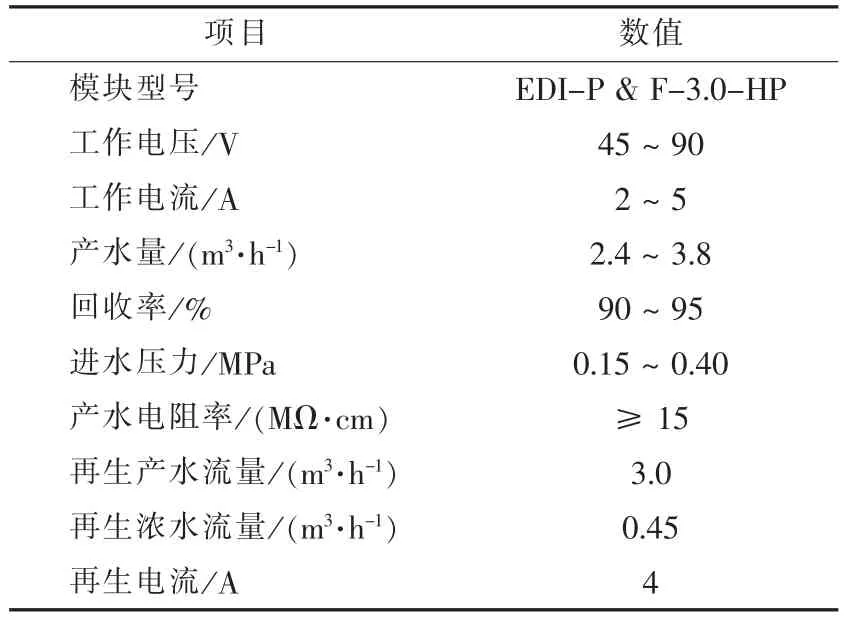
表3 EDI膜块工作参数Tab.3 Operating parameters of EDI module
4 系统运行效果
4.1 系统运行情况
活性炭过滤器通过多路阀实现自动反洗和正洗,1~2 d进行1次反洗和正洗,反洗和正洗时间分别为10 min和15 min。离子交换软化器产水量每到达91 m3时,多路阀控制器自动对软化器进行反洗、吸盐再生、慢冲洗和正洗。RO装置通过PLC控制RO膜的开机冲洗和关机冲洗各1次。当发现RO膜脱盐率和产水性能下降时对RO膜进行1次酸-碱-酸药洗。EDI装置产水量和产水电导率下降时通过加大电流对EDI模块进行再生。中间水箱、终端水箱和循环管路定期进行化学清洗和巴氏高温杀菌。由于本系统以PLC和触摸屏为中心的控制系统,操作简便,运行稳定。
4.2 系统处理效果
系统设备自2013年投产以来,实际产水量和电导率达到设计值,EDI产水量可达5.0 m3/h,EDI出水电导率为0.46~0.50 μS/cm,循环回水电导小于1.3 μS/cm,一级反渗透装置的回收率为78%,EDI装置的回收率为90%。RO和EDI的脱盐率能达到97%。
除反渗透膜药洗和EDI再生,更换滤芯、滤料和紫外线灯管外,设备运行状态良好,产水水质合格,如表4所示。

表4 产水水质Tab.4 Product water quality
5 系统投资及运行成本
本套设备投资35万元。处理成本为3.99元/m3,电费2.18元/m3,人工费1.17元/m3,化学药剂费用0.64元/m3。
6 结语
由于本工艺流程中设置了活性炭过滤器和软化器使原水水质得到改善,达到RO进水标准,且长期运行能够防止反渗透膜表面和EDI结垢,大大提高反渗透膜和EDI的的工作寿命和处理效果。采用一级RO-EDI工艺能长期保证出水电导率小于4.3 μS/cm。
RO装置具有耗能低、水质好、设备使用与保养方便等优点。EDI装置能够连续产水,产水水质稳定,设备占地面积小,模块易于自动控制,初期投资较大,后期运行成本相对较低。电再生新型技术使EDI系统既不需要停机,也无需酸碱,系统维护成本低廉,出水稳定,绿色环保,节约原水资源。RO装置与EDI结合使用,既能解决RO脱盐不彻底的缺点,又能提高EDI的进水水质,延长EDI使用寿命。实际工程中虽然一级RO-EDI的出水水质在一般情况下不如二级RO-EDI,但是一级RO-EDI比二级RO-EDI在造价成本和维修维护成本上更具有优势。
[1]国家药典委员会.药典(2010年版)[M].北京:中国医药科技出版社,2010.
[2]仲剑锋,于天明.纯化水制备工艺在制药生产中的应用分析[J].化学工程与装备,2010,(3):59-61.
[3]王优魁,文一波,李莎.二级RO+EDI组合工艺在药用纯化水制备工艺过程中的应用[J].水处理技术,2011,37(1):133-135.
[4]王旭亮,潘献辉,郝军,等.反渗透系统进水SDI测试技术的优化研究[J].工业用水与废水,2013,44(3):86-89.
[5]渠慧英.EDI技术及其在水处理中的应用[J].内蒙古石油化工,2010,36(5):103-104.
[6]Ozgur Arar,Umran Yuksel,Nalan Kabay.Various applications of electrodeionization(EDI)method for water treatment[J].Desalination,2014,342(2):16-22.
[7]丁禹,李聪聪,唐波.电去离子技术(EDI)在水处理中的应用[J].贵州化工,2010,35(4):1-7.
[8]王方,王明亚,王明太.混床离子交换树脂的电再生技术[J].当代化工,2010,39(5):563-566.
[9]钱德林,刘礼斌,孙路路.3种制药用水处理工艺评价[J].中国药房,2005,16(24):1913-1914.
[10]国家药品监督管理局.药品生产质量管理规范(2010年修订)[M].北京:中国医药科技出版社,2011.
Application of first stage RO-EDI process in purified water preparation for pharmaceutical industry
YOU Lu
(Tianjin Xinya Purification Technology Co.,Ltd.,Tianjin 300000,China)
A pharmaceutical company in Tianjin city using municipal tap water as raw water to prepare purified water by process of filtration-softening-RO-EDI-circulating sterilization.After two years of field operation,both of the desalination rates of RO device and EDI device could still reach about 97%,the water output flow was stable,and the product water quality met the requirement of purified water for pharmaceutical industry.It could be seen that,in the field of purified water preparation for pharmaceutical industry,first stage RO-EDI process had advantages of good treatment effect,stable operation,low running cost,and so on.
reverse osmosis; electrode ionization; purified water for pharmaceutical industry
TQ085+.41
B
1009-2455(2016)01-0080-04
尤璐(1987-),女,湖北宜昌人,助理工程师,学士学位,主要从事水处理工程设计,(电子信箱)453205304@qq.com。
2015-08-24(修回稿)